



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
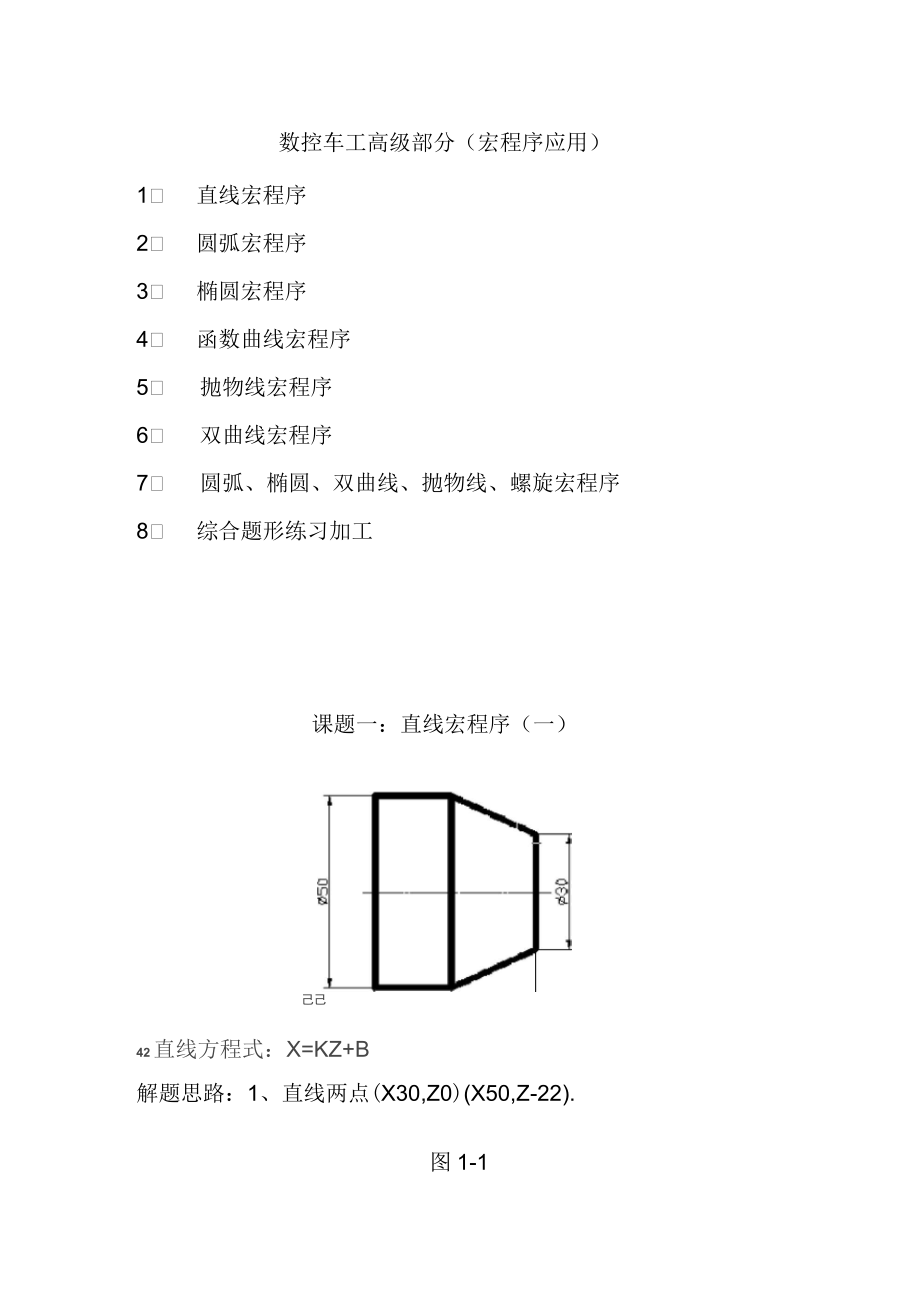
1、数控车工高级部分(宏程序应用)1、 直线宏程序2、 圆弧宏程序3、 椭圆宏程序4、 函数曲线宏程序5、 抛物线宏程序6、 双曲线宏程序7、 圆弧、椭圆、双曲线、抛物线、螺旋宏程序8、 综合题形练习加工课题一:直线宏程序(一)己己42直线方程式:X=KZ+B解题思路:1、直线两点(X30,Z0)(X50,Z-22).2 、根据线形方程式得:30=K*0+B50=K*(-22)+B得:B=30K=-0.90903 、方程式为:X=-0.9090Z+304 、长度宏变量范围:Z0Z-225 、设自变量#1=0#2=-226 、应用条件语言N1IFGOTO2N2GOTO1精加工程序内容:O0001;M
2、03S1000;T0101;G00X55Z2;# 1=0;# 2=-22;N1IF#1LE#2GOTO2;#3= -0.9090*#1+30G01X#3Z#1F0.1#1=#1-0.05GOTO1;N2G00X100Z100;M30;粗加工程序内容:O0001;M03S650;T0101;G00X55Z2;# 1=0;# 2=-22;N1IF#2GE#1GOTO2#3=-0.9090*#2+30;G01X#3+1F0.25;G01Z#2+0.5F0.1;G00U1W0.5;Z2;#2=#2+2;GOTO1;N2 G00 X100 Z100;M30;课题一:直线宏程序(二)图1-2直线方程式:X
3、=KZ+B30 ,解题思路:1、直线两点(X50,Z-20)(XZ-42).2、根据线形方程式得:50=K*-20+B30=K*(-42)+B得:B=68.18K=0.9090、方程式为:X=0.9090Z+68.18M03 S650;4 、长度宏变量范围:Z-20Z-425 、设自变量#1=-20#2=-426 、应用条件语言N1IFGOTO2N2GOTO1精加工程序内容:O0001;M03S1000;T0101;G00X55Z-20;#1=-20;#2=-42;N1IF#1LE#2GOTO2;#3=0.9090*#1+68.18;G01X#3Z#1F0.1#1=#1-0.05GOTO1;N
4、2G00X100Z100;M30;粗加工程序内容O0001;T0101;G00X55Z-20;# 1=-20;# 2=-42;N1IF#1LE#2GOTO2# 3=0.9090*#1+68.18;G01X#3+1Z#1-0.5F0.25;G01Z#2G00U1W0.5;Z#1-0.5;#1=#1-2;GOTO1;N2G00X100Z100;M30;课题一:直线宏程序(三)直线方程式:解题思路:-40).2X=KZ+B1、直线两点(X44,Z0)(X30、根据线形方程式得:44=K*0+B30=K*(-40)+B得:B=44K=0.353456、方程式为:X=0.35Z+44、长度宏变量范围:Z
5、0Z-40、设自变量#1=0#2=-40、应用条件语言N1IFGOTO2N2GOTO1精加工程序内容:O0001;M03S1000;T0101;G00X28Z2;# 1=0;# 2=-40;N1IF#1LE#2GOTO2# 3=0.35*#1+44;G01X#3Z#1F0.1#1=#1-0.05GOTO1;N2G00Z100;M30;粗加工程序内容:O0001;M03S650;T0101;G00X28Z2;# 1=0;# 2=-40;N1IF#GE#1GOTO2G01X#3-1F0.25;Z#2+0.5;G00U-1W0.5;Z2;#2=#2+2;GOTO1;N2G00Z100;M30;课题一
