

下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、The concept of the plastic forming(Sheet metal forming)塑性成形(金属板料成型)概念:sheet metal forming are those which force applied to a piece of sheet metal to modify its geometry rather than remove any material. The applied force stresses metal beyond its yield strength, causing the material to plastically de
2、form, but not to fail. By doing so, the sheet can be bent or stretched into a variety of complex shapes. Sheet metal forming processes include the following 板料成型工艺是在外力作用下改变金属板料的几何形状而不是去除任何材料。施加在金属上的外力取决于其屈服强度,使其产生塑性变形但不是失效。通过这种方法,金属板料可以被弯曲或者拉伸成为各种复杂的形状。金属板料成型工艺包括以下:Bending 弯曲成型1.concept概念:A force is
3、 applied to a piece of sheet metal, causing it to bend at an angle and form the desired shape. The bending operation causes deformation along one axis, but a sequence of several different operations can be performed to create a complex part. Bent parts can be quite small, or up to 20 feet in length.
4、 A bend can be characterized by several different parameters弯曲成形是一个外力作用在一个金属板上,引起了一个角度的弯曲而得到我们所需要的形状。弯曲变形会引起沿着一个弯曲轴的变形,但是一系列不同的操作会产生一个复杂的部分。弯曲部分可能会非常小,也有可能会达到20英尺那么长。弯曲可以通过一些参数来表示:弯曲线bend line 模外线outside mold line 法兰长flange length 模线距mold line distance 弯曲轴bend axis 弯曲宽bend length弯曲半径bend radius 弯曲角b
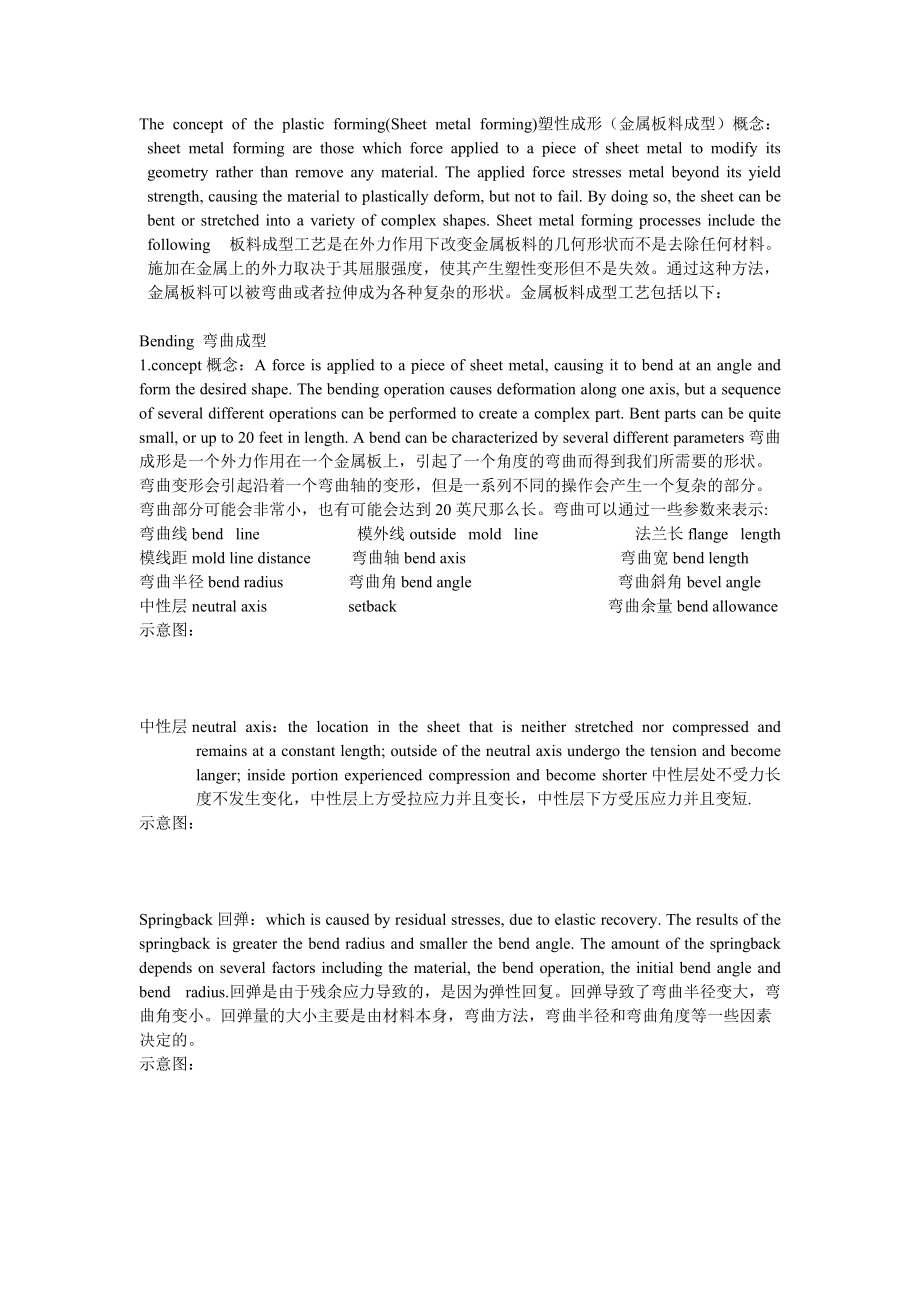
5、end angle 弯曲斜角bevel angle中性层neutral axis setback 弯曲余量bend allowance示意图:中性层neutral axis:the location in the sheet that is neither stretched nor compressed and remains at a constant length; outside of the neutral axis undergo the tension and become langer; inside portion experienced compression and be
6、come shorter中性层处不受力长度不发生变化,中性层上方受拉应力并且变长,中性层下方受压应力并且变短.示意图:Springback回弹:which is caused by residual stresses, due to elastic recovery. The results of the springback is greater the bend radius and smaller the bend angle. The amount of the springback depends on several factors including the material,
7、the bend operation, the initial bend angle and bend radius.回弹是由于残余应力导致的,是因为弹性回复。回弹导致了弯曲半径变大,弯曲角变小。回弹量的大小主要是由材料本身,弯曲方法,弯曲半径和弯曲角度等一些因素决定的。 示意图:Components of the press brake压力机组成:punch凸模,die凹模,back gauge后靠规,hydraulic ram液动压头,bed床身。Two kinds of bending in V-bending两种不同的V形弯曲的方法(1)air bending空气弯(2)bottomi
8、ng底部弯示意图:Wipe bending(or edge bending角弯)示意图:Design rules:bend location弯曲位置:a bend must located where enough material is present, and preferable with straight edge. The width of this flange should be equal to at least 4 times the sheet thickness plus the bend radius.弯曲必须位于有足够的材料除处并且必须位于较好的直边处。法兰宽度必须大
9、于板厚与弯曲半径之和的四倍。bend radius弯曲半径:use a single bend radius for all bends to eliminate additional toolings and setups所有弯曲都使用相同的弯曲半径便于简化模具结构。holes and slots too close to a bend may be distorted. The distance of such features from the bend should be equal to at least 3 times the sheet thickness plus the be
