


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
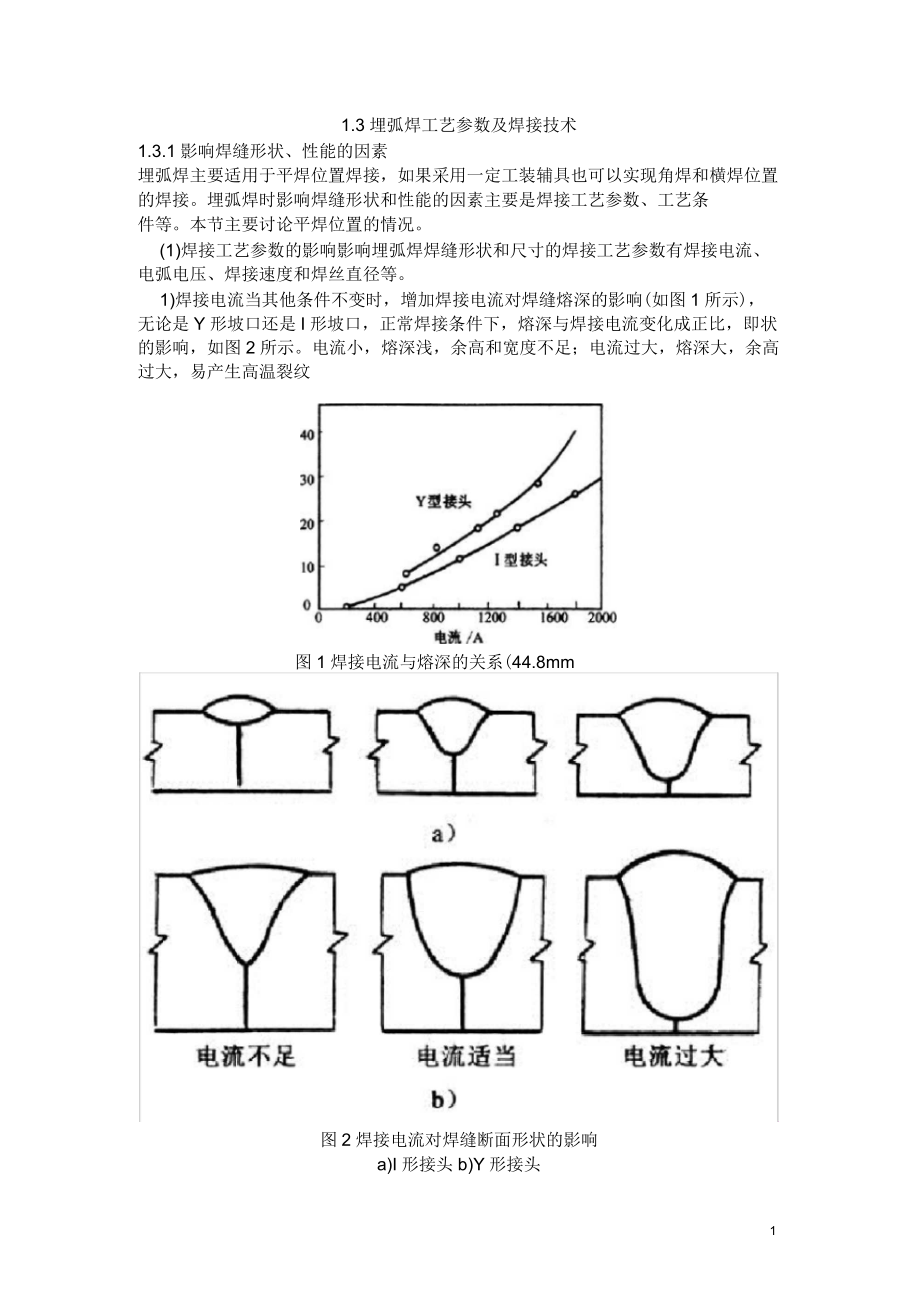
1、1.3埋弧焊工艺参数及焊接技术1.3.1影响焊缝形状、性能的因素埋弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺参数、工艺条件等。本节主要讨论平焊位置的情况。(1)焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。1)焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是Y形坡口还是I形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹图1焊接电流与
2、熔深的关系(44.8mm图2焊接电流对焊缝断面形状的影响a)I形接头b)Y形接头322)电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空间电场强度不同,则电弧长度不同。如果其他条件不变,改变电弧电压对焊缝形状的影响如图3所示。电弧电压低,熔深大,焊缝宽度窄,易产生热裂纹:电弧电压高时,焊缝宽度增加,余高不够。埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的电压过小电压适当电压过大b)图3电弧电压对焊缝断面形状的影响a)I形接头b)Y形接头焊接速度焊接速度对熔深和熔宽都有影
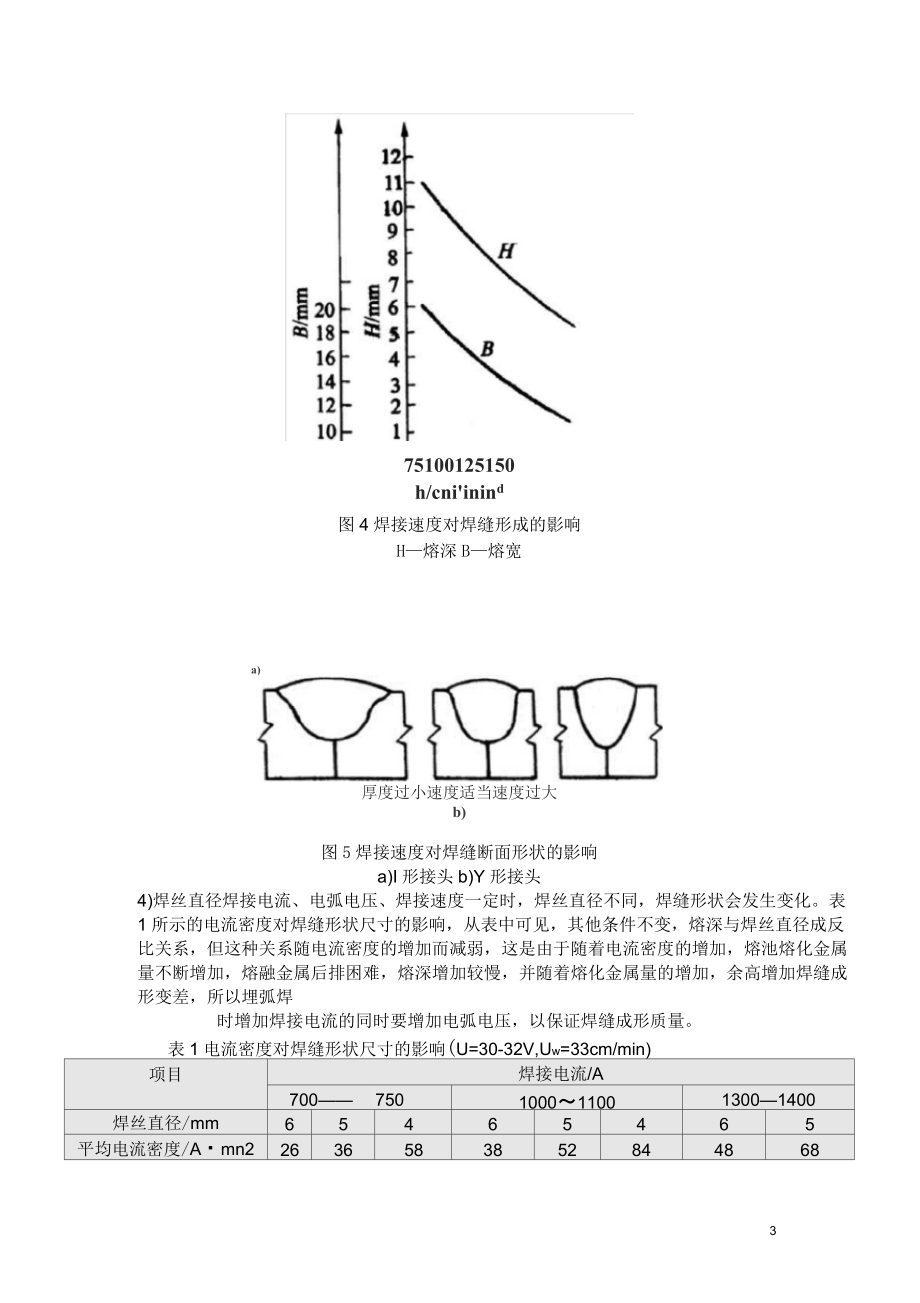
3、响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图4所示。焊接速度对焊缝断面形状的影响,如图5所示。焊接速度过小,熔化金属量多,焊缝成形差:焊接速度较大时,熔化金属量不足,容易产生咬边。实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝质量3)焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图4所示。焊接速度对焊缝断面形状的影响,如图5所示。焊接速度过小,熔化金属量多,焊缝成形差
4、:焊接速度较大时,熔化金属量不足,容易产生咬边。实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝质量75100125150h/cni'inind图4焊接速度对焊缝形成的影响H熔深B熔宽a)厚度过小速度适当速度过大b)图5焊接速度对焊缝断面形状的影响a)I形接头b)Y形接头4)焊丝直径焊接电流、电弧电压、焊接速度一定时,焊丝直径不同,焊缝形状会发生变化。表1所示的电流密度对焊缝形状尺寸的影响,从表中可见,其他条件不变,熔深与焊丝直径成反比关系,但这种关系随电流密度的增加而减弱,这是由于随着电流密度的增加,熔池熔化金属量不断增加,熔融金属后排困难,熔深增加较慢
5、,并随着熔化金属量的增加,余高增加焊缝成形变差,所以埋弧焊时增加焊接电流的同时要增加电弧电压,以保证焊缝成形质量。表1电流密度对焊缝形状尺寸的影响(U=30-32V,Uw=33cm/min)项目焊接电流/A7007501000110013001400焊丝直径/mm65465465平均电流密度/Amn22636583852844868熔深H/mm7.08.511.510.512.016.517.519.0熔宽B/mm2221192624222724形状系数B/H3.1,2.51.72.52.01.31.51,32)工艺条件对焊缝成形的影响1)对接坡口形状、间隙的影响在其他条件相同时,增加坡口深度
