

下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、拟制: 日期: 审核: 日期: 核准: 日期: 版次修订日期变更内容变更人A/02011-3-1首次发布刘贻仿分发单位:总经办 管理部 市场部体系办 仓储科 采购科品管部 注塑部 涂装部 资材部 真空镀膜部 组装部 丝印科 五金部 生技部 项目部 模具部 财务部设备部 回收单位:总经办 管理部 市场部体系办 仓储科 采购科品管部 注塑部 涂装部 资材部 真空镀膜部 组装部 丝印科 五金部 生技部 项目部 模具部 财务部设备部 1.目的 本作业指导书明确EDM工作职责,确保EDM的合理性、正确性及可操作性。2.范围 适用于本公司所有模具的EDM加工。3.职责3.1负责完成电火花的所有工作;3.2
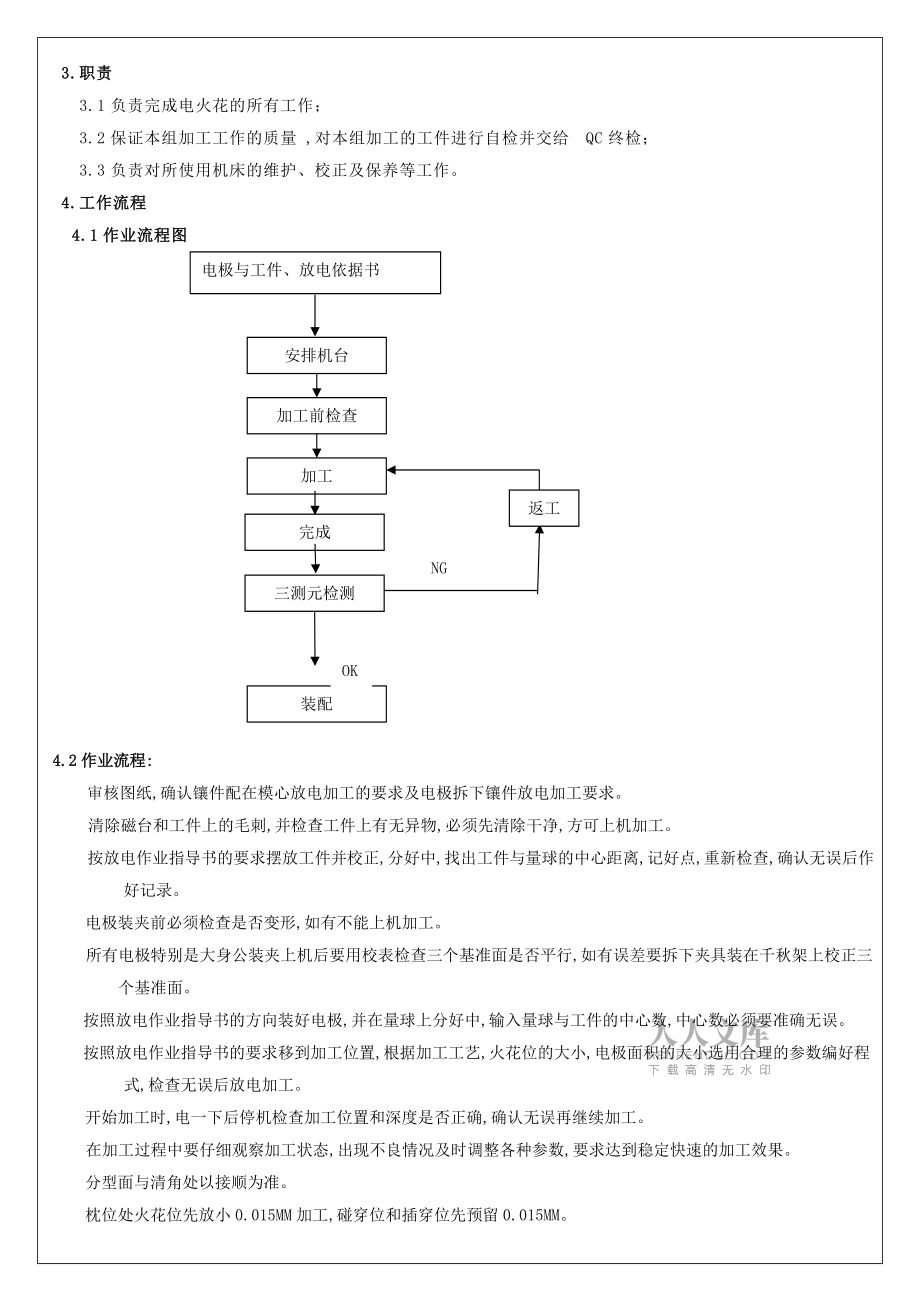
2、保证本组加工工作的质量,对本组加工的工件进行自检并交给QC终检;3.3负责对所使用机床的维护、校正及保养等工作。4.工作流程 4.1作业流程图电极与工件、放电依据书安排机台 加工前检查加工返工 完成 NG三测元检测OK 装配4.2作业流程:审核图纸,确认镶件配在模心放电加工的要求及电极拆下镶件放电加工要求。清除磁台和工件上的毛刺,并检查工件上有无异物,必须先清除干净,方可上机加工。按放电作业指导书的要求摆放工件并校正,分好中,找出工件与量球的中心距离,记好点,重新检查,确认无误后作好记录。电极装夹前必须检查是否变形,如有不能上机加工。所有电极特别是大身公装夹上机后要用校表检查三个基准面是否平行
3、,如有误差要拆下夹具装在千秋架上校正三个基准面。按照放电作业指导书的方向装好电极,并在量球上分好中,输入量球与工件的中心数,中心数必须要准确无误。按照放电作业指导书的要求移到加工位置,根据加工工艺,火花位的大小,电极面积的大小选用合理的参数编好程式,检查无误后放电加工。开始加工时,电一下后停机检查加工位置和深度是否正确,确认无误再继续加工。在加工过程中要仔细观察加工状态,出现不良情况及时调整各种参数,要求达到稳定快速的加工效果。分型面与清角处以接顺为准。枕位处火花位先放小0.015MM加工,碰穿位和插穿位先预留0.015MM。横蚀加工深度必须按火花位大小上抬,并按火花位加横蚀数。放电加工中要留
4、意电极避空够不够,不够须拆下电避空后再放电加工。前后模心装有镶件的放电前必须敲到底。加工完的工件必须和工件图纸一同放在已加工钢料区,并填写好工艺单,放电作业指导书放回文件夹。 4.3铜加工钢料的程式说明 加工大面积(20X20MM以上),针对手机外壳前模要求纹面的加工,用F27025.RBF铜打钢,采用UBCUAC.TEC.粗加工单边火花位为0.25MM,加工到CH27.如采用E402开第一段,速度快但要注意实际加工面积不能太小,否则会烧坏电极。4.3.2 F20010.RBF;F27025,RBF,铜打钢采用UBCUAC.TEC.UFCUAC.TEC,精加工,如面积大于0X40MM可用E32