6、:直线宏程序(四)显j2220.1口口一直线方程式:图示右斜线直线方程式:X=KZ+B图示左斜线直线方程式:X=KZ+B解题思路:1、直线两点(X50,Z-20)(X30,Z、直线两点 (X30, Z - 58) (X 50 , Z42).2-80).3 、根据右斜线形方程式得:50=K*-20+B30=K*(-42)+B得:B=68.18K=0.90904 、根据左斜线形方程式得:30=K*-58+B50=K*(-80)+B得:B=-22.722K=-0.90905 、方程式为:图示右斜线直线方程式:X=0.9090Z+68.18图示左斜线直线方程式:X=-0.9090Z-22.7226 、
7、长度宏变量范围:Z-20Z-42Z-58Z-807 、设自变量#1=-20#2=-42#3=58#4=-808 、应用条件语言N1IFGOTO2精加工程序内容(一):O0001;M03S1000;T0101;G00X55Z-20;#1=-20;#2=-42;#3=-58;#4=-80;N1IF#LE#2GOTO2#5=0.090*#1+68.18;G01X#5Z#1F0.1;W-16;#6=-0.090*#3-22.722G01X#6Z#3F0.15;#1=#1-0.05#3=#3-0.05GOTO1;N2G00X100Z100;M30;精加工也可这样编写(二)O0001;M03S1000;T
8、0101;G00X55Z-20;#1=-20;#2=-42;#3=-58;#4=-80;N1IF#1LE#2GOTO2#5=0.090*#1+68.18;G01X#5Z#1F0.1;#1=#1-0.05GOTO1N2G01W-16F0.15;N3IF#3LE#4GOTO4#6=-0.090*#3-22.722G01X#6Z#3F0.15;#3=#3-0.05GOTO3;N4G00X100Z100;M30;精加工也可这样编写(三)O0001;M03S1000;T0101;G00X55Z-20;#1=-20;#2=-42;#3=-58;#4=-80;N1IF#1LE#2GOTO2N3IF#3LE#
9、4GOTO4#5=0.090*#1+68.18;#6=-0.090*#1-22.722;G01X#5Z#1F0.1;G01W-16;G01X#6Z#3F0.1;#1=#1-0.05;#3=#3-0.05;GOTO1;N4GOTO3;N2G00X100Z100;M30;粗加工程序内容:O0001;M03S650;T0101;G00X55Z-20;#1=-20;#2=-42;#3=-58;#4=-80;N1IF#1GE#2GOTO2N3IF#3GE#4GOTO1#5=0.090*#1+68.18;#6=-0.090*#1-22.722;G01X#5+1Z#1-0.5F0.1;G01X#6+1Z#3
10、+0.5F0.1;G00U1W0.5;Z#1-0.5;#1=#1-1;GOTO3;GOTO1;N2G00X100Z100;M30;课题二:椭圆宏程序(一)1、椭圆第一种应用方程式:X=A*2*SIN(a)Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度B:为Z轴方向的长度第一种方程式应用解题;3、角度宏变量范围:a=0 s a=90#1=0#2=90#3=10#4=255、应用条件语言N1IFGOTO2N2GOTO1精加工编程内容:O0001;M03S1000;T
