



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、火力发电厂高温高压管道上管座焊接 文章作者: 文章期数:鲁福魁 ( 山东省电力建设第三工程公司,潍坊 261031 ) 摘要:在火力发电厂安装施工中,高温高压大径管道上接管座很多,选择合适的焊接材料、焊接工艺和热处理工艺,获得满意的焊接接头。 关键词:火力发电厂;异种钢焊接;焊后热处理 Tube Seat Weldings on high temperature and high pressure pipelines in thermal power station Lufukui (Shandong province No.3 power station construction compa
2、ny,weifang 261031) ABSTRACT:In construction of thermal power station,there are lots of tube seat weldings on high temperature and high pressure pipelines.We get suitable welded joints by using right welding materials,welding procedure and heat treatment procedure. KEY WORDS: thermal power station;di
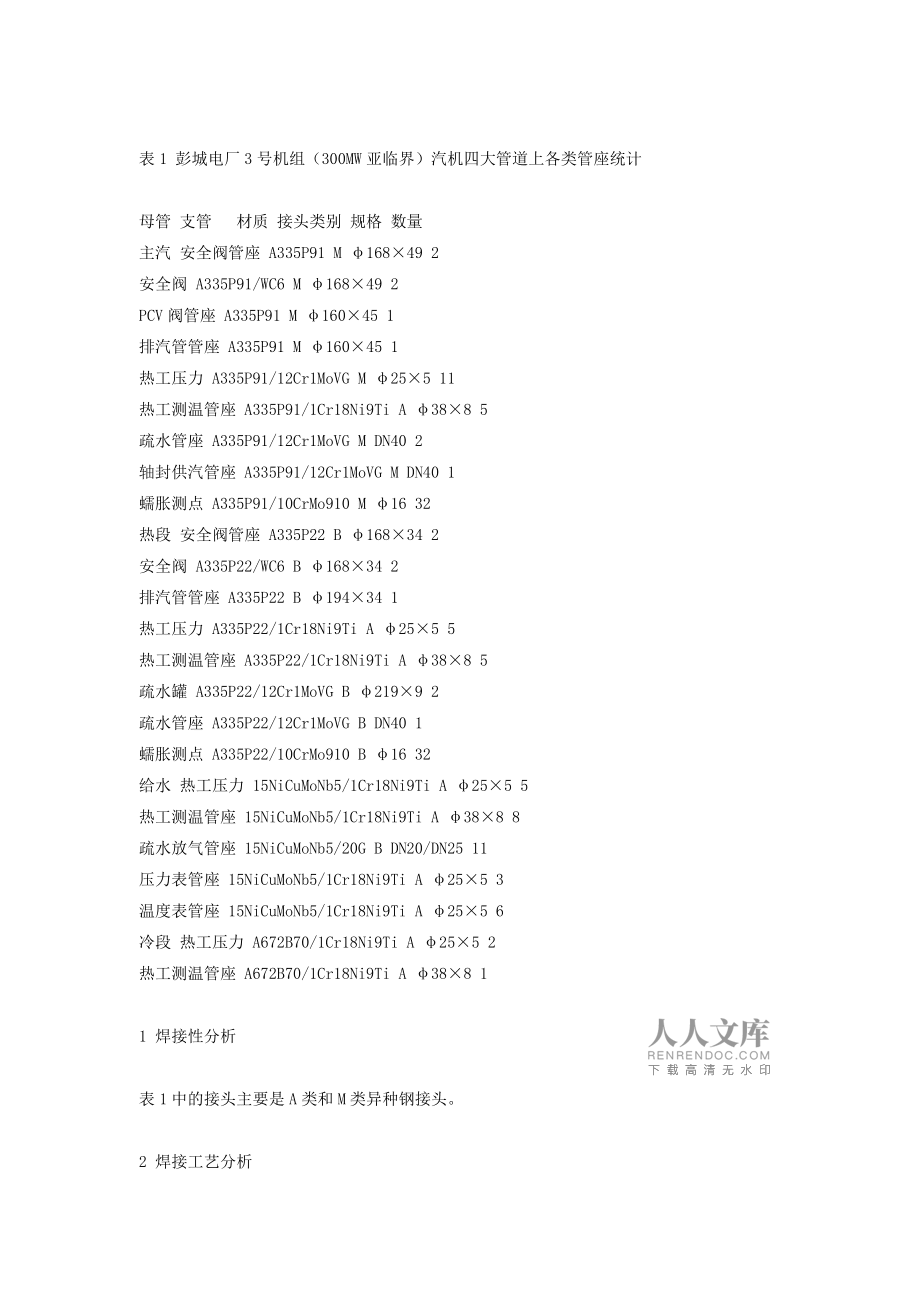
3、ssimilar steel welding;post weld heat treatment 随着电力工业的迅速发展,到2005年底全国将拥有1000 MW及以上装机容量的火电厂超过120座,高参数、大容量、超临界压力和超临界火力发电机组的不断涌现,对电站焊接接头的质量要求也不断提高,增大蒸汽温度、压力则必然要求钢材有更高的高温强度,所以电力技术的发展在很大程度上依赖于材料技术的发展水平,焊接技术又决定了材料的使用,所以焊接技术也要紧跟材料技术的发展不断发展提高。高温、高压管道与管座壁厚差别大,多数属于异种钢接头,与锅炉小径管道相比,汽机四大管道设计寿命要长的多,且汽机四大管道接头都是现场施
4、工,焊接条件差,必须制定严格的焊接、热处理工艺,才能保证焊接质量。由于目前同径管接头焊接、热处理工艺已经很成熟,无损探伤也成熟,因此汽机四大管道上各类管座焊接质量的提高将会将管道整体焊接质量上升到更高水平,加之以前这方面的总结经验较少,通过这次活动,拿出比较好的经验出来。 表1 彭城电厂3号机组(300MW亚临界)汽机四大管道上各类管座统计 母管 支管 材质 接头类别 规格 数量 主汽 安全阀管座 A335P91 M 16849 2 安全阀 A335P91/WC6 M 16849 2 PCV阀管座 A335P91 M 16045 1 排汽管管座 A335P91 M 16045 1 热工压力 A