5、3开第一段,从E22X段开始时间锁定,时间的长短用专家系统产生,注意用E229/E209等9字尾条件损公会大,但工件表面不会有碳斑,如面积小过30X30MM可用E303/E293开第一段一定安全。M22008.RBF;铜打钢,采用UCUAC.TEC,精加工,如想安全采用E273开始加工但速度会慢,采用E282速度会快但损公会大,最好用E293开始加工。加工中等面积(介于5X5MM至上20X20MM之间)用以下下程式。M27020.RBF;铜打钢,采用UCUAC,粗加工,如加工面积小于8X8MM可用E323开始加工以策安全。加工微细面积(总面积小于3X3MM)特点是损公低但速度慢,如用于加工面积
6、较大的工件除了速度慢反而损公会更大,采用以下程式:U22007.RBF:铜打钢,采用UMCUAC,TEC。骨位加工:L22010.RBF:铜打钢,采用ULCUAC.TEC建议火花位尽量做大一点,以避免二次放电引起的过切,如果深度小于10MM,升头速度VPULS改为20左右。4.4石墨加工钢的程式说明:(注:F035P 程式中必须有AUXF/32石墨专用保护指令)加工大面积:15X15MM以上;用以下程式:G29025.RBF:石墨打钢,采用UBGMAC,粗加工,加工总面积大于20X20MM,单边炎花位为0.25MM,加工到CH29,如采用E413开第一段,速度会快但注意是否会过切,采用E403会安全。G22010.RBF石墨打钢,采用UBGMAC.TEC,精加工。加工中等面积(介于5X5MM至10X10MM之间),用以下程式:GM27020.RBF:石墨打钢,采用UGMAC,粗加工;GM22010.RBF:石墨打钢,采用UGMAC.TEC,精加工,如需安全采用E303开第一段但速度会慢。加工微细面积(总面积小于3X3MM),只有采用细石墨时才能使用该程式,特点是损公低但速度慢,如用于加工面积较大的工件除了速度慢损公反而会大,采用如下程式:GU22005.RBF:石墨打钢,采用UMGFAC.TEC。骨位加工:由于加工深度深或筋条太
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 城市林地规划与建设方案
- 红歌快闪活动的评估方案
- 济宁学院《酒店管理概论》2021-2022学年第一学期期末试卷
- 2024年红河货运从业资格证考试题
- 济宁学院《彩画风景》2021-2022学年第一学期期末试卷
- 济南大学《自由搏击》2021-2022学年第一学期期末试卷
- 水路运输安全综合风险防控方案
- 供热管网故障应急处理方案
- 福建省三明市三地三校2023-2024学年高三下学期第一次调研考试(期末)数学试题
- 福建省宁德一中2024年高三第七次月考数学试题
- 四风整改台账清单
- 标准报价单模板(二)
- 【期中】第1-4单元易错题专项攻略-数学四年级上册苏教版(含答案)
- 《mc入门教程》课件
- 物理化学实验B智慧树知到课后章节答案2023年下北京科技大学
- 福建省厦门市第一中学2023-2024学年七年级上学期期中数学试卷
- 医院病房超市经营管理服务方案
- 社会秩序的维护主要靠法律还是靠道德辩论赛
- 中国各区域矢量地图素材(详细到省市、能编辑)
- 苏教版四年级下册数学《解决问题的策略-画示意图》课件(区级公开课)
- 《新员工培训课件:企业文化及价值观》
评论
0/150
提交评论