



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、包晶钢结晶器液位波动的控制王大龙(首钢迁钢公司炼钢分厂,河北 迁安) 摘要:本文分析了直弧连铸机浇注包晶钢时结晶器液位波动产生的原因,并介绍了首钢迁钢公司炼钢分厂采取的控制措施,包括调整结晶器冷却水量、二冷制度、采用专用保护渣、以及提高铸机的拉坯力等。关键词:连铸;包晶钢;液位波动;拉速波动Practice on mold level fluctuation control of practice steelWANG Dalong(steel-making plant of SGQG, qianan ChinaAbstract: The present paper analyzed the c
2、ause that the mold level fluctuation of vertical-bending type caster in casing the peritectit steel, and introduced the solution that the problem at steel-making plant of SGQG including adjustment of the mold cooling and secondary cooling schedules, use of special casting powder and increase in the
3、drawing force and so on.Key words: continuous casting; peritectic steel; mold level fluctuation; speed fulctuation首钢迁钢现有两台板坯连铸机,为VAI设计的直弧形连铸机,从投产以来,浇铸含碳量在0.12-0.15%左右的包晶钢系列时,结晶器液位波动情况时有发生,同时拉速还有±0.01m/min幅度的波动,铸机被迫降低拉速进行浇注,液位波动严重时,结晶器液位自动控制系统也无法使用,给浇注带来了很大影响。相关文献1认为,包晶钢由于凝固过程中,由于包晶相变造成初生坯壳的不均匀性
4、,在出结晶器下口时发生“鼓肚”现象是导致液位波动的根本原因,本文结合实际,在浇注过程采取相应的措施后,浇注包晶钢时液位波动的问题得到了较好的控制。1 迁钢铸机主要技术参数铸机台数和流数 2*2机型 直弧型,连续弯曲连续矫直铸机半径 9000mm冶金长度 约34.5m板坯厚度 230/250mm板坯宽度 1#机9001600mm,2#机11002150mm中包容量 60/65t二冷配水 动态二冷水辊缝 动态轻压下ASTC振动 液压非正弦振动结晶器 可在线调宽年产量 450万吨(两台2 结晶器液位波动描述如图1为典型的结晶器液位波动和拉速波动曲线,其中兰色线为拉速,绿色线为塞棒开度,橘黄色线为结晶
5、器液位。从图中可以看出,拉速在±0.01m/min幅度范围内波动,结晶器液位最大波动可达到±15mm。图1 典型结晶器液位波动图在浇注包晶系列钢种时常常会出现一些有规律的波动,其波动有如下特征:(1液位控制模式从自动切换到手动时,结晶器液位波动不能消除。(2液位波动时将ASTC在动态和静态模式相互切换,波动不能消除。(3 液位波动具有偶发性,不是每浇次产生,有时一段时间无,有时又接连发生,一般在第2炉开始后发生。每次液位波动的情形不完全相同,但大部分波动在同一拉速下有稳定的周期和相近的波形,从多次结晶器液位波动和拉速波动统计出数据来看,在不同的拉速下,鼓肚总是在大约为0.9
