

版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、卷板机卷板成形的原理卷板机卷板成必时的板材厚度较小,外观均匀流畅的特点,在化収航天導领域广泛应用9本章以金属弾望性力学理论为基础.介蹈了在卷扳过程中板材战形的原理、崗力应变分布与变化状况以及卷板成形屮存在的问题"11卷板成形的基木理论卷板成形时,把被弯曲板料的内侧半存叫做lih率半径,把弯曲部分与直板»分的夹角叫做弯角.把应力为零的层面叫做中性层口哲除了这几个定义以外.下面就接触到的甚木理论作简单介绍.3.1J卷扳成形的平面假设在卷板成形时,板材在横截面法向应力远远大于切向应力.所以在后面的分析当中重点研究了卷板成形时的法向应力.在研究板材横截面上正应力的时候盂要考虑横截面
2、的变形,因业在卷板成形时将板材划分为很多个并排的梁*这种假设己经在试验中证明了其正确性。板材梁在卷板成形时,其横截面不论是变形前还是在变形后都是平面。XI.2卷板成形的中性层也置3化在扳过程屮,扳材的儿何屮心层和中性层不断改变化,不是从开始到结束都是直仃的*在卷板成形过軽屮,板材内部受压应力外油型拉应丿J°在卷板过程中,板材的体积始终是不变的*随着板材曲率的増人,材料就必然要从板材的内衣血向外衣而作径向移动*即材料将从受压的一18閒受拉的测移动n因此,根据板材成形过程中各层移动时的受力谄况和纤维的受拉压情况川以将扳材分为二个区域:第一怔域曲率半径大F初始几何中心层的各层,这层的板材在
3、卷板过程中始终受拉#-第-区域価率半栓小卷板縮束时的屮性层的齐层,这层的村料在弯板的全过榨中始终受压缩.第三区域包括初始几何中心层与卷板结束时的中性层之间的各层,这一区域的材料先噪压缩后受拉伸,因此会产生材料的匏辛格效应,并且要经历弹塑性卸载阶段。在弯曲力矩的作川卜板材发生变形,在板材的变形区内,具:内圧切向受压应力,相应地产生压应变°外泾切向在拉应力的作用卜产生拉应变,何板材的变形乂H仃连续性,所以板材中间必有一个切向应变为零的层面,即应变中性层,虽然在此时它的切向应变为冬,但是在此刻Z询,它会仃一定的应变枳累,如来这个应变较小的话,诃以忽略它的影响,简化分析。3.13卷板成形时实
4、际的应力一比变曲线在F而对板材成形的理论分析中,板材的力学性能,其应力一应变曲线是理论推导的乘点板材所用的材料为Q235,其在常温静载拉伸条件卜的力学特性如图3.1所示叫(1)艸性阶段,OE段0A1*1线的斜率称为弹ft:模駅E称为比例极限,/称为弹性极限。(2)弹舉性阶段:EC段0与£不成比例,除弹性变形外还变形,/,称为屈服强度,又叫屈服点(yieldpoint»材料力学中用cr,表示)。(3)屈服阶段:CF段钢材完全屈服,o不增加(保持力),而£骤增。(4)强化阶段:FB段经过屈服阶段后,钢材内部组织巫新排列,抵抗外力的能力增强。(5)颈缩阶段:BD段应力超
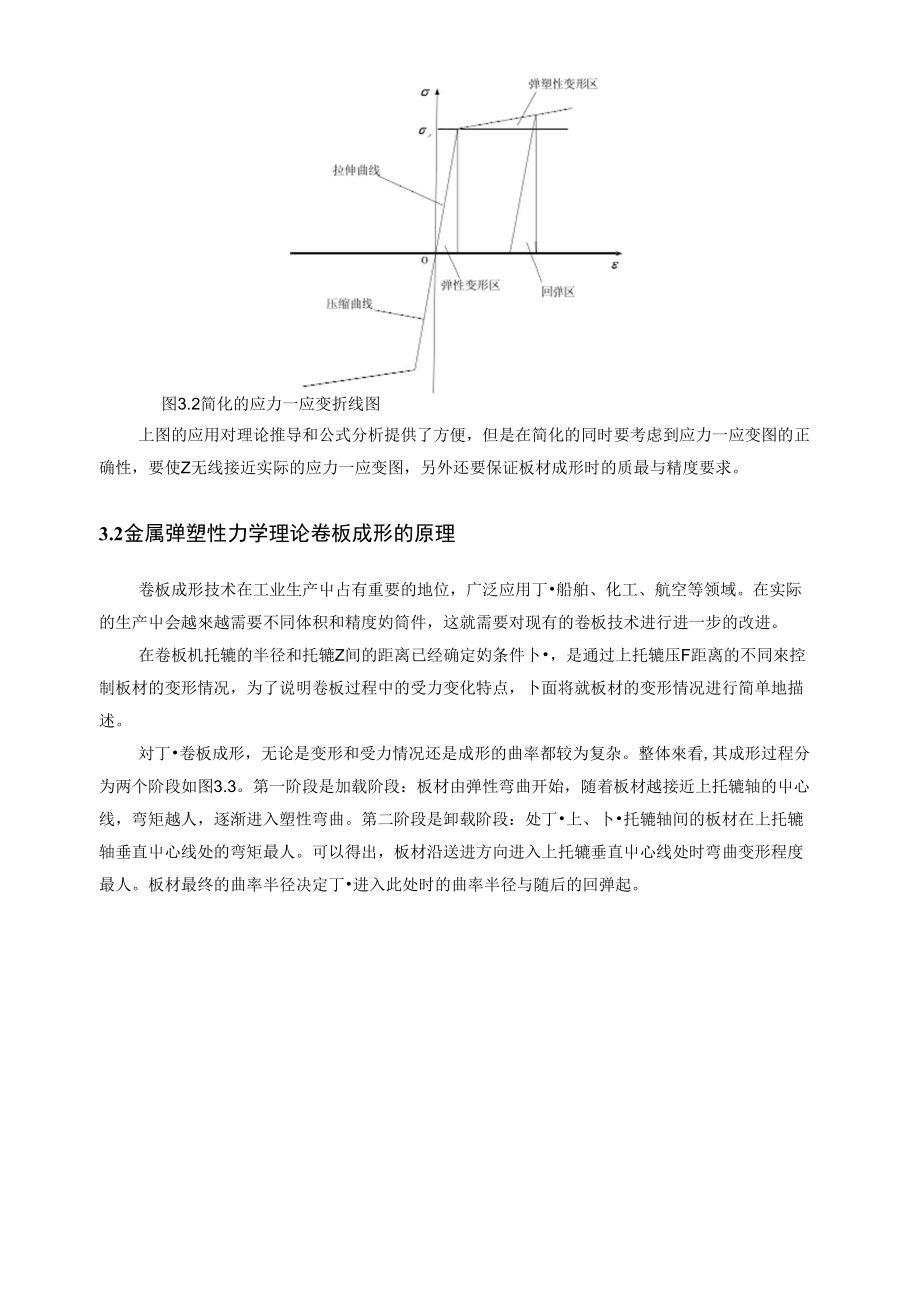
