



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
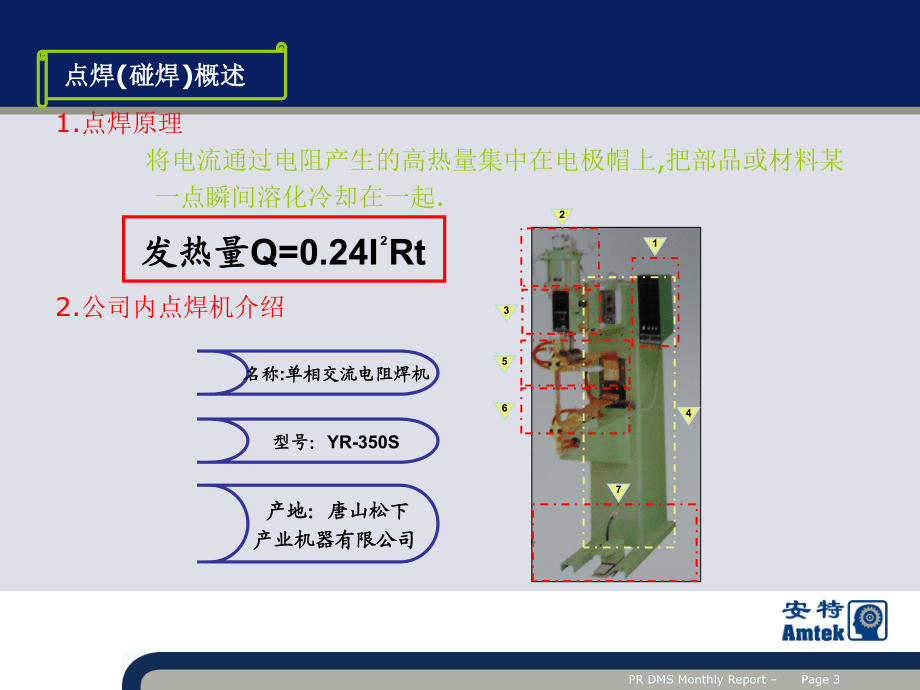
1、PR DMS Monthly Report Page 1点焊基础知识点焊基础知识适用适用:公司内部公司内部PR DMS Monthly Report Page 2焊接概述焊接概述1.焊接定义(狭义) 通过各种方法将几个部件或材料某一部位溶化组合在一起的过程叫作焊接.2.焊接种类(不全面) 焊焊 接接电阻焊接电阻焊接电弧焊焊接电弧焊焊接点焊点焊(碰焊碰焊)缝焊缝焊闪光对焊闪光对焊对焊对焊其它焊接其它焊接摩擦焊接摩擦焊接电子射线束焊接电子射线束焊接激光焊接激光焊接高波高波(电阻电阻.诱导诱导)焊接焊接PR DMS Monthly Report Page 3点焊点焊(碰焊碰焊)概述概述1.点焊原理
2、将电流通过电阻产生的高热量集中在电极帽上,把部品或材料某 一点瞬间溶化冷却在一起. 2.公司内点焊机介绍 名称名称:单相交流电阻焊机单相交流电阻焊机 型号:型号:YR-350S 产地:唐山松下产地:唐山松下 产业机器有限公司产业机器有限公司2135746发热量发热量Q=0.24I Rt2PR DMS Monthly Report Page 4点焊点焊(碰焊碰焊)概述概述3.各部位名称及功能 1微电脑控制器微电脑控制器功能:核心部位;功能:核心部位; 各种参数的选择及设定各种参数的选择及设定 外置各种开关按钮外置各种开关按钮2(2) 汽缸汽缸功能:产生上电极升降的动力功能:产生上电极升降的动力.