6、0m的浇铸长度出现,如表1。表1 拉速波动相关数据拉速(m/min1.01.11.2每分钟波动次数111213波动时间,s5.4554.6频率,Hz0.180.200.22浇铸长度,m0. 860.920.92(4)结晶器液位波动后驱动辊电流也产生明显波动,伴有拉速波动。(5)浇注其他钢种液位正常,设备检查无明显缺陷。(6)波动后铸坯表面有周期性的横向凹陷,类似振痕,两凹陷间隔在100mm左右。 (7)结晶器液位波动主要集中在B、A36等包晶钢种上,其主要成分范围如表2。表2 发生液位波动钢种的主要成分钢种成分%(质量分数)CSiMnPSAltNbB0.130.201.000.0150.015
7、0.030A32/D320.130.201.400.0150.0150.030A36/D360.130.201.300.0150.0100.0300.0303浇注包晶钢液位波动原因分析从上述结晶器液位波动和拉速波动的规律看,可以确定液位波动是由单位时间内出结晶器带液芯铸坯体积发生波动引起的,很有可能是既有坯壳在结晶器出口速度的波动又有钢水在坯壳内有流动综合造成的。从振动力学的角度出发,可以把在铸流里运动动的铸坯看作一个多自由度的有阻尼的受迫振动系统,外界激励有结晶器的振动、驱动辊驱动力以及各段本体有固定频率的振动,阻尼因数有ASTC(动态轻压下对铸坯的弹性压力和铸坯在铸流内受辊子的摩擦阻力。铸
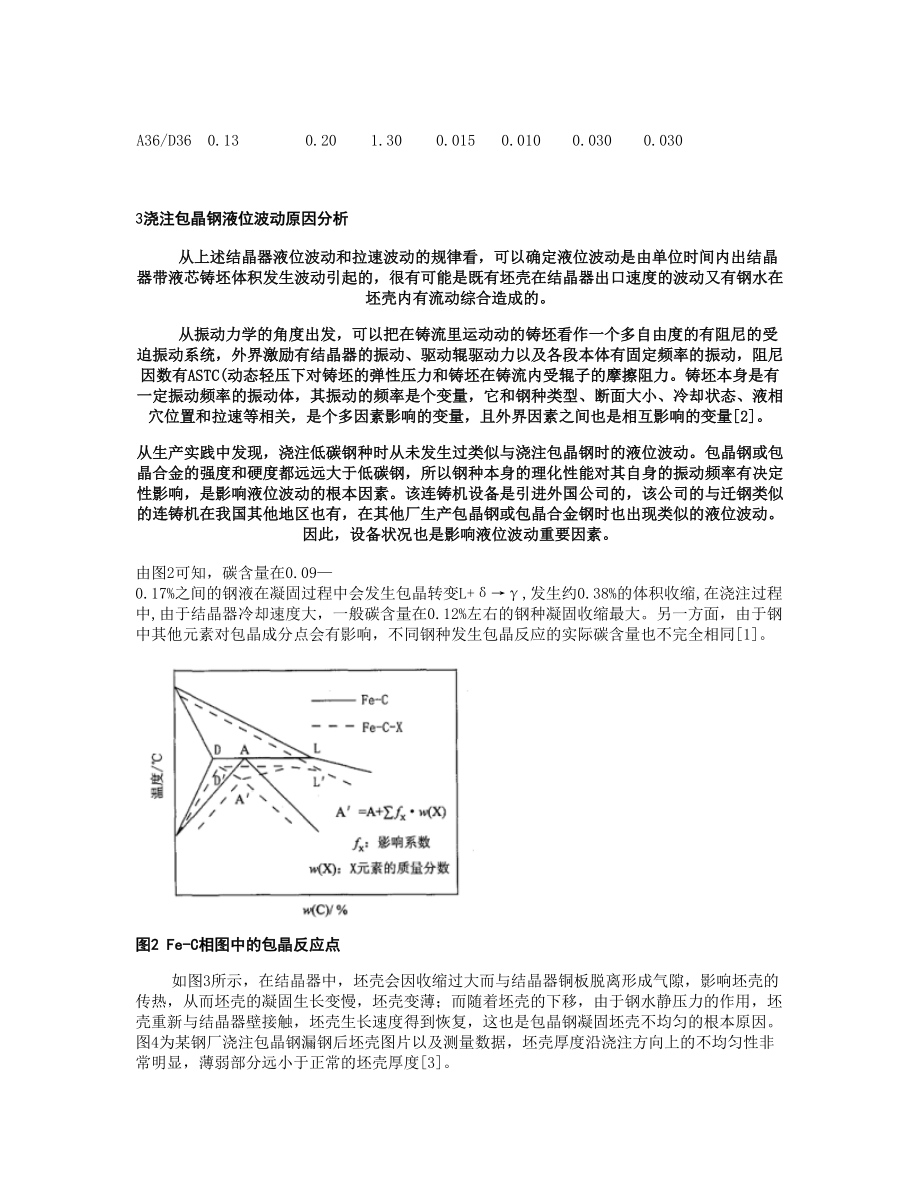
8、坯本身是有一定振动频率的振动体,其振动的频率是个变量,它和钢种类型、断面大小、冷却状态、液相穴位置和拉速等相关,是个多因素影响的变量,且外界因素之间也是相互影响的变量2。从生产实践中发现,浇注低碳钢种时从未发生过类似与浇注包晶钢时的液位波动。包晶钢或包晶合金的强度和硬度都远远大于低碳钢,所以钢种本身的理化性能对其自身的振动频率有决定性影响,是影响液位波动的根本因素。该连铸机设备是引进外国公司的,该公司的与迁钢类似的连铸机在我国其他地区也有,在其他厂生产包晶钢或包晶合金钢时也出现类似的液位波动。因此,设备状况也是影响液位波动重要因素。由图2可知,碳含量在0.090.17%之间的钢液在凝固过程中会
9、发生包晶转变L+,发生约0.38%的体积收缩,在浇注过程中,由于结晶器冷却速度大,一般碳含量在0.12%左右的钢种凝固收缩最大。另一方面,由于钢中其他元素对包晶成分点会有影响,不同钢种发生包晶反应的实际碳含量也不完全相同1。图2 Fe-C相图中的包晶反应点如图3所示,在结晶器中,坯壳会因收缩过大而与结晶器铜板脱离形成气隙,影响坯壳的传热,从而坯壳的凝固生长变慢,坯壳变薄;而随着坯壳的下移,由于钢水静压力的作用,坯壳重新与结晶器壁接触,坯壳生长速度得到恢复,这也是包晶钢凝固坯壳不均匀的根本原因。图4为某钢厂浇注包晶钢漏钢后坯壳图片以及测量数据,坯壳厚度沿浇注方向上的不均匀性非常明显,薄弱部分远小