11、0101;G00X55Z2;# 1=0;# 2=90;# 3=10;# 4=25;N1IF#1GE#2GOTO2;# 5=2*#4*SIN(#1);#6=#3*CON(#1);G01X#5Z#6-10F0.15#1=#1+0.1;GOTO1;N2G00X100Z100;M30;粗加工程序内容O0001;M03S650;T0101;G00X55Z2;# 1=0;# 2=90;# 3=10;# 4=25;N1IF#2LE#1GOTO2# 5=2*#4*SIN(#2);# 6=#3*CON(#2);G01X#5+1F0.25;Z#6-10+0.5F0.25;G00U1W0.5;Z2;#2=#2+3;
12、GOTO1;N2G00X100Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:1、 长度宏变量范围:z=0sz=-102、 公式分析化简得:X=SQRT1-Z*Z/B*B*A*A4 、设自变量#1=0#2=-10#3=10#4=255 、应用条件语言N1IFGOTO2N2GOTO1精加工编程内容:O0001;M03S1000;T0101;G00X55Z2;# 1=10;#2=0# 3=10;# 4=25;N1IF#1LE#2GOTO2;#5=2*SQRT1-#1*#1/#3*#3*#4*#4G01X#5Z#1-10F0.15#1=#1+0.1;GOTO1;N2G
13、00X100Z100;M30;粗加工程序内容:O0001;M03S650;T0101;G00X55Z2;# 1=10;# 2=0;# 3=10;# 4=25;N1IF#2LE#1GOTO2;#5=2*SQRT1-#2*#2/#3*#3*#4*#4G01X#5+1F0.25;Z#2-10+0.5F0.25;G00U1W0.5;Z2;#2=#2+3;GOTO1;N2G00X100Z100;M30;课题二:椭圆宏程序(二)1 、椭圆第一种应用方程式:X=A*2*SIN(a)Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)椭圆第二种应用方程式:X*
14、X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;3、角度宏变量范围:a=0sa=i504 、设自变量#1=90#2=150#3=25#4=405 、应用条件语言N1IFGOTO2N2 GOTO 1精加工编程内容:O0001;M03S1000;T0101;G00X30Z2;# 1=90;# 2=150;# 3=25;# 4=40;N1IF#1GE#2GOTO2# 5=2*#3*SIN(#1);#6=#4*CON(#1);G01X#5Z#6F0.15#1=#1+0.1;GOTO1;N2G00U-2;G00Z100
15、;M30;粗加工程序内容:O0001;M03S650;T0101;G00X30Z2;# 1=90;# 2=150;# 3=25;# 4=40;N1IF#2LE#1GOTO2# 5=2*#3*SIN(#2);G01X#5-1F0.25;Z#6+0.5F0.25;G00U-1W0.5;Z2;#2=#2+3;GOTO1;N2G00Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:3、 长度宏变量范围:z=0sz=-304、 公式分析化简得:X=SQRT1-Z*Z/B*B*A*A4、设自变量#1=0#2=-30#3=25#4=405、 、应用条件语言N1IFGOTO2N2
