



下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、焊接工艺评定报告工程(产品)名称评定报告编号委托单位工艺指导书编号项目负责人依据标准建筑钢结构焊接规程(JGJ181-2002)试样焊接单位施焊时间焊工资格代号级别母材钢号规格供货状态生产厂化学成分和力学性能C(%)Mn(%)Si(%)S(%)P(%)s(MPa)b(MPa)5(%)(%)Akv(J)标准合格证复验碳当量公式焊接材料生产厂牌号类型直径(mm)烘干制度(×h)备注焊条焊丝焊剂或气体焊接方法焊接位置接头形式焊接工艺参数见焊接工艺评定指导书清根工艺焊接设备型号电源及极性预热温度()层间温度()后热温度()及时间(min)焊后热处理评定结论:本评定按建筑钢结构焊接规程(JGJ
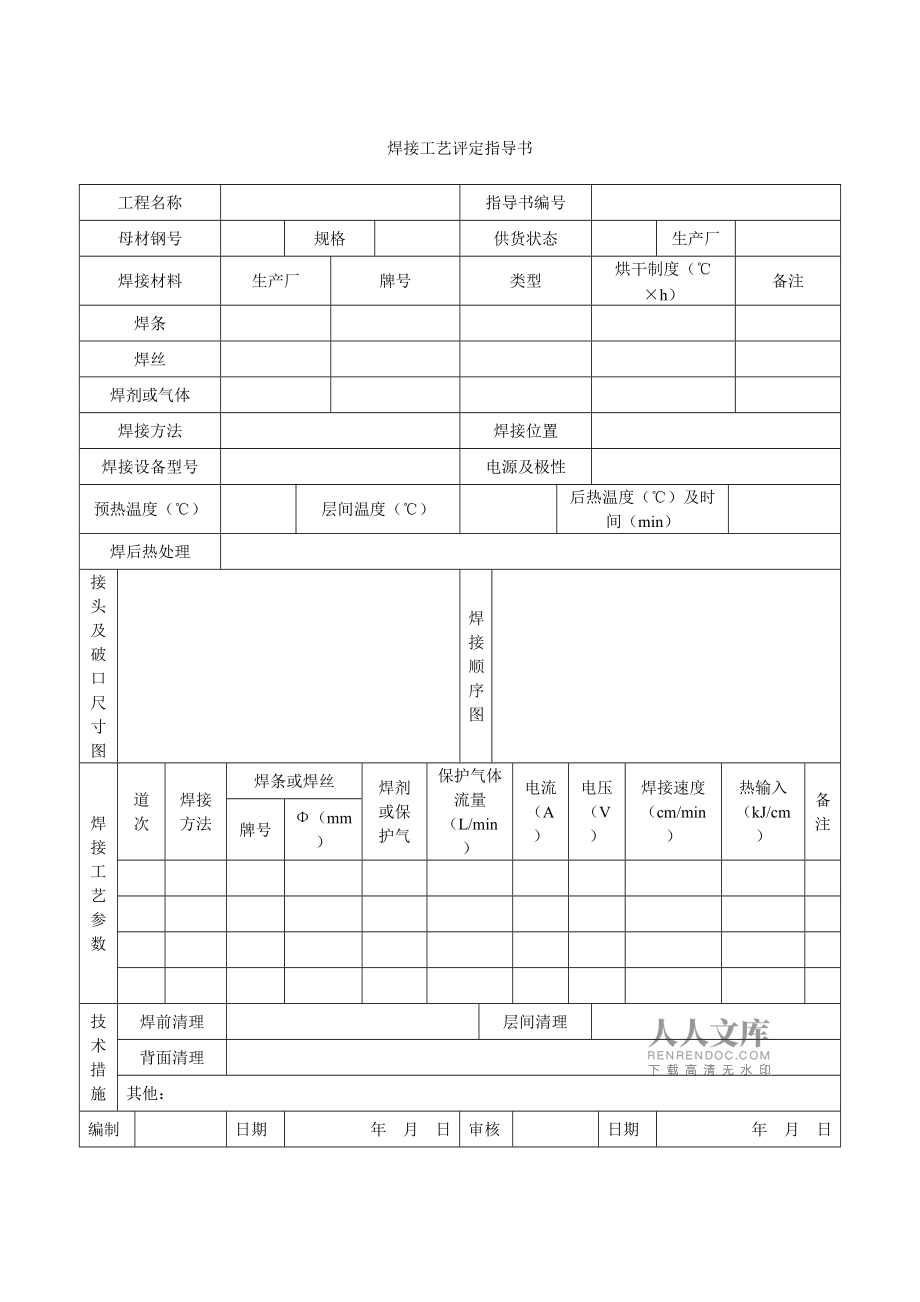
2、181-2002)规定,根据工程情况编制工艺评定指导书,焊接试件,制取并检验试样,测定性能,确认试验记录正确,评定结果为: 。焊接条件及工艺参数适用范围按本评定工艺指导书执行。评定 年 月 日评定单位: (签章) 年 月 日审核 年 月 日技术负责 年 月 日焊接工艺评定指导书工程名称指导书编号母材钢号规格供货状态生产厂焊接材料生产厂牌号类型烘干制度(×h)备注焊条焊丝焊剂或气体焊接方法焊接位置焊接设备型号电源及极性预热温度()层间温度()后热温度()及时间(min)焊后热处理接头及破口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气体流量(L/min)电流(A)
3、电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号(mm)技术措施焊前清理层间清理背面清理其他:编制日期 年 月 日审核日期 年 月 日焊接工艺评定记录表工程名称指导书编号焊接方法焊接位置设备型号电源及极性母材钢号类型生产厂母材规格供货状态接头尺寸及施焊道次顺序焊接材料焊条牌号类型生产厂批号烘干温度()时间(min)焊丝牌号规格(mm)生产厂批号焊剂或气体牌号规格(mm)生产厂烘干温度()时间(min)施焊工艺参数记录表道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注施焊环境室内/室外环境温度相对湿度%预热温度()层间温度()后热温度()时间(min)后热处理技术措施焊前清理层间清理背面清根其他焊工姓名资格代号级别施焊日期 年 月 日记录日期 年 月 日审核日期 年 月 日焊接工艺评定检验结果非破坏检验试验项目合格标准评定结果报告编号备注外观X光超声波磁粉拉伸试验报告编号弯曲试验报告编号试样编号s(MPa)b(MPa)断口位置评定结果试样编号试验类型弯心直径D(mm)弯曲角度评定结果D= D= D= D= 冲击试验报告编号宏观金相报告编号试样编号缺口位
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 秘书工作中的客户关系管理计划
- 超车技巧和并线原则的实践教学研究
- 提升工作价值感的解决方案计划
- 加强人事部门的专业培训计划
- 2025混凝土购销合同
- 企业管理与团队建设实践
- 大数据在科技创新中的角色与影响
- 儿童健康教育与保健产品分析
- 学校环保建筑与绿色设施设计
- 团队协作中学生责任的划分与执行
- 2025届山东省青岛市高三下学期一模英语试题(原卷版+解析版)
- 10.2 常见的酸和碱(课件)-2024-2025学年九年级化学人教版下册
- 2025届福建省厦门市高三第二次质量检测地理试题(原卷版+解析版)
- 三对三篮球赛记录表
- 水利监理规划(水利部)
- KTV包房音响系统设计方案
- GB_T3162-1991_滑动轴承薄壁轴瓦尺寸、结构要素与公差
- 中国银行房屋抵押银行贷款合同
- 如何挖掘商机PPT课件
- 最新餐厅众筹方案
- 平行四边形培优专题训练
评论
0/150
提交评论