



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、张锦阳史可积任西茜(中国轻工总会成都设计院 , 四川 , 610015)摘 要 介绍了干法成形技术的发展历史和当代干法成形技术的原料 、流程 、设备以及干法成形纸的应用 ; 对国际上 3 种典型的干法成形技术进行了比较 。指出了干法成形纸在我国国民经济中的地位和作用 。关键词 干法成形纸 工艺与设备 发展与应用干法造纸在欧洲和日本被称为 air2laid pa2per , 在 美 国 则 称 之 为 dryfo r med paper , 即 我 们常说的无尘纸 ( 严格意义上讲 , 指以 100 % 绒毛浆生产的干法纸) 。由于使用原料的不同 , 也可称为干法成形纸布或无纺布 。与传统的造
2、纸工艺不同之处 : 其一 , 制造过程用空气代替水作为分散 、输送纤维的介质 , 在成形时不是 脱水而是抽吸空气 , 使纤维在成形网上形成纸 幅 ; 其二 , 纤维之间的结合不是靠氢键结合 , 而是靠高分子粘合剂或热熔性纤维本身加热 、 熔融结合 。因此 , 干法造纸不会对水源造成污染 , 这也是干法造纸近几十年得到迅速发展的 重要原因 。干法成形纸除了有传统湿法造纸的 特性外 , 其最大的特点是对原料有较强的适应 性和更易实现纸的多功能性 。可利用各种纤维 和原料如绒毛浆 、化学短纤维 (如聚乙烯 、聚酯) 、超吸收树脂纤维 ( SA P) 、各种功能的化 学药品以及人造或化学织物等 , 抄
3、造超柔软 、 超硬 、超厚 、超重 、超高低温 、超吸湿性 、超透气 性 、无方向性 、无尘及无静电的纸张和纸板 。30 年代 , Dimt rier 和 Bo nderenk 首先利用人造纤维和空气 , 发明了干法成形技术 , 并取 得专利 。50 年代初 , Clar k 也发展了所谓纤维 干法抄纸 , 并经不断改良 , 相继有不同的产品 问世 , 并奠定了其所属的美国 Scot t Paper Inc. 的干法纸在世界擦拭纸市场 的 牢 固 地 位 。60 年代中期 , Karl Kroyer 最先利用木浆为原料 , 设计了一种干法成形技术 , 经丹麦 Moller & Joch
4、unsen ( M & J ) 公司即现在的 Niro Sepa2ratio n Fibretech 公司研究改进 , 于 1979 年 取得美国专利 , 其成形技术为垂直轴心多旋转头 箱平网成形法 , 即 “Kroyer System”, 使之成 为当今世界干法成形技术最先进 、最流行的抄 纸机 , 全球共安装了十几台 。60 年代初 , 日 本本州制纸公司开始研究干法成形技术 , 经过近 20 年的努力和完善 , 开发出了一套以木浆 和合成纤维为原料的特有的干法成形长网和圆 网造纸机 , 即所谓的“Ho nshu Process”,使其确 立了在世界特种纸领域的地位 。1987 年
5、丹麦 的 Dan2Web Inter natio nal A/ s 公司 ,开发出了以水平圆网成形技术为核心的抄纸法 ,即“Dan2Web Air Forming System”, 取得美国专利 , 目前在丹 麦 、日本和美国有 4 家工厂采用这种方法生产 。 芬兰联合纸业公司 ( U PM) 是世界上最 大的干法纸制造商 。该公司与 Dan2Web 公司合作 , 于 1985 年 2 月 , 在芬兰的 Kot ka 造纸 厂 , 建成了世界上第一条现代干法成形纸生产 线 , 产量为 2500 3000 t / a 。随后于 80 年代 末 90 年代初 , 先后在德国和美国共建了 3 条 生