10、于正常的坯壳厚度3。图3 不同钢种凝固坯壳沿浇注方向生长示意图图4 某钢厂包晶钢漏钢后结晶器坯壳形貌及厚度测量数据理论上,铸机二冷段中的坯壳由于钢水静压力的作用会在两对辊之间产生鼓肚,其鼓肚量可由下面公式求出,鼓肚量与坯壳厚度的三次方成反比。正常均匀生长的坯壳其厚度足以保证鼓肚量在允许的范围内,不会造成坯壳内部容积的较大变化;而包晶钢不均匀生长的坯壳中薄弱的部分在扇形段两对辊之间的鼓肚变形要远大于坯壳正常的部分,从而引起液位的明显下跌,而坯壳经过下一辊时又存在一个再压回的过程,此时液位就会上涌,至此,液位波动已经完全形成。铸坯的鼓肚会造成铸坯的阻力增加,这也是液位波动时拉矫机电流波动增大的原因
11、。式中,为铸坯在两辊间长度方向的鼓肚量;C1为材料系数;P为钢水静压力;L为辊间距;E为钢的高温弹性模数;D为凝固坯壳厚度;Bw为铸坯行程;Vc为拉速;为温度及材料系数。薄厚不均坯壳每经过一对扇形段夹辊就会有一个鼓肚和压回的过程,因而引起液位的周期性波动。结晶器液位波动,从表1可以分析出,大约从0.090米处铸坯开始出现鼓肚,这意味着在结晶器下方。4包晶钢液位波动的控制措施4.1 结晶器冷却制度的调整结晶器中初生坯壳的不均匀性是造成包晶钢液位波动的根本原因,因此,保证结晶器初生坯壳的均匀稳定生长是解决问题的关键所在。理论和实际证明,结晶器弱冷、缓冷可以有效控制坯壳的不均匀生长。迁钢板坯连铸机2
12、#机结晶器水流量原来宽面为4800L/min,窄面500 L/min,通过计算,浇注包晶钢时降低了结晶器冷却水流量,以利于抑制初生坯壳的不均匀性,同时也有利于铸坯的表面质量控制。表3 结晶器水调整前后参数对比状态参数调整前调整后宽面窄面宽面窄面流量L/min48005004400460流速m/s9.019.388.208.584.2 结晶器保护渣的调整理论研究表明,保护渣为碱性时,靠近结晶器壁一侧的保护渣渣膜在凝固时析出晶体,可以控制坯壳向结晶器传热4。所以结晶器保护渣采用较高的碱度、黏度和结晶温度时,结晶器铜板与初生坯壳间的渣膜结晶相增加,玻璃相减少,可减缓坯壳与结晶器之间的传热,坯壳凝固更
13、均匀。因此,在保护渣厂家的协助下,研制开发了包晶钢专用渣,经过多个批次的试验,取得了一定的效果,现使用的保护渣基本杜绝了浇注包晶钢时的液位和拉速波动现象的发生,如表4。表4 浇注包晶钢专用渣指标成分SiO2MgOCaOFe2O3Al2O3R2OF-H2OC29.043.4636.921.172.858.318.440.355.92物理性能碱度密度/(g/cm3熔速/(S,1350)粘度/(Pa·S,1300粒度/(0.21mm1.270.71350.12780%4.3二冷制度的调整包晶钢由于凝固收缩的特殊性,结晶器内坯壳生长不均匀非常容易造成铸坯表面裂纹,因而传统上二次冷却上采用弱冷
14、制度避免裂纹的扩大化,这便会造成二冷区铸坯坯壳生长减慢及坯壳表面温度相对较高,而这两点均是加剧铸坯鼓肚倾向的因素。因此,在一般情况下,发生液位波动时均会采取降低拉速、增大二冷水量会来增加坯壳的厚度、降低铸坯表面温度的办法来缓解。但铸坯温度过低必然导致低温矫直从而引起铸坯表面的矫直横裂纹,对含Nb、V等合金元素的钢种尤其如此,迁钢板坯连铸机二冷配水位VAI动态配水模型,采用目标温度控制模式,其原理是通过热跟踪模型计算动态调整各区水量,保证不同拉速、温度条件下二冷区中各部位的铸坯表面温度始终维持在工艺设定值,从而保证铸坯内外部质量的稳定。为此,我厂将“soft”的冷却制度改成“MedC”冷却制度,