6、和宽度,焊缝熔深增加,熔宽略有减小,余高显著减小,如图6所示。在对接焊缝中,如果改变间隙大小,也可以调整焊缝形状,同时板厚及散热条件对焊缝熔宽和余高也有显著影响,如表2所示图吕坡口形状对焊健成形的身响表2焊缝间隙对对接焊尺寸的影响2)焊丝倾角和工件斜度的影响焊丝的倾斜方向分为前倾和后倾两种,见图7。倾斜的方向和大小不同,电弧对熔池的吹力和热的作用就不同,对焊缝成形的影响也不同。图7a为焊丝前倾,图7b为焊丝后倾。焊丝在一定倾角内后倾时,电弧力后排熔池金属的作用减弱,熔池底部液体金属增厚,故熔深减小。而电弧对熔池前方的母材预热作用加强,故熔宽增大。图7c是后倾角对熔深、熔宽的影响。实际工作中焊丝
7、前倾只在某些特殊情况下使用,例如焊接小直径圆筒形工件的环缝等图7焊丝倾角对焊缝形成的影响a)前倾b)后倾c)焊丝后倾角度对焊缝形成的影响工件倾斜焊接时有上坡焊和下坡焊两种情况,它们对焊缝成形的影响明显不同,见图8。上坡焊时(图8a、b),若斜度3角6。12。,则焊缝余高过大,两侧出现咬边,成形明显恶化。实际工作中应避免采用上坡焊。下坡焊的效果与上坡焊相反,见图8c、da)台=0,4-8,b)c)d)图8工件斜度对焊缝形成的影响a)上坡斜b)上坡斜工件斜度的影响c)下坡斜d)下坡斜工件斜度的影响B一工件斜度3)焊剂堆高的影响埋弧焊焊剂堆高一般在2540mm,应保证在丝极周围埋住电弧。当使用粘结焊
8、剂或烧结焊剂时,由于密度小,焊剂堆高比熔炼焊剂高出20%50%。焊剂堆高越大,焊缝余高越大,熔深越浅。(3)焊接工艺条件对焊缝金属性能的影响当焊接条件变化时,母材的稀释率、焊剂熔化比率(焊剂熔化量/焊丝熔化量)均发生变化,从而对焊缝金属性能产生影响,其中焊接电流和电弧电压的影响较大。图9图11给出了焊接电流、电弧电压和焊接速度对焊剂熔化比率的影响。由于焊剂熔化比率的变化,焊缝金属的化学成分、力学性能均发生变化,特别是烧结焊剂中合金元素的加入对焊缝金属化学成分的影响最大。图12图14给出各种焊接条件变化时对焊缝金属Mn、Si含量的影响图9焊接电流对焊剂熔化比率的影响2830323436弼40电弧
9、电压/V图10电弧电压对焊剂熔化比率的影响2025303540455055焊接速度/cimmirr4,755力Lo,751.5!L1oO掷王3毁事殴0.2515图11焊接速度对焊剂熔化比率的影响图12焊接电流对焊缝金属化学成分的影响图13电弧电压对焊缝金属化学成分的影响50101015202530354045惮接速度/citimin4图14焊接速度对焊缝金属化学成分的影响1.3.2埋弧焊实施方法及工艺参数选择(1)焊前准备1)坡口设计及加工同其他焊接方法相比,埋弧焊接母材稀释率较大,母材成分对焊缝性能影响较大,埋弧焊坡口设计必须考虑到这一点。依据单丝埋弧焊使用电流范围,当板厚小于14mm,可以
10、不开坡口,装配时留有一定间隙:板厚为1422mm,一般开V形坡口;板厚22-50mm时开X形坡口。对于锅炉汽包等压力容器通常采用U形或双U形坡口,以确保底层熔透和消除火渣。埋弧焊焊缝坡口的基本形式和尺寸设计时,请查阅GB/T9861988。坡口加工方法常采用刨边机和气割机,加工精度有一定要求。2)装配点固埋弧焊要求接头间隙均匀无错边,装配时需根据不同板厚进行定间距、定位焊,如表3所示。另外直缝接头两端尚需加引弧板和熄弧板,以减少引弧和引出时产生缺陷板厚t/mm焊缝长度/mm定位长度/mm<253005005070<2520050070100表3埋弧焊装配标准3)焊前清理坡口内水锈、
11、夹杂铁末,点焊后放置时间较长而受潮氧化等焊接时容易产生气孔,焊前需提高工件温度或用喷砂等方法进行处理。(2)对接接头单面焊对接接头埋弧焊时,工件可以开坡口或不开坡口。开坡口不仅为了保证熔深,而且有时还为了达到其他的工艺目的。如焊接合金钢时,可以控制熔合比;而在焊接低碳钢时,可以控制焊缝余高等。在不开坡口的情况下,埋弧焊可以一次焊透20mm以下的工件,但要求预留56mm的间隙,否则厚度超过1416mm的板料必须开坡口才能用单面焊一次焊透。对接接头单面焊可采用以下几种方法:在焊剂垫上焊,在焊剂铜垫板上焊,在永久性垫板或锁底接头上焊,以及在临时衬垫上焊和悬空焊等。分述如下:在焊剂垫上焊接用这种方法焊