6、产 线 , 其 产 量 分 别 为 5000 t / a , 10000 t / a和 25000 t / a 。1991 年 , 芬兰的 Rauma2Repola 公司与丹麦 Dan2Web 公司合作建成了世界第 一条以绒毛浆和化学短纤维为原料的干法造纸 生产线 , 生产能力为 7000 t / a 。加拿大第一台 干法纸机于 1989 年 9 月在加拿大的不列颠哥伦 比 亚 省 的 Merfin 卫 生 用 品 股 份 有 限 公 司 投收稿日期 : 19982112301999 年 5 月 China Pulp & Paper·57 ·1111211 胶粘型干
7、法成形纸 无尘纸的生产该生产 流 程 一 般 采 用 100 % 绒 毛 浆 为 原 料 , 以水溶性乳胶作为胶粘剂 。一般用 2 台纤维粉碎机和 1 台高吸水树脂 ( SA P) 开包计量 输送系统为 1 个成形头箱供料 。每台纤维粉碎 机配有 2 个退浆板架 。同 1 种或 2 种卷筒绒毛 浆由退纸架经喂料辊进入锤式纤维粉碎机 。浆 板经 1 个带有若干个锥型粉碎锤的转子与静止 的底刀之间的机械作用被粉碎成纤维团 , 并通过包围着转子的筛板孔被筛出 , 由风机风送至 成形头箱中 。纤维团的大小和质量可通过调节 微调螺丝调整锤尖与底刀之间的距离来控制 。 浆板的喂料速度可根据产量由交流变频电
8、机控 制 。粉碎机的负荷用能量测量器直接显示 。根据成纸的用途 , 每个成形头箱 前 可 另 配 一 套 SA P 纤维喂料计量输送系统 , 与筛 后 的 纤 维 团汇合 , 风送入成形头箱 。在成形头箱内 , 装 有密集搅拌叶片 , 纤维团被进一步的机械作用 分离成单根纤维 , 通过筛网均匀地筛撒到成形网上 , 没有分散的纤维碎片则回到粉碎机重新 粉碎 。成形网下的真空抽气装置将纤维吸附到 成形网上 。抽气风机恒定地抽吸空气 , 纤维和 纤维碎屑被空气过滤器分开 , 并可重新循环至 成形头箱 , 纤维碎屑可收集用于它处 (如作为卫生巾原料) 。吸气箱的气流调节器用于调节 真空度 。为便于产品
9、定量调节 , 抽气风机常为 变 频 调 速 。产 品 的 定 量 , 在 恒 定 的 粉 碎 木 浆产 , 该生产线以绒毛浆为原料 、采用丹麦 M& J 公司的设备 , 生产原纸 , 年产量为 9000t 。1989 年 10 月 , 我国台 湾 省 兴 利 纸 业 公 司 从丹麦 M & J 公司引进了一条年产 7000 t 的干法造纸生产线 , 以绒毛浆为原料生产用于医疗和卫生用品的干法成形纸 , 并首次以中文将 其命名为无尘纸 。我国大陆地区仅有一条干法 造纸生产线 , 安装在宁夏吴忠瑞特纸业有限公 司 。该生产线是从瑞典引进的丹麦 M & J 公司制造的二手机
10、, 已于 1996 年 6 月底正式投 产 , 年产 4500 t 。该生产线以绒毛浆为原料 , 生产系列生活用纸 、医院用纸和工业擦拭纸 。 目前全球无尘纸的产量约 20 万 t , 其中 , 50 % 市场在欧洲 , 28 %市场在美国东部 , 14 %在远东 。我国在干法成形纸的开发 、生产和应用方 面刚 刚 起 步 。在 造 纸 行 业 “九 五 ” 计 划 和2010 年 规 划 的 “发 展 重 点 和 主 要 措 施 ”中 , 特别提到努力开发干法系列纸 。总之 , 随着现 代干法成形技术 、化工化纤和绒毛浆技术的日趋完善 , 随着全球环保意识的增强 , 以及物质 生活水平的提高
11、 , 干法造纸技术将作为造纸发展 的新技术而日益受到重视并获得了广泛的应用 。1现代干法成形技术111工艺流程及简介1111111112(见图 1)工艺流程流程简介片 图 1 现代干法造纸工艺流程中国造纸 第 3 期·58 ·熟化炉调湿机压光卷纸机复卷机打包入库正面喷胶仓热风穿透干燥纸页反向反面喷胶仓热风穿透干燥加热压紧辊加热压花 (如系统中添加 P E 或 PP ,则到此阶段 ,经热风干燥箱 、压光 、压花 、冷却机送至卷纸机)在网上铺饰面织物或加强网高吸水树脂开包 、计量 (如 SA P 纤维或颗粒等)绒毛浆 (卷筒)6 台锤式纤维粉碎机风送3 个成形头箱成形网循环纤维