5、335P91/12Cr1MoVG M 255 11 热工测温管座 A335P91/1Cr18Ni9Ti A 388 5 疏水管座 A335P91/12Cr1MoVG M DN40 2 轴封供汽管座 A335P91/12Cr1MoVG M DN40 1 蠕胀测点 A335P91/10CrMo910 M 16 32 热段 安全阀管座 A335P22 B 16834 2 安全阀 A335P22/WC6 B 16834 2 排汽管管座 A335P22 B 19434 1 热工压力 A335P22/1Cr18Ni9Ti A 255 5 热工测温管座 A335P22/1Cr18Ni9Ti A 388 5
6、疏水罐 A335P22/12Cr1MoVG B 2199 2 疏水管座 A335P22/12Cr1MoVG B DN40 1 蠕胀测点 A335P22/10CrMo910 B 16 32 给水 热工压力 15NiCuMoNb5/1Cr18Ni9Ti A 255 5 热工测温管座 15NiCuMoNb5/1Cr18Ni9Ti A 388 8 疏水放气管座 15NiCuMoNb5/20G B DN20/DN25 11 压力表管座 15NiCuMoNb5/1Cr18Ni9Ti A 255 3 温度表管座 15NiCuMoNb5/1Cr18Ni9Ti A 255 6 冷段 热工压力 A672B70/1
7、Cr18Ni9Ti A 255 2 热工测温管座 A672B70/1Cr18Ni9Ti A 388 1 1 焊接性分析 表1中的接头主要是A类和M类异种钢接头。 2 焊接工艺分析 由于A类异种钢接头和M类异种钢接头,两侧钢种化学成分、金相组织、物理性能差别较大,焊接时必须选用合适的工艺才能获得满意的焊接接头,根据接头形式、规格选择焊接方法、焊接材料、焊接参数和热处理工艺。 2.1焊接方法 根据接头形式、管件规格选择焊接方法:主给水(15NiCuMoNb5)、主蒸汽(A335P91)、再热热段(A335P22)、再热冷段(A672B70CL32)上焊接热工压力取源管座采用氩弧焊,其它管座和焊口采
8、用氩弧焊打底+电焊填充盖面焊接方法,主蒸汽(A335P91)上焊接各管座、安全阀氩弧焊打底和前两道电焊时,在管道内充氩气保护,防止根部氧化,采用小电流,薄焊层,多层多道焊接工艺,每层厚度不超过焊条直径。 2.2焊接材料的选择 焊接材料的选择是异种钢焊接的关键,考虑接头形式、管件规格、控制焊缝熔合比、焊后热处理和目前公司焊接工艺评定等因素,焊材选用见表2;由于目前没有A335P91/1Cr18Ni9Ti焊接工艺评定,结合热工仪表管安装要求,采用中间加套管措施进行过渡,在A335P91/1Cr18Ni9Ti之间加材质为12Cr1MoVG过渡套管,这样就成了A335P91/12Cr1MoVG和12C