3、21(1) 气压表气压表功能:调节汽缸内空气压缩的功能:调节汽缸内空气压缩的 力度,配合汽缸使用力度,配合汽缸使用.PR DMS Monthly Report Page 5点焊点焊(碰焊碰焊)概述概述3.各部位名称及功能 3焊机信息焊机信息功能:描述本机的基本参数功能:描述本机的基本参数 (如型号(如型号.电流电流.电压电压.功率功率.产产 地等地等)4机身机身功能:将各种输入转换为输出功能:将各种输入转换为输出. 内置各种线路内置各种线路PR DMS Monthly Report Page 6点焊点焊(碰焊碰焊)概述概述3.各部位名称及功能 54321(1)上给电导体上给电导体功能:导电作用
4、功能:导电作用功能:用于固定电极握杆功能:用于固定电极握杆(3)上电极握杆上电极握杆功能:配合下电极帽夹持部品,功能:配合下电极帽夹持部品, 按电极加工形状溶接部品按电极加工形状溶接部品 根据部品不同更换根据部品不同更换(4)上电极帽上电极帽功能:用于固定上电极帽功能:用于固定上电极帽 根据部品不同更换根据部品不同更换(2)上电极臂上电极臂焊机上面的皮制管均为冷却水管焊机上面的皮制管均为冷却水管 功能:用于冷却电脑极部位功能:用于冷却电脑极部位(5)冷却水管冷却水管5PR DMS Monthly Report Page 7点焊点焊(碰焊碰焊)概述概述3.各部位名称及功能 63421(1)下给电
5、导体下给电导体功能:导电作用功能:导电作用(4)下电极帽下电极帽功能:用于固定下电极帽;功能:用于固定下电极帽; 根据部品不同更换根据部品不同更换(3)上电极握杆上电极握杆功能:配合下电极帽夹持部品,功能:配合下电极帽夹持部品, 按电极加工形状溶接部品按电极加工形状溶接部品 根据部品不同更换根据部品不同更换(5)感应器感应器功能:感应焊机输出的实际电流值功能:感应焊机输出的实际电流值功能:用于固定电极握杆功能:用于固定电极握杆5(2)下电极臂下电极臂PR DMS Monthly Report Page 8点焊点焊(碰焊碰焊)概述概述3.各部位名称及功能脚踏开关脚踏开关功能:控制点焊是否进行,向
6、功能:控制点焊是否进行,向 下下“打点打点”7注意:以上部件是焊机本身自带,注意:以上部件是焊机本身自带,点焊作业时须保证处于正常状态。点焊作业时须保证处于正常状态。PR DMS Monthly Report Page 9点焊点焊(碰焊碰焊)概述概述4.辅助器材(以下部件根据部品不同须更换) 电极帽 连接管 电极握杆 根据部品焊点要求选择合适根据部品焊点要求选择合适的电极帽的电极帽;材质:材质:鉻鋯铜鉻鋯铜用于连接电极帽与电极臂,根据部品用于连接电极帽与电极臂,根据部品形状选择合适的连接管;形状选择合适的连接管;材质:材质:鉻鋯铜鉻鋯铜根据部品形状选择合适的根据部品形状选择合适的连接管;材质:
7、连接管;材质:鉻鋯铜鉻鋯铜PR DMS Monthly Report Page 10点焊点焊(碰焊碰焊)概述概述4.辅助器材(以下部件根据部品不同须更换) 绝缘胶布 P150砂纸 锉刀 治具 贴于电极部位贴于电极部位;防止分流产生防止分流产生根据部品形状制作合适的根据部品形状制作合适的治具;所以治具材质为:治具;所以治具材质为:电木电木;以防分流以防分流配合锉刀修正电配合锉刀修正电极帽极帽配合砂纸修正电配合砂纸修正电极帽极帽PR DMS Monthly Report Page 11点焊机调试点焊机调试q检查机台周边及打开机器本身是否处于正常工作状态(参考25页内容);q根据客户对焊点要求及部品
8、形状更换合适的电极和治具;q调节气压;冷却水阀及电极行程;如下图气压表气压表冷确水阀冷确水阀电极行程电极行程距离距离PR DMS Monthly Report Page 12点焊机调试点焊机调试4.点焊参数设定(主要参数)l1 l2Tsd TsTu Tw1 Tc Tw2 Td TH ToSEQUENCE TS:初期加压时间初期加压时间 Tw1:通电时间:通电时间1 l1:电流:电流1 Tc:冷确时间:冷确时间 Tw2:通电时间:通电时间2 l2:电流:电流2 Th:保持时间:保持时间注意:这些参数直接注意:这些参数直接影响焊点形状及焊接影响焊点形状及焊接质量质量参数设定参数设定状态显示状态显示