12、接时,焊缝成形的质量主要取决于焊剂垫托力的大小和均匀与否,以及装配间隙的均匀与否。图14说明焊剂垫托力与焊缝成形的关系。板厚28mm的对接接头在具有焊剂垫的电磁平台上焊接所用的参数列于表4。电磁平台在焊接中起固定板料的作用。图15在焊剂垫上对焊接a)焊接#况b)焊剂托力不足c)焊剂拖力很大d)焊剂拖力过大表4对接接头在电磁平台-焊剂垫上单面焊的焊接条件4板厚/mm装配间隙/mm焊丝直径/mm焊接电流/A电弧电压/V焊接速度/cm-min-1电流种奥焊剂垫中焊剂颗粒焊接垫软管中的空气压力/kPa201.01.6120242873直流反接细小81301.51.6275300283056.7交流细小
13、812275300283056.73:400425:2528117401.52375400283066.7交流细小1011524525550283083.3101502.52425450323458.3交流细小10115245756251283076.7603.02475323450交流正常1011524600650283267.5703.04650700303461.7交流正常101152803.54725775303656.7交流正常101152板厚10-20mm的I形坡口对接接头预留装配间隙并在焊剂垫上进行单面焊的焊接参数,见表5。所用的焊剂垫应尽可能选用细颗粒焊剂板厚/mm装配间隙/m
14、m焊接电流/A电弧电压/V焊接速度/cm-min-1交流直流10347007503436323450124575080036403436451445850900364034364216569009503842363833185695010004044364028205695010004044364025在焊剂铜垫板上焊接这种方法采用带沟槽的铜垫板,沟槽中铺撒焊剂,焊接时,这部分焊剂起焊剂垫的作用,同时又保护铜垫板免受电弧直接作用。沟槽起焊缝背面成形作用。这种工艺对工件装配质量、垫板上焊剂托力均匀与否均不敏感。板料可用电磁平台固定,也可用龙门压力架固定。铜垫板的尺寸见图16和表6在龙门架焊剂铜垫
15、板上的焊接参数见表7。表6铜垫板断面尺寸1(单位:mm)焊件厚度槽宽b槽深h沟槽曲率半径r4/6102.57.06/8123.07.58-110143.59.512/114184.012表7在龙门架焊剂铜垫板上单面焊的焊接条件1板厚/mm装配间隙/mm焊丝直径/mm焊接电流/A电弧电压/V焊接速度/cm-min-1323380-4201272978.34234450-5002931685234520-5601313363634550-600)333563734640-6803537588344680-720.353753.39344720-780:3638461044780-820138404
16、61254850-90013941381454880-92013941363)在永久性垫板或锁底接头上焊接当焊件结构允许焊后保留永久性垫板时,厚10mm以下的工件可采用永久性垫板单面焊方法。永久性钢垫板的尺寸如表8所示。垫板必须紧贴在待焊板缘上,垫板与工件板面间的间隙不得超过0.51mm表8对接用的永久性钢垫板1(单位:mm)板厚垫板厚度垫板宽度260.5646+5610(0.30.4)6厚度大于10mm的工件,可采用锁底接头焊接方法,如图17所示(详见GB/T986-1988)。此法用于小直径厚壁圆筒形工件的环缝焊接,效果很好。4)在临时性的衬垫上焊接这种方法采用柔性的热固化焊剂衬垫贴合在接
