



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、本体课第二本体设备系课长工长组长担当点焊机 电极更换·研磨周期的计算要领 【目的】 制定点焊机电极的交换·研磨周期的计算要领,以防止焊接不良的发生。【设定更换·研磨周期】 以XX汽车资料作为计算依据,条件最恶劣的软钢和防锈的 部位的电极寿命1000点,大致定为更换·研磨周期。(电极X电极)【不同焊接机器的电极更换研磨周期】 机器人 ····1000点自働机 ····1000点可移动式 ····700点 * 1 表1 *1 由于可移动式焊
2、枪经常有在同一条件下对厚度不均的钣件组合进行打点的情况,考虑到有某些钣件组合不能在最佳焊接条件下打点,因此电极更换研磨周期缩短。 表1 所表示的是在设备规划时选定设备规格的基准,是为探索试作·号试最初的焊接机器的合适条件而大体推断出的。 【设定的根据】 XX汽车设备设计要领·焊接条件 (选自电极管理周期的设定方法)电极管理周期的设定方法电极的更换以及研磨周期,根据下表并按生产管理上易于划分的小段落进行时间设定。但部的管理周期按下表的1/2设定电极寿命被焊接钢板双面点焊单边多点点焊电极型号只软钢20000点10000点10000点5000点电极×电极电极×
3、平电极只防锈5000点2000点2000点1000点电极×电极电极×平电极软钢及防锈2000点1000点500点250点电极×电极电极×平电极条 件1. 电极开始使用时前端直径6.0±0.22. 平电极开始使用时完全平整3. 电极的冷却水量,2升/分以上【电极更换方法】【有人工程】电极更换指示装置,焊接定时器的STEP完成,或在治具内置的计数器等的电极更换警报响后,迅速更换电极。电极更换警报,在电极更换前不重新设置。【无人工程】 未设定自动研磨装置的工程,在不超过设定点数范围且时机便宜的时间点(H/T等)进行电极更换另外,使用管理板等明确电极更
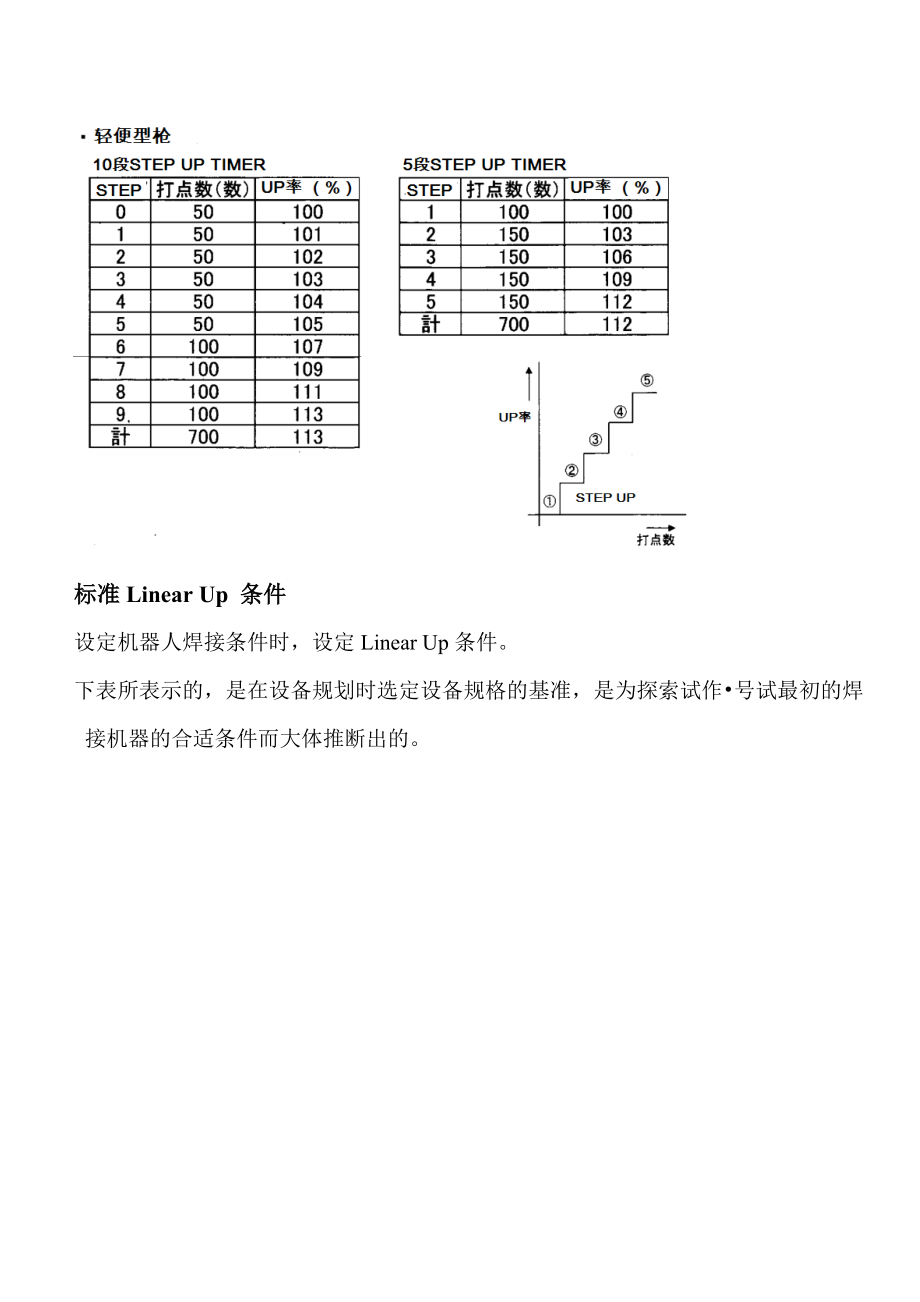