9、r1MoVG/1Cr18Ni9Ti焊接,有相应的焊接工艺评定,焊接流程如下图1: 图1 主蒸汽管道(A335P91)上焊测温插座焊接流程 表2 异种钢接头焊材选用 母管 支管 材质 支管规格 数量 焊接材料 主蒸汽 安全阀 A335P91/WC6 16849 2 R40/R407 热工压力管座 A335P91/12Cr1MoVG 255 11 ER90S 热工测温管座 12Cr1MoV/1Cr18Ni9Ti 388 5 TGS-310 蠕胀测点 A335P91/10CrMo910 16 32 ENiCrFe-3 再热热段 安全阀 A335P22/WC6 16834 2 R30/R307 热工压
10、力管座 A335P22/1Cr18Ni9Ti 255 5 TGS-310 热工测温管座 A335P22/1Cr18Ni9Ti 388 5 TGS-310/A307 疏水罐 A335P22/12Cr1MoVG 2199 2 R31/R317 蠕胀测点 A335P22/10CrMo910 16 32 ENiCrFe-3 主给水 热工压力管座 15NiCuMoNb5/1Cr18Ni9Ti 255 5 TGS-310 热工测温管座 15NiCuMoNb5/1Cr18Ni9Ti 388 8 TGS-310/A307 疏水放气管座 15NiCuMoNb5/20G DN25/DN20 11 ER80S/E9
11、018-G 减温水、旁路 15NiCuMoNb5/20G 16822 3 ER80S/E9018-G 给水再循环、减温水 15NiCuMoNb5/20G 10814 4 ER80S/E9018-G 再热冷段 热工压力管座 A672B70/1Cr18Ni9Ti 255 2 TGS-310 热工测温管座 A672B70/1Cr18Ni9Ti 388 1 TGS-310/A307 注:热段蠕胀测点焊接,因考虑焊后不进行热处理,故选用镍基焊材。 2.3坡口形式 考虑管座氩弧焊打底质量,管座采用5060的V形坡口,母管则开与管座内径一样的孔,不再打坡口,如下图。母管开孔全部采用机械加工方法,严禁用火焰切
12、割开孔,保证管座坡口和母管开孔处无裂纹、重皮、无油污锈蚀等。 图2 安全阀管座坡口加工图 2.4焊接工艺 管座及母管打磨符合规范要求,组对好并装配牢固,先用氩弧焊点固焊3点,焊接材料、焊接工艺和预热温度等均应与正式施焊相同,点固后要认真检查每个焊点质量,如有缺陷应立即清除,重新点固,对于壁厚大于25mm,管径大于160mm的管座我们采用两人对称施焊,并采用多层多道焊;施焊中,要注意焊接接头和收弧的质量,收弧时应填满熔池,多层多道焊的焊道接头应错开,管座和母管焊缝过渡要平滑,因为此处壁厚变化大,应力最为集中。 2.5热处理工艺 主蒸汽管道、再热热段管道、主给水管道上管座焊前预热,预热温度按主管要
13、求,采用远红外电加热,加热范围如图3所示:焊接过程中层间温度不低于预热温度,主管材质为A335P91,层间温度不高于300,其他材质,层间温度不高于400。主蒸汽管道、再热热段管道上的蠕胀测点焊前按母管要求进行预热,由于采用镍基焊材,没有进行焊后高温回火处理,同一母管上焊接同类、同材质管座距离较近时(如热工压力取源管座),为避免同一段管道高温处理次数超过2次,争取一次焊完较近的管座,一次性高温回火处理完。 表3 各异种钢接头焊后热处理温度 材质 母管规格 支管规格 焊接材料 热处理温度 A335P91/WC6 16849 16849 ER90S/E9018-B9 750 A335P91/12C