17、缝背面进行焊接。衬垫材料需要专门制造或由焊接材料制造部门供应。另外还有采用陶瓷材料制造的衬垫进行单面焊的方法。图17锁底对接接头5)悬空焊当工件装配质量良好并且没有间隙的情况下,可以采用不加垫板的悬空焊。用这种方法进行单面焊时,工件不能完全熔透。一般的熔深不超过2/3板厚,否则容易烧穿。这种方法只用于不要求完全焊透的接头。(3)对接接头双面焊一般工件厚度从1040mm的对接接头,通常采用双面焊。接头形式根据钢种、接头性能要求的不同,可采用图18所示的I形、Y形、X形坡口。图IE不同板厚的接头形式Q工形坡口对接焊b)Y形坡对接焊c)X形坡口对接焊这种方法对焊接工艺参数的波动和工件装配质量都不敏感
18、,其焊接技术关键是保证第一面焊的熔深和熔池的不流溢和不烧穿。焊接第一面的实施方法有悬空法、加焊剂垫法以及利用薄钢带、石棉纯、石棉板等做成临时工艺垫板法进行焊接。1)悬空焊装配时不留间隙或只留很小的间隙(一般不超过lmm)。第一面焊接达到的熔深一般小于工件厚度的一半。反面焊接的熔深要求达到工件厚度的60%70%,以保证工件完全焊透。不开坡口的对接接头悬空焊的焊接参数,如表9所小。表9不开口对接接头悬空双面焊的焊接条件工件厚度/mm6焊丝直径/mm4焊接顺序正焊接电流/A380420电弧电压/V30焊接速度/cm.min-158反430470305584正4404803050反4805303150
19、104正5305703146反5906403346124正6206603542反6807203541144正680/-7203741反730/-7704038165正800/-85034663反850/-90036843175正850/-90035-3760反900/-95037-3948185正850/-90036八-3860反900/-95038八-4040205正850/-90036八-3842反900-100038八-4040225正900/-95037-39453反1000/-105038-40402)在焊剂垫上焊接如图19所示,焊接第一面时采用预留间隙不开坡口的方法最为经济。第一面
20、的焊接参数应保证熔深超过工件厚度的60%70%。焊完第一面后翻转工件,进行反面焊接,其参数可以与正面的相同以保证工件完全焊透。预留间隙双面焊的焊接条件依工件的不同而异,表10a、b分别为两组数据,可供参考。在预留间隙的重形坡口内,焊前均匀塞填干净焊剂,然后在焊剂垫上施焊,可减少产生夹渣的可能,并可改善焊缝成形。第一面焊道焊接后,是否需要清根,视第一道焊缝的质量而定弹剂加入/T旋转c)图19焊剂垫的结构实例a)软管气压式b)皮膜气压式C)平带张紧式1 焊件4充气软管7气室2 焊剂5橡皮膜8平带3帆布6压板9带轮表10a对接接头预留间隙双面焊的焊接条件采用交流电,HJ431,第一面在焊剂焊剂垫上焊
21、工件厚度/mm装配间隙/mm焊丝直径/mm焊接电流/A焊接电压/V焊接速度/cm.min-114345700/-75034365016345700/-75034364518r455750/-80036404520455850/-90036404524455900/-95038424228565900/-95038423330675950-,1000404427408-9951100120040-4420501011151200130044-4817表10b对接接头预留间隙双面焊的焊接条件根据上海锅炉厂提供的资料。工件厚度/mm装配间隙/mm焊丝直径/mm焊接电流/A焊接电压/V焊接速度/cm.
