

下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、结构设计(第六节)11、凸凹纹(滚花)11.1、凸凹纹的作用(1) 增大接触面积,防止使用中的滑动。(2) 装饰或掩盖制品的某些部位。(3) 增加装配时的结合牢固性。11.2、凸凹纹的设计要点(1) 凸凹纹的条纹方向应与脱模方向一致,便于脱模。(2) 条纹的间距应尽可能大些,便于模具制造及制品脱模,一般为 3mm最 小不小于1.5mm凸凹纹的宽度 R1不应小于0.30.5mm,高度(h)不应超过其宽 度(h = 3/4RJ。(3) 凸凹纹截面形状多为半圆形,少数采用平顶的梯形。(4) 为了不削弱模具分型面的强度,以及便于修整制品飞边,设计凸凹纹时 需要留出0.8mm宽的平直部分。(5) 凸凹纹
2、各部设计的推荐尺寸。一-円凸録的ft离览瓯$CIS0.2-fl J>18-501.5-2,503-fl.5>50-«025-3.58V' 1200,7-15 2-2*较堀的凸凹纹槽关尺寸(mm ; Sli-I 较粗的凹凸统相英尺寸U.3-1>80-120半径R価Mil>18-50<50'S00.SR12、支承面制品的支承面不能是整个底面,而应采用凸边或凸起支脚类结构,如三点支承、边框支承等。K2 23底抑或凸迪支眼面13、侧面凸凹13.1、制品的侧凸凹制品侧壁上局部的凸出或凹缺部分称为侧凸凹。侧凸凹制品成型中的不利点:(1) 模具结构复杂
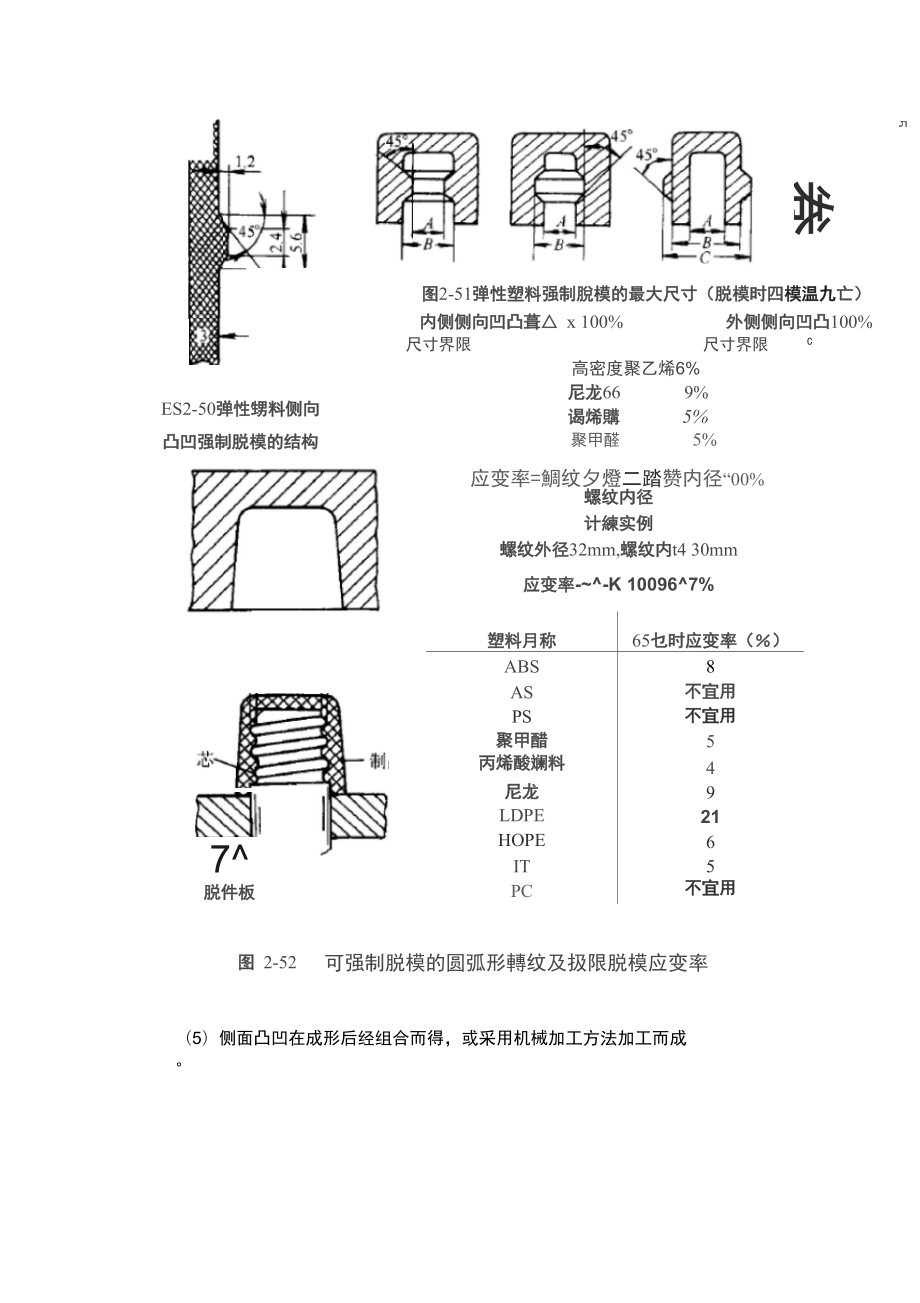