14、r1MoVG 45542.5 255 ER90S 760 12Cr1MoVG/1Cr18Ni9Ti 45542.5 388 TGS-310 / A335P91/10CrMo910 45542.5 16 ENiCrFe-3 / A335P22/WC6 16834 16834 R30/R307 720750 A335P22/1Cr18Ni9Ti 747.542.5 255 TGS-310 / A335P22/1Cr18Ni9Ti 747.542.5 388 TGS-310/A307 / A335P22/12Cr1MoVG 56026 2199 R31/R317 720750 A335P22/10C
15、rMo910 747.542.5 16 ENiCrFe-3 / 15NiCuMoNb5/1Cr18Ni9Ti 355.626 255 TGS-310 / 15NiCuMoNb5/1Cr18Ni9Ti 355.626 388 TGS-310/A307 / 15NiCuMoNb5/20G 355.626 DN25/DN20 ER80S/E9018-G 590 图3安全阀管座预热、热处理加热片布置图 2.6管道布置要求 四大管道上的疏水管道和热工压力取源管布置要合理,设有U形膨胀弯,如图4,留有膨胀余量,防止机组启动、停机时,管道膨胀、收缩受限,造成管座根部应力集中过大,导致管座焊缝产生裂纹,最终发生泄露。 图4 U型膨胀弯设计 3 无损检验 焊前所有合金钢管件进行了光谱复核,防止管件材质有误。管座焊接并热处理完后,及时进行无损探伤,采用表面渗透探伤,防止表面有开口形缺陷,并进行了100%光谱复核,防止用错焊材,并对热处理后的焊缝做了100%硬度检验,没有超标的,全部符合规范要求。 4 结论 彭城电厂#3、#4机组四大管道上焊接的各管座质量优良,投产1年来,没有发生渗漏,为机组稳定运行创造了基础。高温高压管道上焊接各类管座,严格控
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 林地开路协议书
- 林地转租协议书
- 架子安全协议书
- 2025年中医儿科三基试题及答案
- 2025年中医院实操考试题及答案
- 2025年仓库收货考试题及答案解析
- 2025年免疫治疗在自身免疫性肠道疾病治疗中的应用突破
- 柿子销售协议书
- 树枝收集协议书
- 校内住宿协议书
- 2024年 河南中豫国际港务集团有限公司招聘笔试参考题库附带答案详解
- 润滑油基础油技术手册 2022年版本
- 亚马逊站外精准引流推广
- ebsd电解抛光工艺
- 生成式对抗网络课件
- 毕业设计(论文)核桃剥壳机设计(全套图纸三维)
- 佛教项目营销策划案例
- 业主委员会及其成员工作职责
- 元学习与少样本学习
- 金匮要略讲义全套教学课件
- 上海市房地产登记申请书(初始登记)
评论
0/150
提交评论