


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、 中国最庞大的下载资料库 (整理. 版权归原作者所有) 如果您不是在 网站下载此资料的, 不要随意相信. 请访问3722, 加入必要时可将此文件解密成可编辑的DOC或PPT格式大昶電腦配件(蘇州)有限公司 文件編號 TS -QW-18 版 本 A 類 別涂裝成品檢驗規范 制定日期2001年 8 月 24 日 規 范 頁 次 PAGE 2 OF 5 1.目的: 為求噴漆成品之檢查標准項目統一確保檢驗品質而訂定之. 2.範圍: 涂裝試樣及正式量產階段加工生產料件皆納入. 3.判定依據:項 目規 格 內 容區 分埋 釘不可漏裝多裝裝反下陷或包膠主 要料 頭是否修平或修損(不可高于底部)次 要變 形為
2、總長之3/1000,注意組合是否良好如客戶有特殊規定則依其規定主 要縮 水正常光線下不能明顯看出如客戶有特殊規定則依其規定主 要毛 邊0.2mm以下如客戶有特殊規定則依其規定次 要油漬臟污噴漆面及綱部閽部沾腳墊處不可殘留油漬或臟污次 要起 瘡雜 質若不噴漆者以噴漆標准判定(如與客戶要求有異則依客戶標准定判)次 要組 裝依據樣品比對零件數不可短少且須正常動作不干涉主 要包 裝核對數料號是否相符注意搬運上否會碰傷主 要碰擦傷明顯傷及外觀達報廢程度為主要缺點輕微程度可處理為次要缺點主 要主要缺料斷裂核對樣品BOSS卡鉤靠破也公母模是否一致主 要光色澤依色差/光澤度管制表及相關規范管制(除客戶有特殊定
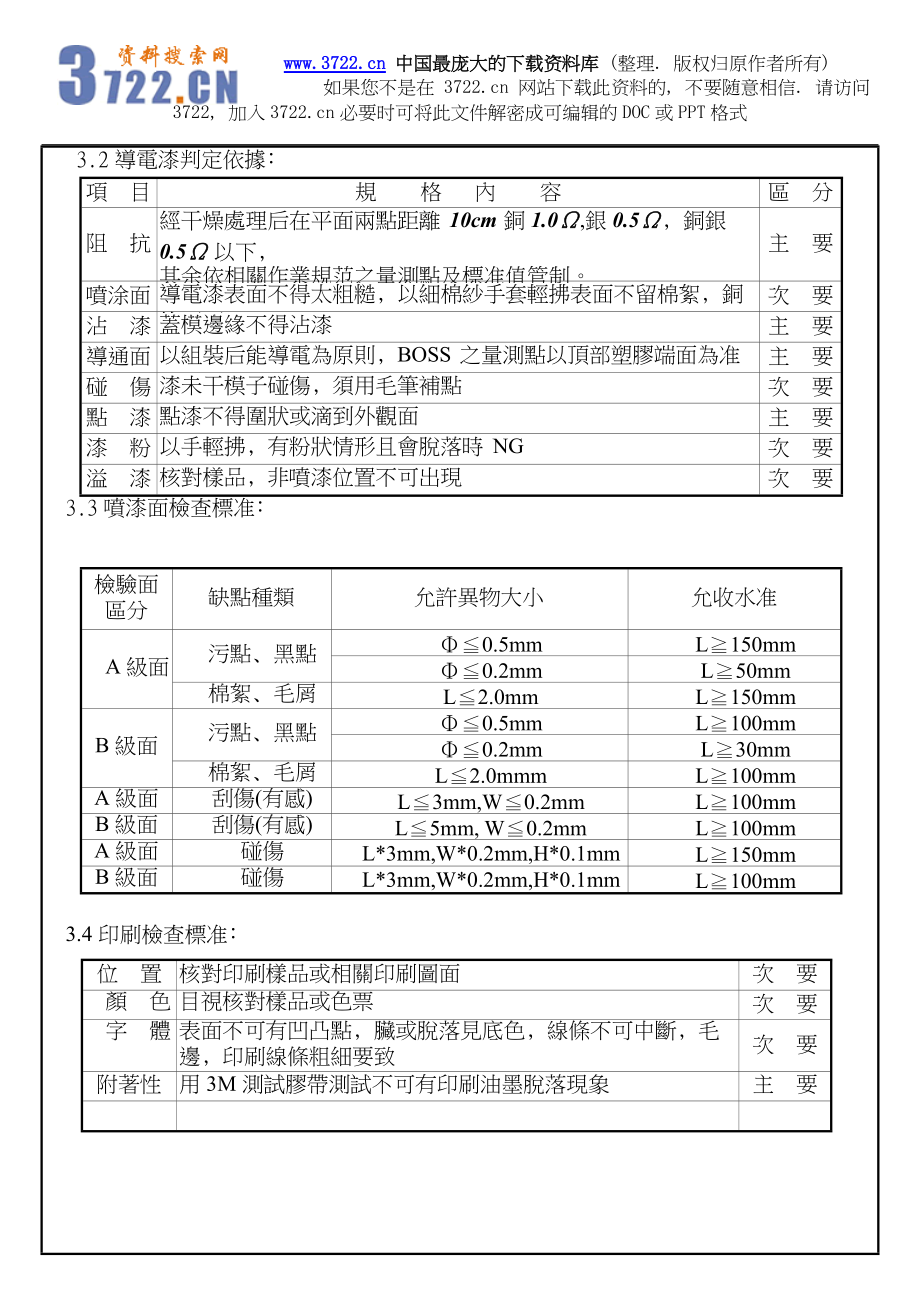
3、義外)主 要沾 漆非噴漆面及噴漆面皆不可出現主 要溢 漆核對樣品非噴漆面不可出現次 要模 亮痕噴漆及原材素面目視不可明顯次 要脫 漆依相關規范執行檢測主 要流 漆噴漆面正常目視檢測不可明顯次 要 大昶電腦配件(蘇州)有限公司 文件編號 TS -QW-18 版 本 A 類 別涂裝成品檢驗規范 制定日期 2001年 8 月 24 日 規 范 頁 次 PAGE 3 OF 5項 目規 格 內 容區 分阻 抗經干燥處理后在平面兩點距離10cm銅1.0,銀0.5銅銀0.5以下其余依相關作業規范之量測點及標准值管制。其作主 要噴涂面導電漆表面不得太粗糙以細棉紗手套輕拂表面不留棉絮銅綠不可次 要沾 漆蓋模邊緣