10、nding radius孔,缝等要素不能太接近于弯曲,可能发生畸变。这些要素距离弯曲处的距离必须在板厚与弯曲半径之和的三倍以上。Roll forming轧辊成型Actually Roll forming is a metal forming process that shaped through a series of bending operations. The sheet metal stock is fed through a series of roll stations. Each station has a roller and also there have a roller
11、die positioned on both sides of the sheet. When the sheet forced into the station, it deforms and bends. And the roller die are lubricated to reduce friction between the die and the sheet, thus reducing the tool wear. Also, lubricant can allow for a higher production rate, which also depends on the
12、thickness of the sheet and the number of roller station and also the radius of each bend.实际上,轧辊成型是板料通过一系列的弯曲之后成型的方法。板料被送入一系列的滚压工序中,每一个工序都有一个辊子和有一个辊模,它们在板料的两边起成型和定位作用。当板料没送入工序时,它发生弯曲变形。为了减小模具和板料之间的摩擦力,在辊模上使用润滑,因此也减小了工具的磨损。同时润滑剂还可以在一定的条件下产生一个更高的生产率。当然,生产率主要是根据板料的厚度,滚压的工序数量,以及弯曲半径所决定的。示意图:Example: the
13、out line of the photo frame 像框的边框 图:Deep drawing拉深A tool pushes downward on the sheet metal, forcing it into a die cavity in the shape of the desired part. Deep drawing is most effective with ductile metals, such as aluminum, brass, copper, and mild steel. The form shape included tanks, cups, cans,
14、pots, and pans. The deep drawing system are made of several parts including the blank, blank holder, punch, die. The blank is clamped by the blank holder over the die, which has a cavity in external shape of the part. A tool called punch moves downward into the blank and draws, or stretches, the mat
15、erial into the die cavity. And after a part is completely drawn, the punch and blank holder can be raised and the part removed from the die. The portion of the sheet metal that was clamped under the blank holder may form a flange around the part the can be trimmed off. Because of the wear which is from the forces applied to the sheet metal and where is between the die and the punch. Therefore the die and the punch are made of tool steel or carbon steel.一个工具向下推金属板料,使其进入一个有设计形状要求部分的腔中。拉深通常用于延展性好的材料如铝,黄铜,铜,和低碳钢。可成型的形状有:罐状,杯状,壶状,盘状。整个拉深系统由毛坯,压边圈,凸模,凹模组成。在凹模的上方是毛坯和压边圈,压边圈其固
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026四川自贡市荣县建设工程质量检测所劳务派遣人员招聘1人考试备考题库及答案详解
- 2026年东营区高层次人才选聘考试备考试题及答案详解
- 2026秋季福建泉州市南安市钱山小学顶岗教师招聘笔试备考题库及答案详解
- 2025年江西省南昌市社区工作者招聘笔试试题及答案详解
- 2026北京体育大学博士后招收笔试模拟试题及答案详解
- 2026年郴州市苏仙区社区工作者招聘考试模拟试题及答案详解
- 2026浙江宁波市镇海区龙赛医疗集团招聘编外人员2人(7-7)笔试备考题库及答案详解
- 2026年安徽省宿州市网格员招聘笔试参考题库及答案详解
- 2026年河南省洛阳正骨医院(河南省骨科医院)招聘博士研究生43名考试备考题库及答案详解
- 2026湖北鄂州市中心医院樊口院区招聘5人笔试备考题库及答案详解
- 粮食公司存粮管理办法
- 维生素E的生理功能
- 反诈培训诈骗知识内容课件
- 房室传导阻滞的健康宣教
- 2025年山东青岛工程职业学院招聘考试笔试试题(含答案)
- DZ/T 0089-1993地质钻探用钻塔技术条件
- 雇佣兵中文合同协议
- 贵州师范学院《人工智能时代的生物基材料前沿》2023-2024学年第二学期期末试卷
- 第一 二章综合测试卷 北师大版八年级数学上册
- 100以内两位数进位加法退位减法计算题-(直接打印版)
- 血透室医疗垃圾分类
评论
0/150
提交评论