5、过£后,试件出现“颈缩”而断裂,£称为抗拉强度(tensilestrength,材料力学中用Q,表示)。一般在分析屮只考虑前四个阶段,从图屮明显看出第一、三阶段成线性关系,第二、四阶段的方程不好确定,但是从上图屮可以看出,这两个阶段近似成线性关系,这时采用直线段来代替图中的曲线段。于是上图可以简化为图3.2。图3.2简化的应力一应变折线图上图的应用对理论推导和公式分析提供了方便,但是在简化的同时要考虑到应力一应变图的正确性,要使Z无线接近实际的应力一应变图,另外还要保证板材成形时的质最与精度要求。3.2金属弹塑性力学理论卷板成形的原理卷板成形技术在工业生产屮占有重要的地位,
6、广泛应用丁船舶、化工、航空等领域。在实际的生产屮会越來越需要不同体积和精度妁筒件,这就需要对现有的卷板技术进行进一步的改进。在卷板机托辘的半径和托辘Z间的距离已经确定妁条件卜,是通过上托辘压F距离的不同來控制板材的变形情况,为了说明卷板过程中的受力变化特点,卜面将就板材的变形情况进行简单地描述。対丁卷板成形,无论是变形和受力情况还是成形的曲率都较为复杂。整体來看,其成形过程分为两个阶段如图3.3。第一阶段是加载阶段:板材由弹性弯曲开始,随着板材越接近上托辘轴的屮心线,弯矩越人,逐渐进入塑性弯曲。第二阶段是卸载阶段:处丁上、卜托辘轴间的板材在上托辘轴垂直屮心线处的弯矩最人。可以得出,板材沿送进方
7、向进入上托辘垂直屮心线处时弯曲变形程度最人。板材最终的曲率半径决定丁进入此处时的曲率半径与随后的回弹起。板材的曲率半径主要决定丁上.卜托觇轴之间的中心距,即两个下托總轴之间的水平中心距与上、卜托牝轴在垂直方向的距离。在两卜托梶中心距确定的悄况卜,也就是上托牡的卜压战对板材的曲率半径起决定作川。图3.3卷板过程示意图322板材在卷板成形过程屮的应力应变分布与变化情况板材在卷板成形的过程中,板材不断的与上卜电接触与分离,在接触过程中托禺施加到板材上的外力是逐渐増大的,相对应地弯曲的程度也随着外力的增大而增大。从上托牝卜J到卷板成形的过程包仟两个变形阶段:1.弹性变形阶段图3.4弹性变形阶段的应力分
8、布区域在卷板过程中在板材外而的部分是受拉应力.产牛拉应变:在板材里而的部分是受压应力,产生压应变。通过弹塑性力学分析对知,在板材的内部区域仃应力为0的区域,左义为应力中性肚,以此为界划分为拉伸变形区与压缩变形区。在弹性变形阶段,可以认为板材所受应力与应变她正比的关系,如图34所示。在板材发生弹性变形阶段,所有托線还没冇开始转动,上托卷对板材施加压力,使板材处于弯曲状态,板材所受的最大弯矩处于上托辘的垂直中心线处,所以型性变形肯定也是在匕托箍的垂直中心线区域。弹性变形阶段的特点是:托轮施加在板材上的力与板材的应变成正比,当撤去托辘时,此时的板材仍能回复原状。2.弹塑性变形阶段随着上卜地的转动,卷
9、板过机的进仃,板材的弹塑性变化最早出现仕板材受力最大的上卜两个表面,即板材的最外面和最里面部分。以板材所受应力达到屈服应力的部分为界划分为弹性区域与塑性区域。此时中性层仍然存在,应力分布悄况见图3.5。此时的板材所受应力与应变关系不是单纯的右线关系了,而是表现为折线的关系了,如图3.2所示。板材外部拉伸区域HH3.5弹型性受形阶段的应力分布图/7卫力屮性层弹塑性变形阶段的特点是:在撤去托辘以后,板材发牛蜩性变形的部分冇残余变形,在弹性区域的板材恢复了原状,在塑性区域发生弹性变形的部分恢复,从而引起了板材的回弹。板材在宽度与厚度值Z比不人J:10的情况卜,称为窄板,在这种情况卜卷板可以认为板材在
