



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
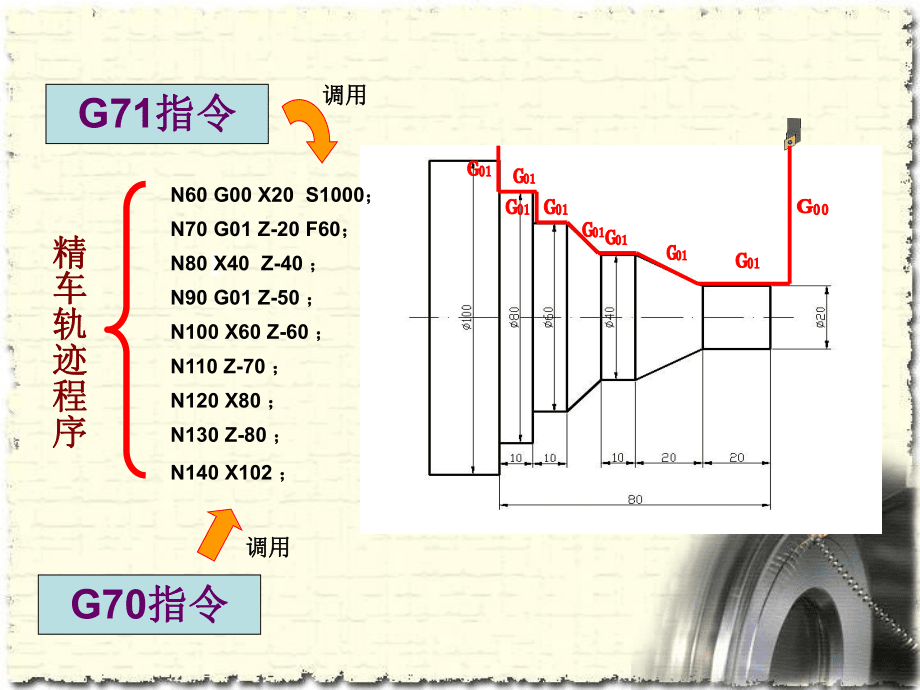
1、G71与与G70指令编程指令编程ABCDABCD问问: 加工圆柱面时使用G90指令的格式是什么? 答答:问问: 格 式问:问:G90 中 X_ Z_坐标可以用A、B、C、D中哪个点坐标表示?答答:C 点点用来加工什么样零件表面? 问问: 执 行 G90 X_ Z_ R_ F_;G90 X_ Z_ R_ F_;的格式中R如何取值? 答答:圆锥面圆锥面答答:B点X值减去C点X值除以2 ABCD或或编写该零件图加工程序编写该零件图加工程序:精车轨迹程序精车轨迹程序G71指令指令G70指令指令N60 G00 X20 S1000; N70 G01 Z-20 F60;N80 X40 Z-40 ;N90 G
2、01 Z-50 ;N100 X60 Z-60 ;N110 Z-70 ;N120 X80 ;N130 Z-80 ;N140 X102 ; 调用调用调用调用如如: U1.5 R0.5 ; (d=1.5 e=0.5)精车轨迹程序精车轨迹程序N60 G00 X20 S1000; N70 G01 Z-20 F60;N80 X40 Z-40 ;N90 G01 Z-50 ;N100 X60 Z-60 ;N110 Z-70 ;N120 X80 ;N130 Z-80 ;N140 X102 ; O4003;N10 T0101;N20 G98 G00 X150 Z100 S500 M03;N30 G00 X102
3、Z2 ;N40 G71 U1.5 RO.5; N50 G71 P Q U W F 80 ; 601400.50.1沿轴线方向尺寸单调增或单调减的零件沿轴线方向尺寸单调增或单调减的零件: 沿轴线方向尺寸非单调增或减的零件沿轴线方向尺寸非单调增或减的零件: 精车轨迹程序精车轨迹程序N120 G28 U0 W0; N130 M30; O4001;N10 T0101;N20 G98 G00 X150. Z100. S500 M03;N30 G00 X52 Z2 ;N40 G71 U R ; N60 G00 X20 S1000 ;N70 G01 Z-20 F60 ;N80 G01 X40 Z-40 ;N90 G01 Z-60 ;N100 X52 ;1.50.5N50 G71 P 60 Q 100 U 0.5 W 0.1 F80 ; N110 G70 P60 Q100 ; 编制如图零件的粗、精加工程序;毛坯为编制如图零件的粗、精加工程序;毛坯为45;切削深度为;切削深度为1.5mm(半径量半径量),退刀量为,退刀量为0.5mm,X 方向精加工余量为方向精加工余量为0.5mm,Z方向精加工余量为方向精加工余量为0.1 m
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 深入理解备考要素福建事业单位考试试题及答案
- 2025年国际金融理财师考试心态调整试题及答案
- 2024年掌握项目执行与控制试题及答案
- 项目沟通渠道的试题及答案
- 2024年微生物学原理及应用试题及答案
- 招聘辅导员考试中的学科知识与实践结合探讨试题及答案
- 常用花材运用技巧的试题及答案
- 临床微生物检验的流程与注意事项试题及答案
- 探讨微生物检验实践中的挑战与试题及答案
- 客运站环境保护考核试卷
- 《小型水电站无人值守技术规范》
- 2025山西焦煤集团公司招聘高频重点提升(共500题)附带答案详解
- 宠物买卖合同模板2025年
- 2025年铸造工艺师职业技能鉴定模拟试题库
- 西南交通大学《数据库原理与应用》2022-2023学年第一学期期末试卷
- 农产品供应链数字化行业可行性分析报告
- 北师大版七年级下册数学期中试题带答案
- 【MOOC】构造地质学-中国地质大学(武汉) 中国大学慕课MOOC答案
- 甲状腺结节射频消融治疗
- 天车技能培训
- 会计岗位招聘笔试题及解答(某大型国企)2025年
评论
0/150
提交评论