3、,需采用对开式型腔、伸缩式型芯、侧向抽芯等结构。(2) 模具制造费用加大,制造周期加长。(3) 制品模塑周期加长,生产成本增加。(4) 模具分型面缝隙溢料机会增多,制品的飞边大。13.2、侧凸凹的设计与成型方法(1) 制品形状成型准则:各部分都能顺利地、简单地从塑模中取出来,力求 避免带有侧抽芯机构成型的侧凸凹形状。(2) 消除制品侧凸凹设计。(3) 采用拼合及活动型芯成型侧凸凹。(4) 弹性制品侧面凸凹的强制脱模。利用塑料的弹性变形和凸凹深度尺寸不大的特点,强制性地将制品从模中脱出卷一5e图2-51弹性塑料强制脫模的最大尺寸(脱模时四模温九亡)内侧侧向凹凸葺 x 100%外侧侧向凹凸100%尺寸界限尺寸界限C高密度聚乙烯6%ES2-50弹性甥料侧向凸凹强制脱模的结构尼龙669%谒烯購5%聚甲醛5%应变率=鯛纹夕燈二踏赞内径“00%螺纹内径计練实例螺纹外径32mm,螺纹内t4 30mm应变率-K 100967%7脱件板塑料月称65乜时应变率()ABS8AS不宜用PS不宜用聚甲醋5丙烯酸斓料4尼龙9LDPE21HOPE6IT5PC不宜用
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 交通事故先行放车协议书
- 少儿活动安全承诺协议书
- 二建承揽合同解除协议书
- 其余子女放弃继承协议书
- 小孩玩耍误伤赔偿协议书
- 有机肥厂投资合作协议书
- 学校发3张就业协议书
- 律师拟分手协议书
- 村结对共建协议书
- 房基地纠纷协议书
- 胰岛素的种类及应用(共26张PPT)
- 现场照相技术课件
- 抖音带货主播劳动合同范本
- 广东省高等学校“千百十工程”第六批继续培养对象和第
- 人教版三年级数学上册口算题卡
- 绿色施工与环境管理
- 小数乘整数的教学设计 小数乘整数教学设计一等奖(十四篇)
- 统借统还资金分拨合同
- 地铁运营施工负责人考试题库
- GB/T 708-2006冷轧钢板和钢带的尺寸、外形、重量及允许偏差
- 故宫的资料简介(标准版)
评论
0/150
提交评论