9、数值调整数值调整通电选择通电选择开关开关一次通电一次通电:溶掉镀锌层漏出铁溶掉镀锌层漏出铁的表面的表面;二次通电二次通电:铁与铁表面之间通铁与铁表面之间通电生成焊点电生成焊点PR DMS Monthly Report Page 13点焊机调试点焊机调试5.试片确认6.部品确认7.最终判定破坏确认破坏确认OKNG第一步第一步OKNG第一步第一步生产作业生产作业PR DMS Monthly Report Page 14品质判定品质判定1.焊点判断参考溶核直径溶核直径焊点大小焊点大小重点重点:1.当焊点扭开后当焊点扭开后,焊点焊点表面成凹凸不平的现象为表面成凹凸不平的现象为OK!扭扭开开后后形形状状
10、PR DMS Monthly Report Page 15品质判定品质判定1.焊点判断参考溶核直径溶核直径焊点大小焊点大小重点重点:1.当焊点拉开后当焊点拉开后,焊点焊点表面成纽扣现象为表面成纽扣现象为OK!拉拉开开后后形形状状PR DMS Monthly Report Page 16品质判定品质判定1.焊点判断参考重点重点:1.虚焊后焊点拉开或虚焊后焊点拉开或扭开后溶核直径较小,表面扭开后溶核直径较小,表面光滑,力度达不到要求光滑,力度达不到要求虚虚焊焊后后形形状状PR DMS Monthly Report Page 17品质判定品质判定2.点焊不良种类及原因及预防措施(1).溶化未到位(虚
11、焊)检查方法:目视,拉力试验原因:原因:1.电流过小电流过小 2.二次电流未通电二次电流未通电 3.部品表面有异物部品表面有异物 4.电极与产品未充分接处电极与产品未充分接处对策:对策:1.将电流调试至合适值将电流调试至合适值 2.确保二次电流通电确保二次电流通电 3.去除部品表面异物去除部品表面异物 4.调试电极与部品充分接调试电极与部品充分接 处处PR DMS Monthly Report Page 18品质判定品质判定2.点焊不良种类及原因及预防措施(2).焊点过深检查方法:拉力试验原因:原因:1.电流过大电流过大 2.通电时间过长通电时间过长 3.压力过大压力过大 4.电极帽过尖电极帽
12、过尖对策:对策:1.将电流调试至合适值将电流调试至合适值 2.通电时间调试为最佳值通电时间调试为最佳值 3.调整合适的压力值调整合适的压力值 4.根据客户客点要求根据客户客点要求,选择选择 及研磨相应的电极形状及研磨相应的电极形状PR DMS Monthly Report Page 19品质判定品质判定2.点焊不良种类及原因及预防措施(3).溶核直径过小(未达到规格值)检查方法:目视,卡尺测量原因:原因:1.电流过小电流过小 2.电极接触径较小电极接触径较小 对策:对策:1.将电流调试至合适值将电流调试至合适值 2.根据客户客点要求根据客户客点要求,选择及研选择及研 磨相应的电极形状磨相应的电
13、极形状 PR DMS Monthly Report Page 20品质判定品质判定2.点焊不良种类及原因及预防措施(4).分流痕迹 现象 结果 现象 结果检查方法:目视原因:原因:1.部品另一点接处电极部品另一点接处电极 2.电极上未贴绝缘胶布电极上未贴绝缘胶布 3.治具易导电治具易导电对策对策:1.按照部品形状选择相应的电极按照部品形状选择相应的电极 2.上下电极贴绝缘胶布上下电极贴绝缘胶布 3.治具采用不导电材质治具采用不导电材质12PR DMS Monthly Report Page 21品质判定品质判定2.点焊不良种类及原因及预防措施(5).焊点不圆 检查方法:目视原原因因不垂直不垂直