4、换周期。【电极研磨方法】 有自动研磨装置的工程,在焊接定时器STEPUP完成,或根据控制装置的内置计数器等启动自动研磨装置。* 有自动研磨装置的工程的注意事项每个班次至少检查一次自动研磨装置是否正常动作,和电极前端直径。自动研磨装置没有在运作时,对象焊接机(机器人)是否确实停止运转。自动研磨装置休止时,要先确认根据焊接定时器STEPUP完成,或控制器内置计数器等控制的对象焊接机(机器人)是否确实停止运转。* 自动研磨装置设置工程的异常处置。 发现自动研磨装置异常时(切割状态恶化等),根据异常处置规则行动。【标准STEP UP条件】设定焊接机的焊接条件时,结合焊接定时器的种类进行step up条件设定。* 可以设定linear up 条件的焊接定时器,使用linear up .下表所表示的,是在设备规划时选定设备规格的基准,是为探索试作·号试最初的焊接机器的合适条件而大体推断出的。自动机械标准Linear Up 条件设定机器人焊接条
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 厨师服务合同模板大全
- 2023-2024学年浙江摄影版(三起)(2020)小学信息技术五年级下册变量计数(教学设计)
- 1 自主选择课余生活 教学设计-2024-2025学年道德与法治五年级上册统编版
- 3人体与运动C 教学设计-八年级体育与健康
- 四年级第一学期语文教学计划
- 3公民意味着什么( 教学设计 )2023-2024学年统编版道德与法治六年级上册
- 7 生命最宝贵 第一课时 教学设计-2023-2024学年道德与法治三年级上册统编版
- 2023-2024学年粤教版(2019)高中信息技术必修一《数据与计算》第三章第一节《 体验计算机解决问题的过程》教学设计
- 19《海滨小城》(教学设计)2024-2025学年部编版语文三年级上册
- 小区临时停车合同范本
- 专题06 现代文阅读(原卷版)2015-2024单招考试语文(四川真题)
- 校园超市招商政策
- 《数据采集技术》课件-网络爬虫
- 网络地址转换NAT
- 【MOOC】营养学-武汉大学 中国大学慕课MOOC答案
- 工资薪金管理制度模版(3篇)
- 高等数学(二)(山东联盟)知到智慧树章节测试课后答案2024年秋青岛科技大学
- 《高级算法设计》课件 第2章 高级图算法
- 小儿泌尿系统感染的护理
- DB14∕T 92-2010 M5、M15车用甲醇汽油
- 疼痛的护理讲课课件
评论
0/150
提交评论