22、min-160+13380400303257"604400550283263/7380+13400420303253/574500600364063/-67102±14500600343850/605600700384058/-67122±14550580343850/57560070034v3858/-67143±0.54550720384250/535650750364050/57<163±0.55650850364050/57如果工件需要开坡口,坡口形式按工件厚度决定。工件坡口形式及焊接条件,见表11表11开坡口工件的双面焊的焊接条
23、件工件厚度/mm坡口形式焊丝直径/mm焊接顺序破口尺寸焊接电流/A电弧电压/V焊接速度/cm.min-1a(0)h/mrng/mm1470°5正7033830850363842反600620363875165正7033830850363833反600620363875185正7033830860363833反600620363875226正7033105011503840305反600620363875246正703311003840405反800P363847306正70331000364030d力修工反90010003638333)在临时衬垫上焊接采用此法焊接第一面时,一般都要求
24、接头处留有一定问隙,以保证焊剂能填满其中。临时衬垫的作用是托住间隙中的焊剂。平板对接接头的临时衬垫常用厚34mm、宽3050mm的薄钢带;也可采用石棉绳或石棉板,如图20所示。焊完第一面后,去除临时衬垫及间隙中的焊剂和焊缝底层的渣壳,用同样参数焊接第二面。要求每面熔深均达版厚韵60%70%。0b)图20在临町衬里上厚接幻莓飒带里b)石棉绳妈石棉板茎4)多层焊当板厚超过4050mm时,往往需要采用多层焊。多层焊时坡口形状一般采用V形和X形,而且坡口角度比较窄。图21所示的焊道宽度比焊缝深度小的多,此时在焊缝中心容易产生梨形焊道裂纹。另外在多层焊结束时,在焊道端部需加衬板,由于背面初始焊道不能全部
25、铲除造成坡口角度变窄,如图22所示,此时形成的梨形焊道更增加裂纹产生倾向,因而需要特别引起注意。Gb)图”多层焊坡口角度对焊缝的影响a)坡口琉度适当杨坡口角度较小图北坡口狭小产生焊耀内部初始裂纹(4)角焊缝焊接焊接T形接头或搭接接头的角焊缝时,采用船形焊和平角焊两种方法。1)船形焊将工件角焊缝的两边置于与垂直线各成45。的位置(见图23),可为焊缝成形提供最有利的条件。这种焊接法接头的装配间隙不超过11.5mm,否则,必须采取措施,一以防止液态金属流失。船形焊的焊接参数,见表12图23船形焊a)T形接头b)搭接接头羡12船形焊焊接条件焊脚长度度/mm焊丝直径/mm焊接电流/A电弧电压/V焊接速
26、度/cm.min-162450-47034366783550-60034365010P4575-6253436503600-650343638124650-7003436383600-6503436254725-7753638335775-8253638302)平角焊当工件不便于采用船形焊时,可采用平角焊来焊接角焊缝(见图24)。这种焊接方法对接头装配间隙较不敏感,即使间隙达到23mm,也不必采取防止液态金属流失的措施。焊丝与焊缝的相对位置,对平角焊的质量有重大影响;焊丝偏角一般在20。30°之间。每一单道平角焊缝的惭面积不得超过4050mm2,当焊脚长度超过8mmx8mm时,会产生
27、金属溢流和咬边。平角焊的接条件,参照表13平角焊焊接条件焊脚长度度/mm焊丝直径/mm焊接电流/A电弧电压/V焊接速度/cm.min-1电流种奥32200.-22012528100直流42280-300128-3092交流335028-309252375400:303292交流34502830924450283010072375400303247交流3500303280467532-3583用细颗莅用衰10图24平角焊3)多丝角度焊接为了提高焊接效率和增加大焊角尺寸,可以采用用列多丝角焊,如图25所示。此时焊丝布置的位置、角度及距离必须设计好,其依据是前后熔池的确定。如果焊丝距离不大,前面熔池