15、加大了冷却强度,从而对液面的波动起到一定的缓解作用。后续我厂将适当调整包晶钢的二冷模型中目标表面温度曲线,在保证矫直点温度的前提下,适当降低二冷区上部的目标温度,加大上部区域的冷却强度,从而减少鼓肚的发生。4.4 铸坯拉坯力的改进我厂铸机扇形段均为SMART扇形段,采用动态轻压下技术,通过位置传感器控制液压缸行程来控制非传动辊的辊缝,驱动辊则通过热坯压力直接作用于铸坯上,热坯压力随断面宽度的增加而增大,如图5。在液位波动时,由于拉坯阻力的增加,驱动辊电流波动很大,拉坯力相应产生较大波动,拉坯速度也产生波动,不利于液位的控制。考虑到现有条件下最后一段驱动辊处铸坯已经完全凝固,将热坯压力转换为冷坯
16、压力,以提高了拉坯力,以保证拉坯速度的稳定,同时也有利于液位的稳定。图5 热坯压力与铸坯宽度关系4.5振动参数的调整我厂铸机结晶器振动方式为液压非正弦振动,该套系统具有振频(f)、振幅(S)以及非正弦系数()等参数在浇注过程中动态调节的特点,工艺参数设计上振频随拉速提高而递减,振幅随拉速提高而递增,以确保不同拉速条件下负滑脱时间基本保持恒定。如图6。图6 拉速与振频和振幅关系图7 不同拉速下正负滑脱时间(正弦和非正弦)通过采取上述措施,同时设备上加强维护,确保铸机精度,我厂包晶钢结晶器液位波动大的问题基本得到了控制,生产得到稳定。另一方面,由于结晶器内坯壳冷却的均匀化,使得包晶钢铸坯的表面纵裂发生率也得到明显下降。5 结论(1)我厂铸机在浇注包晶钢时,液位波动产生的根本原因是结晶器中坯壳的不均匀性导致坯壳薄弱部位在扇形段中鼓肚变形太大造成;(3)调整包晶钢的二次冷却制度,在保证矫直点温度的同时适当增加二冷区上部的冷却强度,将有利于液位波动的控制;(4)铸中将最后一段驱动辊压力改为冷坯压力,可提高拉坯力,缓解由于液位波动造成的拉速波动,避免液位波动的加剧。参考文献:1 A G
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 护理创新:科技应用成果
- 呼吸科护理护理信息技术应用创新大赛
- 2026青岛文旅局面试题及答案
- 2026山东漫画类面试题及答案
- 2026社区考面试题题目及答案
- 2026届杭州市小升初语文分班考试模拟试卷(含参考答案解析)
- 监控中心设备故障轮班辅警招聘考试参考题库 含答案
- 2026外企excel面试题及答案
- 电工技术基础与技能 课件3.4电磁感应
- 《皮肤美容技术》课件-ENG 腰椎间盘突出症
- 乡土特色教育在劳动教育中的应用与实施路径
- TD-T 1048-2016耕作层土壤剥离利用技术规范
- 2023年湖北省襄阳市生物中考真题(解析版)
- DL-T1362-2014输变电工程项目质量管理规程
- 同济大学课件钢结构设计原理
- 食品行业的食品安全风险评估案例分析
- 沥青路面修补恢复施工方案
- 《电能计量装置》课件
- 河北专接本化工原理汇编
- GB.T19418-2003钢的弧焊接头 缺陷质量分级指南
- GB/T 4513.5-2017不定形耐火材料第5部分:试样制备和预处理
评论
0/150
提交评论