14、未对准未对准未平整未平整对对策策对齐对齐;对准对准平整平整PR DMS Monthly Report Page 22品质判定品质判定2.点焊不良种类及原因及预防措施(6).产生火花(形成焊渣) 现象 结果检查方法:目视原因:原因:1.电极长时间未研磨电极长时间未研磨 2.电流过大电流过大 3.通电时间长通电时间长 4.压力弱压力弱,未充分接触未充分接触对策对策:1.参照作业标准修正电极参照作业标准修正电极 2.调整合适的电流调整合适的电流 3.时间的合理性时间的合理性 4.压力合适压力合适焊渣焊渣产生产生PR DMS Monthly Report Page 23品质判定品质判定2.点焊不良种类
15、及原因及预防措施(7).部品轻微变形 现象 结果检查方法:平面规原因:原因:1.部品在电极上同下按时用力部品在电极上同下按时用力 过大过大 2.没有专用治具没有专用治具 3.点焊顺序及方法有误点焊顺序及方法有误 对策对策:1.力度合适力度合适 2.制作专用治具制作专用治具 3.参考标准书作业参考标准书作业PR DMS Monthly Report Page 24品质判定品质判定3.生产过程控制(1).每80个打点用锉刀及砂纸修正上下电极;(2).每80个打点用同规格试片确认溶接效果;(3).破坏性实验 SECC材质:T=1.0mm 1800点破坏确认1次; T=1.0mm 3000点破坏确认1
16、次; T 1.0mm 5000点破坏确认1次;批量生产数量不足打点数时,首件和末件须做破坏确认,具体见作业标准书锉刀锉刀锉刀锉刀砂纸砂纸PR DMS Monthly Report Page 25生产点检生产点检4.生产前检查项目 (1).电源回路 a.电原回路良好,别的机器打开时点焊机的电流电压是否正常? b.各电源开关是否正常; (2).压缩空气回路 a.压力表能进行调整; b.用脚踏开关确认电极(上)是否正常运转; c.压缩无漏气(管道无老化) (3).冷确水回路 a.冷却水使用冷却塔水或自来水; b.打开冷却水阀门确认循环水管等,能看到水流; c.冷却水不漏(配管无老化等); d.电极冷
17、却管管长如规定; (4).电流控制装置 a.不带此装置的机械不可使用(严守此规定)PR DMS Monthly Report Page 26生产点检生产点检 b.开.关电源无异常; c.电流输入输出无异常; d.所有参数与作业条件表相对应,操作说明无异常; (5).电极臂(上.下) a.表面研磨良好; b.与电极握杆的嵌合孔处没有生锈,脏物; c.电极臂固定用螺栓,没有松动; (6).电极握杆(上.下) a.表面研磨良好没有打痕,伤痕; b.与电极连接的嵌合处没有生锈,脏物; c.电极握杆固定用螺栓,没有松动; (7).整理整顿 a.机械设备上禁止放置任何物品; b.加工前与加工后的摆放清楚并标识; c.所有焊机辅助器材须明确
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 牛顿第二定律+高一上学期物理粤教版(2019)必修第一册
- 公司行政管理知识
- 外卖运营培训课件
- 2025商务英语合同翻译指南
- 辽宁省抚顺市八年级地理上册 第二章 中国的自然环境教学实录 (新版)新人教版
- Unit 1 Welcome to my new home!Lesson 5 - Lesson 6(教学设计)-四年级英语下学期同步备课系列(人教精通版)
- 2025年深圳个人租房合同模板下载
- 国庆旅游景点介绍
- 2025综合办公楼附属配套工程施工合同
- 医院防控疫情常态化
- 装配式建筑深化设计-1.2.3 装配式建筑深化设计拆分原47课件讲解
- 电力工程施工组织措施方案
- T∕HGJ 12404-2021 仪表维修车间设计标准
- 【MOOC】园林植物应用设计-北京林业大学 中国大学慕课MOOC答案
- 继续教育《生态文明建设的理论与实践》考试试题及答案
- 组织部2024年双拥工作计划
- 2023年新疆兵团事业单位开展招聘考试真题
- 防溺水应急救援培训
- 教育资源共享平台
- 2024年新人教版四年级数学下册《第6单元第2课时 小数加减法》教学课件
- 地铁消防设施检测技术规程 -DB13-T 5317-2020 河北
评论
0/150
提交评论