28、的渣会使后面电弧不稳定:距离太小又会使熔渣卷入后面的熔池。一般用列电弧焊接时,前面电极使用电流较大而后面较小,焊缝成形较好图25串列多丝角焊时焊丝的位置和角度5)高效埋弧焊1)多丝埋弧焊多丝埋弧焊是一种高生产率的焊接方法。按照所用焊丝数目有双丝埋弧焊、三丝埋弧焊等,在一些特殊应用中焊丝数目多达14根。目前工业上应用最多的是双丝埋弧焊和三丝埋弧焊。双丝焊和三丝焊的电源联接方式,如图26和4-29所示。焊丝排列一般都采用纵列式,即2根或3根焊丝沿焊接方向顺序排列。焊接过程中,每根焊丝所用的电流和.电压各不相同,因而他们在焊缝成形过程中所起的作用也不相同。一般由前导的电弧获得足够的熔深,后O图招 双
29、丝2台交流电源的不博爱方式续电弧调节熔宽或起改善成形的作用口为此,焊丝间的距离要适当14为常曲我丝理孤焊和三批1嚼瓜再进行羊而悍的蜉接条件.板厩Jjwn岸歧数5k厚授萼射1Kl/mnmne/r厚丝电流"4"$速度/匚皿min-1?070r7a1290前nnn32酊后$004525ID15前150032凡现丝后1J0U453216167&前1BOO33603En1876后1.100454320u9前22003LU255011Cr/1%121390中ijoo9rl后roo灯32-.一1%三篷7157Q前?zno一7D&O3D2030中1.1004140后1100
30、叫2)带状电极埋弧焊此种方法具有最高的熔敷速度、最低的熔深和稀释度,尤其是双带极埋弧焊,因此是表面堆焊的理想方法。带极埋弧堆焊的关键是要有合适成分的带材、焊剂和送带机构。一般常用的带宽为60mmo焊剂宜采用烧结焊剂,并尽可能减少氧化铁含量。带极埋弧堆焊通常采用直流反接极性,图28为带宽60mm带极堆焊工艺参数。对堆焊焊缝成形的影响,为了尽可能减小稀释率,焊接电流不超过950A,电压以26V为最佳,焊接速度也不应选太大。图支的神带极邂瓜冷焊工艺券数时堆押层成形的彩晌 a)焊接电流时彩蛔b)电压田寄嘀c)焊接速度的影响宽带极埋弧堆焊采用轴向外加磁场或横向交变磁场,可以有效的提高宽带堆焊层的熔深均匀
31、性。3)附加依靠焊丝电阻预热的热丝、冷丝、铁粉的埋弧焊方法。这些方法有较高熔敷率较低的熔深和稀释率。仅适用于难以制成带极或丝极的某些合金埋弧堆焊及焊接也常在窄隙埋弧椎时被使用.4)单面焊双面一次成形埋弧焊在一定的板厚、坡口及间隙条件下,采用适当的强制成形接衬托可以实现单面焊双面一闪成形对接埋弧焊。这种施焊方法可以免除焊件翻身,提高产率。但由于受电弧能量密度的限制,只能在小于25mm板厚条件下实现单面焊双面成形。埋弧焊的单面焊双面成形的关键是设计合理的强制成形衬垫装置,并使其紧贴焊缝反面。除前述焊剂垫可用于薄板外,常用方法有以下三种。a龙门压力架一焊剂铜垫法。利用横跨焊件并带有若干个气压缸的龙门
32、架,一把焊件压紧在撒有焊剂的铜垫上进行埋弧焊,是较为广泛的一种方法。压力架可为固定式或移动式。铜垫块截面形状尺寸如表15所列。铜垫块及冷却铜块可以是固定的或用气缸升降。焊件通常预留一定装配间隙,以便通过它把细颗粒焊剂撒入铜垫成形槽中进行焊接。装配间隙不均匀、铜垫与焊件未贴紧、成形槽中焊剂充填不均及焊接工艺参数不稳定会造成背面焊缝凹陷、咬肉或出现焊瘤等常见缺陷。止匕外,还容易在焊缝两端,尤其在尾端出现焊缝中心线热裂纹,严重时可导.致焊缝全长纵向裂开。解决的办法是将终端定位焊位置前移并减少定位焊长度,以及采用图29所示的开槽引出板。但对于板厚25mm以上的这类终端裂纹仍无有效解决办法。表16列出了