16、GOTO1精加工编程内容:O0001;M03 S1000;T0101;G00X30Z2;#1=0;#2=-30#3=25;#4=40;N1IF#1LE#2GOTO2#5=2*SQRT1-#1*#1/#4*#4*#3*#3G01X#5Z#1F0.15#1=#1-0.1;GOTO1;N2G00U-2;G00Z100;M30;粗加工程序内容O0001;M03S650;T0101;G00X30Z2;# 1=0;# 2=-30;# 3=25;# 4=40;N1IF#2LE#1GOTO2;#5=2*SQRT1-#2*#2/#4*#4*#3*#3G01X#5-1F0.25;Z#2+0.5F0.25;G00U
17、-1W0.5;Z2;#2=#2-3;GOTO1;N2G00Z100;M30;课题二:椭圆宏程序(三)1、 椭圆第一种应用方程式:X=A*2*SIN(a)Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;2、 角度宏变量范围:a=0sa=i504 、设自变量#1=0#2=150#3=25#4=405 、应用条件语言N1IFGOTO2N2GOTO1203040精加工编程内容:O0001
18、;M03S1000;T0101;G00X55Z2;# 1=0;# 2=150;# 3=25;# 4=40;N1IF#1GE#2GOTO2# 5=2*#3*SIN(#1);# 6=#4*CON(#1)-40;G01 X #5 Z#6 F0.15G00 U1 W0.5;GOTO1;N2G00X150;G00Z100;M30;粗加工程序右边内容:O0001;M03S650;T0101;G00X30Z2;# 1=0;# 2=90;# 3=25;# 4=40;N1IF#2LE#1GOTO2# 5=2*#3*SIN(#2);# 6=#4*CON(#2)-40;G01X#5+1F0.25;Z#6+0.5F0
19、.25;Z2;#2=#2+3;GOTO1;N2G00Z100;M30;粗加工程序左边内容:O0001;M03S650;T0101;G00X30Z2;# 1=90;# 2=150;# 3=25;# 4=40;N1IF#1GE#2GOTO2# 5=2*#3*SIN(#1);# 6=#4*CON(#1)-40;G01X#5+1Z#6-0.5F0.25;Z-80;G00 U1 W0.5;Z#6-0.5;#1=#1+3;GOTO1;N2G00Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:5、 长度宏变量范围:z=0sz=-306、 公式分析化简得:X=SQRT1-Z*Z
20、/B*B*A*A4 、设自变量#1=40#2=-30#3=25#4=405 、应用条件语言N1IFGOTO2N2GOTO1精加工编程内容:O0001;M03S1000;T0101;G00X55Z2;#1=40 ;#2=-30#3=25;#4=40;N1IF#1LE#2GOTO2#5=2*SQRT1-#1*#1/#4*#4*#3*#3G01X#5Z#1-40F0.15#1=#1-0.1;GOTO1;N2G00X150;G00Z100;M30;粗加工程序右边内容O0001;M03S650;G00X30Z2;# 1=40;# 2=0;# 3=25;# 4=40;N1IF#GE#1GOTO2;#5=2