10、宽度方向上应力为0;金丿風板材在宽度与厚度值Z比大J-io的悄况卜,称为宽板,在这种讷况卜卷板可以认为板材在宽度方向上应变为0,即卷板过程中在宽度方向板材没仃发生变形泗。木论文分析的板材为宽板(板宽/板厚为1600/30>10)o在下肖力学分析之前做如卜假设:(1)在卷板过程中,板材变形区内的横截面皆为平而:(2)在卷板过程中,板材的厚度保持不变。对丁卷板成形的板材,在内部存在着个只仃曲率变化而无伸长变形和压缩变形的中性层。设变形区内沿中性层弧线的切向和於向以及板宽疋交的这个方向上的应力、W变分别为刃、巧、6和、叭与6,弯曲变形区内中性层的曲率半径为Po,弯曲扇形角为a,上伦在板材上的压
11、力为",两卜-馄Z间的距离为2a,其他符号的恿义见图3.7。在距中性层的距离等于y的某一点上,英切向应变q为:(A3.1)=b(£oizh=lnr1+z2Ipj仕变形枚小的俏况卜认为se=(式3.2)PoILRM人值印心发生在y=±t/2时变形区的内、外表层的质点匕(式3.3)式中,t板材的厚度.在弯曲变形的初始阶段,材料质点发生的是弹性变形,所以沿切向作用在质点-的应力的垠人值°和-也发生在变形区内、外表层的质点上,即%唤=土疋丄(式3.4)式中,-板材内、外表层的半径。随着变形的继续发展,0如的绝对值也不断増加。最人值为等板材的屈服应力时,即tME=
12、g=(式3.5)"max=4"(式3.6)式中W-断面系数。对于矩形断面的板材,断面系数心,故得每段直线段的长度/为:bro(A3.7)(A3.7)J式中b_弯曲板材的长度由上式可见,当板材处F相对弯曲半径很大时,板材两端的直线段均近似筹于F線轴中心距的一半.半板材进入弹数性变形阶段时,在托辘未发生转动Z前,板材在卜辘轴压力的作用卜一,苴須性变形区已逐步由板材的表而往中性层扩展,弯曲段的长度为c,如图36所示。此时弹性变形区与删性变形区沿板材长度方向的边界曲线呈抛物线方程:8cbP(式3.8)/yo=(式39)当Z=/2lbt,X=c,故得直线段的长度为(式3.10)11也
13、3PFh上式对见,在弹塑性弯曲时,板材两端的直线段与非圆弧的长度呈线性关系。板材在卷板过榨中,蜩性变形区与弹性变形区的分布如图3.6所示,沿板材切线方向可分为儿个区域:A表示直线段:B表示非圆弧段:C表示回弹后的形状:D表示回弹前的形状。由上述分析可知,对板材的两端沿切线方向如果没有预成形,必然会出现直线段与非圆段,两段的长度总和约为两根下轮轴中心距的一半,其中直线段占较大的比例。因此,为了减小直线段与非圆段,必须在可能的情况卜尽量选择絞小的卜地轴中心距2a.半达到板材的屈服应力的时候,也就点味着变形区内、外表层的质点进入11闫先进入教性状态。后继的变形使得塑性区域逐渐扩人,弹性变形区的厚度逐
14、渐变薄,也就是说,弹、塑性区的交界随变形的发展在逐浙内移。在弹、型性区交界的地方,作用在材料质点上的切向应力总是°。如果将(式3.7)«|«的t视为变駅,则可由此式中的t来确定弹、型性变形区交界的位耗,由式中对见,弯曲半径P。的值愈小t值也就越小,也就足说弹性区的厚度也越小,弯曲的塑性变形也就越充分。宽板弯曲可以按平面应变问题处理。如图3.7所示,在弯曲变形区截取一单元体并述立径向的力的平衡方程(ar+do”X/'+dil6-arrd8-lac/rsin=0(式3.11)对上式进彳j整理,略公高阶微I.UM-虑到sm(e/2)与8/2是同阶无穷小,得(式3