33、此法的工艺参数。表15铜9也就面尺寸耳注:加三脚厚中幡克h喉曲车半荏qjLAi4百102.5工(JT./?*6电二0.0工5Ke7id仃我5卜150J112z14131.U12开精引出战及连建方沟闺1饵料2旌接群鞋3升精引出板b.水冷滑块铜垫法。此法利用焊缝装配间隙把水冷短铜滑块贴紧在焊缝背面,并火装在焊接小车上跟随电弧一起移动,以强制焊缝成形。滑块长度以保持熔池底部凝固不漏为宜。图30为典型滑块结构设计。所用焊接小车通常需要专门设计,其主要缺点是滑块容易磨损表16龙n压力架式煤剂一铜垫单面焊荻面成形埋弧焊工艺参数钢板厚度7W装配间隙/所焊丝直彳沙厮焊接电流/A电弧电压/V焊接速度/cm.mi
34、E132330042021294742344505002g3140.55234520560313337.5634550SOO33353746734M口z58。353734*58344680z7203537,329344720730363627.51044780820364027.E12E4S50900394.123145488092039412L6逐面庠胸一次成形埋孤焊采用巨网双弧屏是更理想的方裱,表LF列出了水冷滑坡衣筐埋孤焊的工艺领,焊隹间距船在301503111内调1节.焊件庠传,加1间源/im厚it直律/mm母楼电流剌弧电压/V焊傍速件一/cm.mn)主熠主辅主63q3和入5bo2&a
35、mp;C333?834360025C3132333?10dq37007B02而31y353312Jq3sao34333E3114663S5O35t40C3!W3537211655385aP0Q油nc3g353725LS05N如g则3-3T加21?0653JBQIOEOtooiec3升1021c.热固化焊剂衬垫法。热固化焊剂衬垫是由条状热固化焊剂和石棉布、瓦楞纸等制成的,图31为其典型构造。其各部分功能及组成特点为:双面粘贴带用来使衬垫紧贴焊件;热收缩薄膜使衬垫保持预定形状,防止内部组成物移动数为4.5%的酚醛或苯酚树脂、质量分数35%的铁粉、质量分数为17.5%的硅铁等加热固化而制成,当加热到
36、80100C使树脂液化,把焊剂、铁粉等粘结在一起,温度升到100150c时树脂固化而成一定板条状,焊接时板条基本不熔化,能有效的防止熔池液体金属流溢,控制焊缝背面成形;石棉布作为耐火材料保护焊剂衬垫;弹性垫用瓦楞纸或较硬石棉板,使衬垫便和受潮;玻璃纤维带使表面柔软,便于与不十分平整的接缝背面贴合:热固化焊剂,用一般焊剂加适量热固化物质,如质量分于固定。商品化热固化焊剂衬垫做成600mm左右标准长度,使用时可按图32所示用磁性夹具等固定在焊件背面,这样就可以解决难以使用前述焊剂铜垫、水冷滑块的略带曲率的对接焊缝的单面焊双面成形问题。止匕外,还有一种主要成分为SiO2和A2LO3的中性陶瓷衬垫,其
37、使用性能很好,也是一种有前途的衬垫。图31物固化焊剂垫构造1一双苴粘贴帝2热收缩薄便3 玻璃纤维布4一热固化焊剂5一石漏布6一弹性垫图32热固化焊剂骰的安装方法1一焊件2一热优焊剂空3一磁铁4一托板5一调节螺钉5)窄间隙埋弧焊厚度在50mm以上,焊件若采用普通的V形或U形坡口埋弧焊,则焊接层数、道数多,焊缝金属填充量及所需焊接时间均随厚度成几何级数增长,焊接变形也会非常大且难以控制。窄间隙埋弧焊就是为了克服上述弊端而发展起来的,其主要特点为:窄间隙坡口底层间隙为1235mm,坡口角度为1°7°,每层焊缝道数为13,常采用工艺垫板打底焊。为避免电弧在窄坡口内极易诱发的磁偏吹,
38、通常采用交流电弧而不采用直流电弧,晶闸管控制的交流方波电源是一种理想的电源。为了提高窄坡口埋弧焊的熔敷和焊接速度,采用用列双弧焊是有效途径,如AC-AC或DC-AC组合的串列双弧。其中AC-AC串列双弧宜采用图26b、c所示的两种电源供电方式,它们将分别使前后电弧的电流产生相位差,从而使用列电弧彼此作用力减小,以利于焊接过程稳定进行。为使焊丝送达厚板窄坡口底层,需设计能插入坡口内的专用窄焊嘴,焊丝夕卜伸长度常取为5075mm,以获得较高熔敷速率。要采用专用焊剂,其颗粒度一般较细,脱渣性应特好,为满足高强韧性焊缝金属性能,大多采用高碱度烧结型焊剂。为保证焊丝和电弧在深而窄坡口内的正确位置,采用自