21、*SQRT1-#2*#2/#4*#4*#3*#3G01X#5+1F0.25;Z#2+0.5-40F0.25;G00U1W0.5;Z2;#2=#2+3;GOTO1;N2G00Z100;M30;粗加工程序左边内容:O0001;M03 S650;T0101;G00X30Z2;# 1=0;# 2=-30;# 3=25;# 4=40;N1IF#1LE#2GOTO2;#5=2*SQRT1-#1*#1/#4*#4*#3*#3G01X#5+1Z#1-0.5-40F0.25;Z-80G00U1W0.5;Z#1-0.5-40;#1=#1-3;GOTO1;N2G00X150Z100;M30;课题二:椭圆宏程序(四)
22、3、 椭圆第一种应用方程式:X=A*2*SIN(a)Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;4、 角度宏变量范围:a=24.397sa=l55.6034 、设自变量#1=24.397#2=155.603#3=20#4=505 、应用条件语言N1IFGOTO2N2GOTO1精加工编程内容:O0001;M03S1000;T0101;G00X55Z-16.93;#1=24.39
23、7;#2=155.603;#3=20;#4=50;N1IF#1GE#2GOTO2#5=80-2*#3*SIN(#1)-13.477;#6=#4*CON(#1)-50;G01X#5Z#6F0.15#1=#1+0.1;GOTO1;N2G00X150;G00Z100;M30;粗加工程序右边内容:O0001;M03S650;T0101;G00X30Z2;# 1=0;# 2=90;# 3=25;# 4=40;N1IF#2LE#1GOTO2# 5=2*#3*SIN(#2);#6=#4*CON(#2) -40 ;G01X#5+1F0.25;Z#6+0.5F0.25;G00U1W0.5;Z2;#2=#2+3;
24、GOTO1;N2G00Z100;M30;粗加工程序左边内容:O0001;M03S650;T0101;G00X30Z2;# 1=90;# 2=150;# 3=25;# 4=40;N1IF#1GE#2GOTO2# 5=2*#3*SIN(#1);# 6=#4*CON(#1)-40;G01X#5+1Z#6-0.5F0.25;Z-80;G00U1W0.5;Z#6-0.5;#1=#1+3;GOTO1;N2G00Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:7、 长度宏变量范围:z=0sz=-308、 公式分析化简得:X=SQRT1-Z*Z/B*B*A*A4 、设自变量#1
25、=40#2=-30#3=25#4=405 、应用条件语言N1IFGOTO2N2GOTO1精加工编程内容:O0001;M03S1000;G00X55Z2;#1=33.07;#2=-33.07#3=20;#4=50;N1IF#1LE#2GOTO2;#5=80-2*SQRT1-#1*#1/#4*#4*#3*#3G01X#5Z#1-50F0.15#1=#1-0.1;GOTO1;N2G00X150;G00Z100;M30;粗加工平行方式编程内容:O0001;M03S1000;T0101;G00X55Z-16.93;#1=33.07;#2=-33.07#3=20;#4=50;#7=10;#8=0;N1IF