4、不得沾漆主 要導通面以組裝后能導電為原則BOSS之量測點以頂部塑膠端面為准主 要碰 傷漆未干模子碰傷須用毛筆補點次 要點 漆點漆不得圍狀或滴到外觀面主 要漆 粉以手輕拂有粉狀情形且會脫落時NG次 要溢 漆核對樣品非噴漆位置不可出現次 要 3.2導電漆判定依據3.3噴漆面檢查標准檢驗面區分缺點種類允許異物大小允收水准A級面污點黑點0.5mmL150mm0.2mmL50mm棉絮毛屑L2.0mmL150mmB級面污點黑點0.5mmL100mm0.2mmL30mm棉絮毛屑L2.0mmmL100mmA級面刮傷(有感)L3mm,W0.2mmL100mmB級面刮傷(有感)L5mm, W0.2mmL100mm
5、A級面碰傷L*3mm,W*0.2mm,H*0.1mmL150mmB級面碰傷L*3mm,W*0.2mm,H*0.1mmL100mm3.4印刷檢查標准位 置核對印刷樣品或相關印刷圖面次 要顏 色目視核對樣品或色票次 要字 體表面不可有凹凸點臟或脫落見底色線條不可中斷毛邊印刷線條粗細要致次 要附著性用3M測試膠帶測試不可有印刷油墨脫落現象主 要大昶電腦配件(蘇州)有限公司 文件編號 TS -QW-18 版 本 A 類 別涂裝成品檢驗規范 制定日期 2001年 8 月 24 日 規 范 頁 次 PAGE 4 OF 5 3.5腳墊沾著檢查標准位 置核對樣品或加工規范主 要外 觀不可溢膠目視無歪斜浮貼主
6、要牢 固用手輕撥不可出現松動晃動現象主 要 3.6銅釘檢查標准位 置須至定位與銅柱面平或0.2mm不可浮出或傾斜主 要數 目不可短少不足用檢測機或遮蔽板檢查不可漏裝主 要裝 反不可裝反螺紋須在上主 要包 膠銅釘裝入不可有包膠BOSS裂主 要扭 力須測試是否于規格內(非廠內制程不予檢測除客戶有特別規定)主 要 3.7刮白檢查標准位 置外漏面不可出現主 要刀 傷不可刮傷外觀面及刮傷導電漆毛邊不得往上突高或波浪狀毛屑不可殘留主 要 3.8烙銨鍵檢查標准位 置核對樣品或加工規范用厚薄規檢測其錯位高低段差現象主 要耐 力輕觸放銨鍵時須有彈性不可脫落落或卡鍵烙鐵操作時不可傷及外觀及BOSS主 要 3.9銘