39、动跟踪控制常常必须的。例1.400t/h锅炉超高压汽包下降管马鞍型焊缝的焊接。汽包设计参数如下:设计压力:9=16MPa;设计温度:T=350C;水压试验压力:pt=24MPa。(1)工件材料与接头形式;汽包筒身材料:BHW35厚93mm;下降管材料:BHW35厚75mm;BHW35成分及力学性能,见表18化学成份(质量分数)(%)力学性能/MPaCMnSiNiMoCrSP1(Tb0-s(Tb0-s<0.161.01.60.10.50.61.00.20.40.20.4<0.025<0.025>569>392>510>333下降管与筒身联接接头坡口,见图
40、3%图34下降管马鞍缝坡口图(2)焊接工艺(含热处理及检验)1)装配定位焊(内侧)预热温度:TPr>100焊条-E5015(J507),()4.0mm定位焊层数:1层2)埋弧焊预热温度:Tpr>180焊机:国产ZMZ-500马鞍形连接管埋弧焊丝:H08Mn2MoA,()3.0mm焊剂:HJ330;焊接工艺参数:底层焊道:电流350370A;电压2830V;焊接速度3昂40cm/min;坡口内焊道:电流430450A;电压,3234V;焊接速度3337cm/min;补强层焊道:电流350370A;电压2830V;焊接速度3740cm/min;表面补焊用E6015,(J607),44.
41、0mm:旱条。3)内壁趁热或预热(TPr180C)碳弧气刨清根。4)立即进行中间(去应力)热处理:(530560C)。X3ho5)内壁底层打磨,进行100%的磁粉检验。6)内侧焊条电弧焊预热温度:TPR>180C;焊条:E6015(J607),e5.0mm7)焊缝经100%的超声波检验和磁粉检验。8)去氢处理:350cN12)h例2.4300kW电动机空心轴环缝焊接f2500图3543E购电动机空心轴结构图(材料I-Q345C16Mn)11-30?1)工件结构与材料如图35所示。(2)工件组装1)在可转动的立式工作台上,R段在下,I段在上。每条环缝圆周围上放4块工艺垫块,以保证坡口尺寸。2)预热用工频感应加热,电源为400KVA可调
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025绿化苗木采购合同样本
- 股票出货协议书范本
- 2025年03月浙江台州市玉环市事业单位公开招聘工作人员74人笔试历年典型考题(历年真题考点)解题思路附带答案详解
- 2025年03月广东深圳市光明区统计局公开招聘(选聘)专干4人笔试历年典型考题(历年真题考点)解题思路附带答案详解
- 2025年03月国家卫生健康委统计信息中心应届毕业生公开招聘1人笔试历年典型考题(历年真题考点)解题思路附带答案详解
- 物理试题2025年东北三省四城市联考暨沈阳市高三质量监测(二)及答案
- 重庆五一职业技术学院《俄汉互译口译》2023-2024学年第二学期期末试卷
- 户用和村用风光互补发电系统控制器及逆变器项目安全风险评价报告
- 湖南幼儿师范高等专科学校《BIM协同设计》2023-2024学年第一学期期末试卷
- 成都工贸职业技术学院《基础化学实验二》2023-2024学年第二学期期末试卷
- 六年级下册数学教案-比例 西师大版
- 抗日英雄人物杨靖宇介绍
- AI驱动的可持续能源发展
- 整本书阅读《林海雪原》【知识精研】六年级语文下册 (统编版五四制2024)
- 健康日用品设计与研发趋势
- 【化学】常见的盐(第1课时)-2024-2025学年九年级化学下册(人教版2024)
- 新人教版初中英语七至九年级全部课本单词
- 宜宾市新能源产业有限公司招聘笔试冲刺题2025
- 数字化背景下国有企业财会监督体系的构建与实践创新
- 龙游经济开发区下属国资公司招聘笔试冲刺题2025
- 《海上风电设备运输规范》
评论
0/150
提交评论