


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、江苏东方汽车装饰件总厂 编 号:DF/QP-82006质量体系程序文件 版 本:B 修改状态:0过程能力研究控制程序江苏东方汽车装饰件总厂文件编号: DF/QP-82006第1页 共 4 页版本号B修改状态0过程能力研究控制程序拟制审核批准日期日期日期受 控 号发布日期实施日期受控日期2009.10.102009.10.152009.10.10修 改 记 录修改号版本号修改日期修改内容修改人审核人批准人1B2009.10.05修改不符合TS16949:2009条款的内容姜锁军陆忠良 陆忠良1、 目的采用适当的控制手段,对产品的生产的每个过程进行研究及控制。2、适用范围 本厂生产制造的各个阶段控
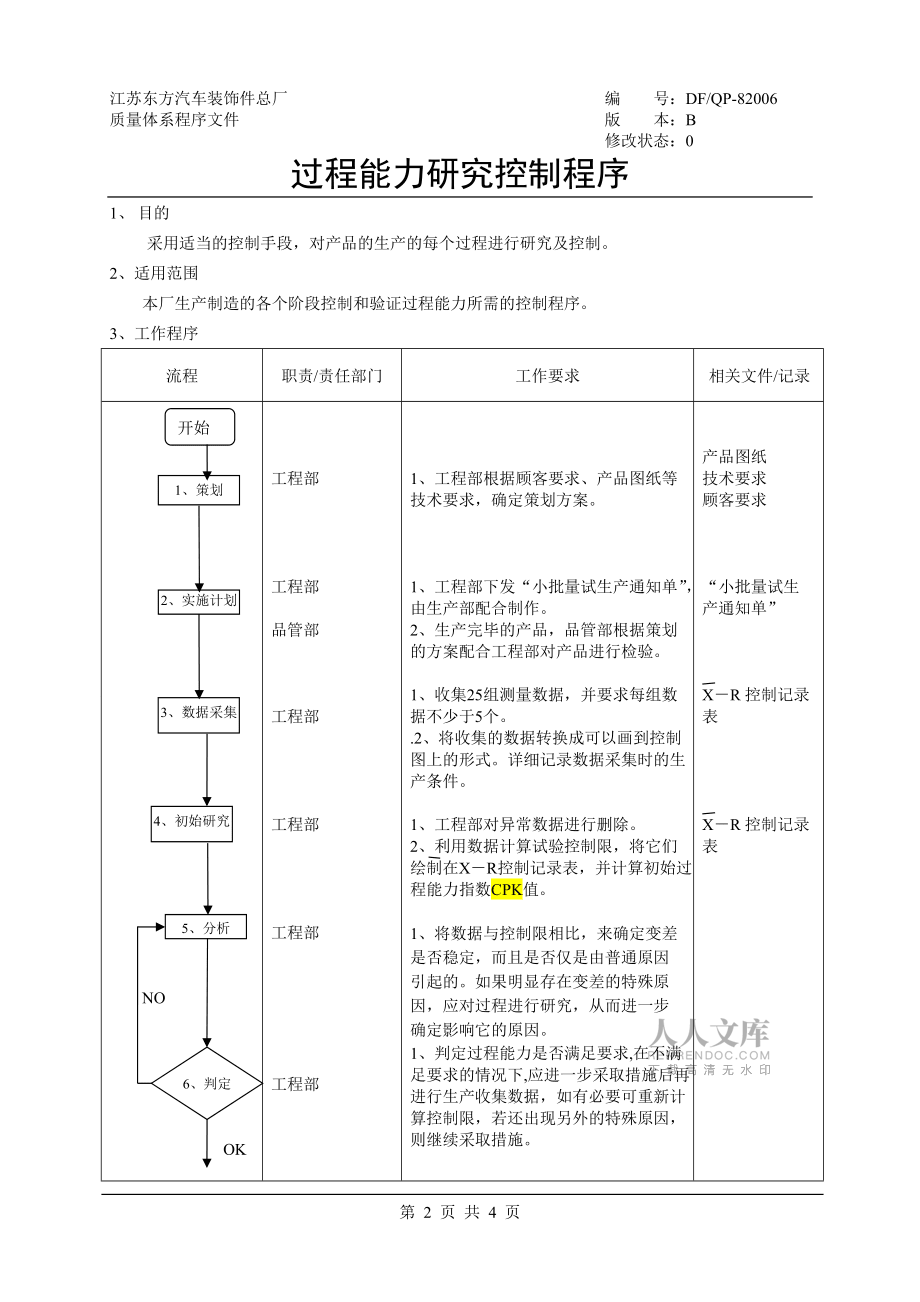
2、制和验证过程能力所需的控制程序。3、工作程序流程职责/责任部门工作要求相关文件/记录开始1、策划2、实施计划3、数据采集4、初始研究5、分析 NO6、判定 6、判定OK工程部工程部品管部工程部工程部工程部工程部1、工程部根据顾客要求、产品图纸等技术要求,确定策划方案。1、工程部下发“小批量试生产通知单”,由生产部配合制作。2、生产完毕的产品,品管部根据策划的方案配合工程部对产品进行检验。1、收集25组测量数据,并要求每组数据不少于5个。.2、将收集的数据转换成可以画到控制图上的形式。详细记录数据采集时的生产条件。1、工程部对异常数据进行删除。2、利用数据计算试验控制限,将它们绘制在XR控制记录
3、表,并计算初始过程能力指数CPK值。1、将数据与控制限相比,来确定变差是否稳定,而且是否仅是由普通原因引起的。如果明显存在变差的特殊原因,应对过程进行研究,从而进一步确定影响它的原因。1、判定过程能力是否满足要求,在不满足要求的情况下,应进一步采取措施后再进行生产收集数据,如有必要可重新计算控制限,若还出现另外的特殊原因,则继续采取措施。产品图纸技术要求顾客要求“小批量试生产通知单”XR控制记录表XR控制记录表流程职责/责任部门工作要求相关文件/记录7、能力研究8、确定控制线9、判定OK NO生产件提交10、原因分析采取措施进行验证11、资料归档结束工程部工程部工程部品管部生产部工程部品管部工