15、.12)平面应变问题中,7严(刃+")/2,这是一项中间主应力。在中性层的上部,刃是三向应力中代数值最人的一项,是拉应力。根据VONMISES屈服准则苴塑性条件是:(式3.13)式屮2K=1.155ao(式3.14)山上式以及平衡方程(式3.6)得到:a,=2ATln(6r)式屮C-枳分帘数。在变形区的外屋衣冊,r=R,咕0,将这一边界条件用J:上式得:C=l/Ro从而得到屮性层外部区域内的径向应力为:(式3.15)不难看出,为负值,即作川在外部区域材料质点上的应力总是拉应力。山塑性条件,得区域内切向应力为:(式3.16)在屮性层的卜部,可的代数值般小,是床应力。根据VONMISES
16、屈服准则,其塑性条件是:轨一6=-lK(式3.17)用相同的方法,可解得中性层内部区域,作用在质点上的径向应力为:(式3.18)q,=2A"ln山测性条件,得区域内切向应力为:(式3.19)(R、刃=ZKin1r)在板材发生塑性弯曲后,中性层不再经过弯曲截面的形心。设中性层所在的位说为i=p,处,Q,在所仃中性层上的材料质点都取得平衡。所以,山(式3.15)所求得的中性层上部质点的应力。以及由(式3.18)所求得的屮性层内部质点的应力<7,在中性厘r=p'处郴等,即cKinZ=2K1n兰(式220)RP式中尺为变形后的板材外层半径。山Z解得:p=JRR(式3.21)设变形后的板材厚度为t°则R-R+t,即p=“+/)(A3.22)该伉小J>0=R+t/2o所以,发生蜩性弯曲后的板材的中性丿zl发生内移,不再经过弯时截而的形心。卷板成形问题分析卷板成形问题是一个结构非线性的问题,它涉及到了状态非线性、儿何非线性、材料非统性等三种类型的剛,除Jfc之外,影响因素也非常多,比如自1E对卷板曲率的影响,它是一个非稳态的变形过程。对卷板机来说,首先电机带动主减速器,然后主减速器的木级齿轮带动两个卜托牝齿轮«合并作旋转运动,为卷制板材提供扭矩,板材在卷板机的三个工作魏(二个卜地、一个上辐)之间,通过上線的卜压和F辘的旋转运动,使
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026年智能工厂能源方案
- 月子护理师婴儿睡眠管理方法
- 手术室护理患者权利与义务
- 婚姻赔偿协议书模板
- 尾货押运员考试题及答案
- 2026年老年肠道吸收衰退诊疗试题及答案(消化内科版)
- 2026年写字楼节能改造协议
- 2026春季学期国家开放大学专科《中级财务会计(二)》一平台在线形考第三次形考任务试题及答案
- 八年级下学期(辽宁专用)道德与法治期中模拟卷(含答案)
- 通化市护士招聘考试题库及答案
- 济南铁路局安全培训课件
- 2025年北京高考数学试卷(含详解)
- TCANSI1742024造修船企业安全生产标准化基本要求
- 危险化学品经营企业经营许可证申请书
- 校园网络安全知识培训课件
- 2025中国移动湖南移动招聘笔试参考题库附带答案详解(10套)
- 金山捷远IBC吨桶项目环评报告
- 2026届山东省青岛42中重点名校中考语文模拟试题含解析
- 2024年山东文旅集团有限公司总部公开招聘笔试备考试题附答案详解
- 村级事务管理办法
- GB/T 8165-2025不锈钢复合钢板和钢带
评论
0/150
提交评论