26、#7GE#8DO2;N1IF#1GE#2GOTO2;#5=80-2*SQRT1-#1*#1/#4*#4*#3*#3;G01X#5+#7Z#1-50F0.15;#1=#1-0.1;N2GOTO1;G00X60;Z-16.93;#7=#7-1;END2;G00X150;G00Z100;M30;左右两边粗加工内容:O0001;M03S1000;T0101;G00X55Z-16.93;#1=33.07;#2=0;#10=-33.07#3=20;#4=50;N1IF#1GE#2GOTO2;N1IF#10LE#2DO2;#5=80-2*SQRT1-#1*#1/#4*#4*#3*#3#6=80-2*SQRT
27、1-#10*#10/#4*#4*#3*#3G01X#5+1Z#1-50-0.5F0.15;Z#10-50+0.5;G00U2;X#6+1Z#1-50;#1=#1-1;#10=#10+1;END2;GOTO1;N2G00X150;G00Z100;M30;课题四:函数曲线宏程序4R100-正弦函数曲线方程式:X=A+SIN(A);解题思路:1、A:为正弦函数曲线零线在回转体工件两边上下的中心直径距离O40MM.2、根据线形方程式得:SIN(A)角度A为正弦函数曲线的变量方式:共角度度数为720(90810)3、将共长60与共角度720等分成1000等分。4、得每等分长度为0.06,每等分角度为0.
28、72.6、应用条件语言N1IFGOTO2N2 GOTO 1精加工编程内容:O0001;M03S1000;T0101;G00X55Z-20;#1=90;#2=810;#4=-0.06;N1IF#1GE#2GOTO2#3=40+10*SIN(#1);G01X#3Z-20-#4F0.15#1=#1+0.72;#4=#4-0.06GOTO1;N2G00X150;G00Z100;M30;粗加工平行方式编程内容:O0001;M03S1000;G00X55Z-16.93;#1=90;#2=810;#4=-0.06;#7=20;#8=0;N1IF#7GE#8DO2N1IF#1GE#2GOTO2#3=40+10*SIN(#1);G01X#3+#7Z-20-#4F0.15#1=#1+0.72;#4=#4-0.06N2GOTO1;G00X80;Z-20;#7=#7-1END2;G00X150;G00Z100;M30;课题五:抛物线宏程序T0101 ;5Q65/40)-50抛物线方程式:z=(x2/40)-50解题思路:1、化简方程式:X=SQR
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- ERP系统选型教学课件
- 全媒体运营师岗位要求分析及试题及答案
- 全媒体运营师内容规划技能试题及答案
- 2024年陪诊师考试的结构性分析试题及答案
- 员工流失率分析与对策试题及答案
- 2024年陪诊师考试护理记录试题及答案
- 2024年人力资源管理师考试的应考技巧试题及答案
- 2024监理工程师题库建设试题及答案
- 黑龙江省哈尔滨六十九重点名校2024-2025学年中考物理试题压轴试卷含解析
- 黑龙江省哈尔滨第六中学2025届高三假期自主综合能力测试(三)语文试题含解析
- 2025年企业规章制度试题及答案
- 2025春人教版七年级英语下册重点知识默写
- 2025年驻马店全域矿业开发有限公司招聘27人笔试参考题库附带答案详解
- DB32T 5013-2025镉污染耕地土壤减污修复黏土矿物-四氧化三铁-海藻酸钠基功能材料制备技术规程
- 高中语文整本书阅读教学研究
- 2025年全国质量月活动总结参考(2篇)
- 中国近现代史纲要心得体会
- 缝纫培训课件
- 中建落地式脚手架施工方案
- 《中华人民共和国机动车驾驶人科目一考试题库》
- 倪海厦天纪学习笔记以及讲义
评论
0/150
提交评论