4、程部1、当所有特殊原因被消除之后,过程在统计控制状态下运行,可继续使用控制图作为监控工具,也可计算过程能力。1、当进行首次过程研究或重新评定过程能力时,要排除已发现并解决了的特殊原因的任何失控的点,重新计算并描画过程和控制限。确保当与新的控制限相比时,所有的数据点都处于受控状态,如有必要,重复识别/纠正/重新计算。1、判定过程能力是否满足要求。如还出现特殊异常原因,则继续进行原因分析,并采取措施。重新确定的控制范围。1.当从数据中已发现了再次失控原因的情况时,则必须研究操作过程以便确定其原因。然后纠正该原因,并尽可能防止其再发生。2.由于特殊原因是通过控制图发现的,要求对操作进行分析,并且希望操作工或现场检验员有能力发现变差原因并纠正。1、工程部档案管理人员按照质量记录控制程序要求进行归档。XR控制记录表XR控制记录表排列图XR控制记录表纠正和预防措施控制程序质量记录控制程序4、相关文件4.1 DF/QP-85001纠正和预防措施控制程序4.2 DF/QP-42002质量记录控制程序4.3 DF/QP-62001人力资源管理控制程序5、质量记录5.1 DF/QR-84001-01 直方图5.2 D
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 夏季火锅店活动方案
- 夏季手工diy活动方案
- 大量收车活动方案
- 夏季公司拓展活动方案
- 外卖蛋糕活动方案
- 声乐社团安排活动方案
- 大学举行妇女节活动方案
- 大汉跨年活动方案
- 大学生艺术表演活动方案
- 大厦业主活动方案
- 带状疱疹医学课件
- 国开作业《马克思主义基本原理概论》学习行为表现参考(含答案)121
- 全国卷高考标准语文答题卡作文纸3栏800字版
- IATF16949体系培训资料课件
- 事业单位招聘考试《工程建设管理专业知识》真题汇总及答案【含解析】
- 产房实习生带教计划修改版
- 企业安全生产自查台账(建筑施工)
- 初一几何综合练习题
- 综合实践活动评价表完整
- 简历撰写与面试技巧
- 新建区2018年中小学(幼)教师、特岗教师
评论
0/150
提交评论