7、板貼付檢查標准位 置核對樣品及加工規范主 要貼 付不可浮貼貼反主 要溢 膠須貼膠者膠不可外溢主 要 3.10螺絲鎖付檢查標准規 格核對樣品及規范不可用錯主 要鎖 付用螺絲起子轉動螺絲不可晃動主 要外 觀數量核對樣品或規范目視螺絲不可斜鎖浮鎖主 要大昶電腦配件(蘇州)有限公司 文件編號 TS -QW-18 版 本 A 類 別涂裝成品檢驗規范 制定日期2001年 8 月 24 日 規 范 頁 次 PAGE 5 OF 5 3.11實體組裝接 合 處前后蓋上下蓋接合處有外觀面須噴漆不可露底層主 要組 裝 后不得有松動現象或無法組裝情形主 要組 裝 后不能變形或卡鉤斷裂現象腳座不可突出過高造成組裝不良主 要導 電 面須留有總高度1/3為導電面不可噴到漆主 要 3.12包裝檢查標准制 品
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025-2030男式化妆品行业市场深度调研及趋势前景与投融资研究报告
- 2025-2030电气控制屏市场发展现状调查及供需格局分析预测报告
- 2025-2030甲状腺粉行业营销趋势及投资价值评估研究报告
- 2025-2030生物水泥行业市场发展分析及发展趋势与投资研究报告
- 2025-2030甘蔗种植行业市场深度调研及趋势前景与投融资研究报告
- 2025-2030玻璃酒瓶行业市场现状供需分析及重点企业投资评估规划分析研究报告
- 2025-2030狗舍行业市场现状供需分析及重点企业投资评估规划分析研究报告
- 2025-2030特氟龙膨胀密封胶行业市场现状供需分析及重点企业投资评估规划分析研究报告
- 2025-2030火锅行业市场深度调研及发展趋势与投资战略研究报告
- 2025-2030混纺服装面料行业市场发展分析及发展趋势与管理策略研究报告
- 慢性心功能不全的护理查房
- 急迫性尿失禁
- 毛中特第一章毛泽东思想及其历史地位课件
- 浙江大学《普通化学》(第6版)笔记和课后习题(含考研真题)详解
- 国际贸易理论与实务(天津财经大学)知到章节答案智慧树2023年
- 《保险转介绍新解》
- 2023年衢州职业技术学院单招笔试职业技能考试题库及答案解析
- 敦煌的艺术智慧树知到答案章节测试2023年
- 浅谈心理学在促进社会工作服务质量中的作用
- 产品质量事故罚款单
- “越……越……”“越来越……”课件
评论
0/150
提交评论