12、碎双组分热熔性化学短纤维开包 、计量回用或送卫生巾生产线纤维集装箱旋风分离器真空系统净化后空气返回车间空气净化空气过滤器和 SA P 计量时 , 与成形网的移动速度成反比 。纸幅刚成形时 , 强度很低 , 密度稀 , 通过热压 辊压紧后 , 纤维间交织点数量增加 , 强度初步形成 , 便于传递 , 另外可初步调整纸幅厚度 。 热压辊的温度和压力根据产品需要可进行调 整 。压紧后的纸幅经真空吸移系统进入纸幅压 花系统 。压花系统的目的一是使纸幅被压成各 种有布织感的花纹如网纹 、斜 纹 或 菱 花 形 花 纹 , 二是进一步压紧纸幅并调节纸幅的紧度和定量 。压花网辊用油加热 , 其温度和压力可调
13、 节 。压花后的纸幅通过第一道喷胶仓 , 用 1 根 多孔喷雾管将水溶性的乳胶喷向纸幅 , 喷胶的 多少和乳胶的种类取决于产品的用途及生产的 经济性 。在喷雾管下是 1 个真空抽吸装置 , 用来抽吸胶乳并使之通过纸页的芯层 。喷胶后的 纸幅接着经空气吹至传递辊进入热风干燥炉进 行干燥 。正面喷胶干燥后的纸幅接着在反面再 次进行喷胶干燥 , 然后经真空传递辊进入第三 段干燥 熟化炉 , 纸幅经短时高热处理后 , 在纸页中产生化学结合 , 从而定形成纸页 , 再经 调整 、复卷 、分切 , 从而完成整个抄造过程 。1111212热粘型干法成形纸的生产 该生产流程一般采用 80 %左右的绒毛浆与 2
14、0 %左右的双组份热熔性化学短纤维 ( 如P E 、P E T 、P P 等) 为原料生产 , 以热熔纤维 本身在加热过程中产生的表面熔化和流动形成 与木浆之间的热粘合点 , 从而粘合成纸 。该生 产过程中 , 绒毛浆纤维系统与无尘纸流程基本 一致 , 只是每个成形头箱前增加了一套双组份热熔纤维开包 、计量 、输送系统 。风机将粉碎 后的木浆和双组份纤维送入相应的成形头箱 中 。成形上网后的纸幅经三道压紧 (第一道在 网上由成形头箱的密封辊完成 , 第二道由位于 成形网上的压紧装置完成 , 第三道由在热风粘合之前 , 纸幅被真空传递装置内的压紧装置完 成) , 同时完成压花 。压紧压花后的纸幅
15、进入 热风干燥箱 , 热熔纤维被加热到双组份纤维包 覆层熔点温度 , 约 135 。到达这一温度 , 纤 维表层物质开始流动 , 在热熔纤维和绒毛浆纤维之间形成热粘合点 , 从而形成纸页 。热粘后1999 年 5 月 China Pulp & Paper的纸幅经压光 、压花 、冷却饱和湿空气冷却 、表面处理 , 最终压光 、分切 、卷取成纸 。压光 的主要目的是使产品表层光洁 。表面处理的目的是在产品的顶部和底部涂一层薄膜多孔材 料 , 用以防止起毛和超吸收树脂颗粒的脱落 。 最终压光是控制产品的最终定量 。112现代干法成形纸装备特点及适应性 现分别将世界上有代表性的 3 种干法造纸
16、工艺装备分别介绍如下 。11211 锤式纤维粉碎机丹麦的 M &J 公司与 Dan2Web 公司的锤式 粉碎机 ( Hammer Mill) 可称一类 , 其共同特 点是 :能实现同时以任何比例粉碎 2 种不同的浆板 , 既可手动又可自动换辊并接浆板 ; 浆 板喂料辊由交流变频电机控制 ;都采用锥形锤式破碎转子 , 借助微米 螺旋可调节破碎转子与底刀之间的间距 , 其负 荷可直接显示 ; 都有浆料填塞控制系统 ;都可实现碎片浆即循环浆料 ( 来自成 形头箱未过筛的纤维碎片) 的再粉碎 。M &J 与 Dan2Web 之不同在于成形头箱中 筛渣回流浆系统及停留的时间有所不同 ,
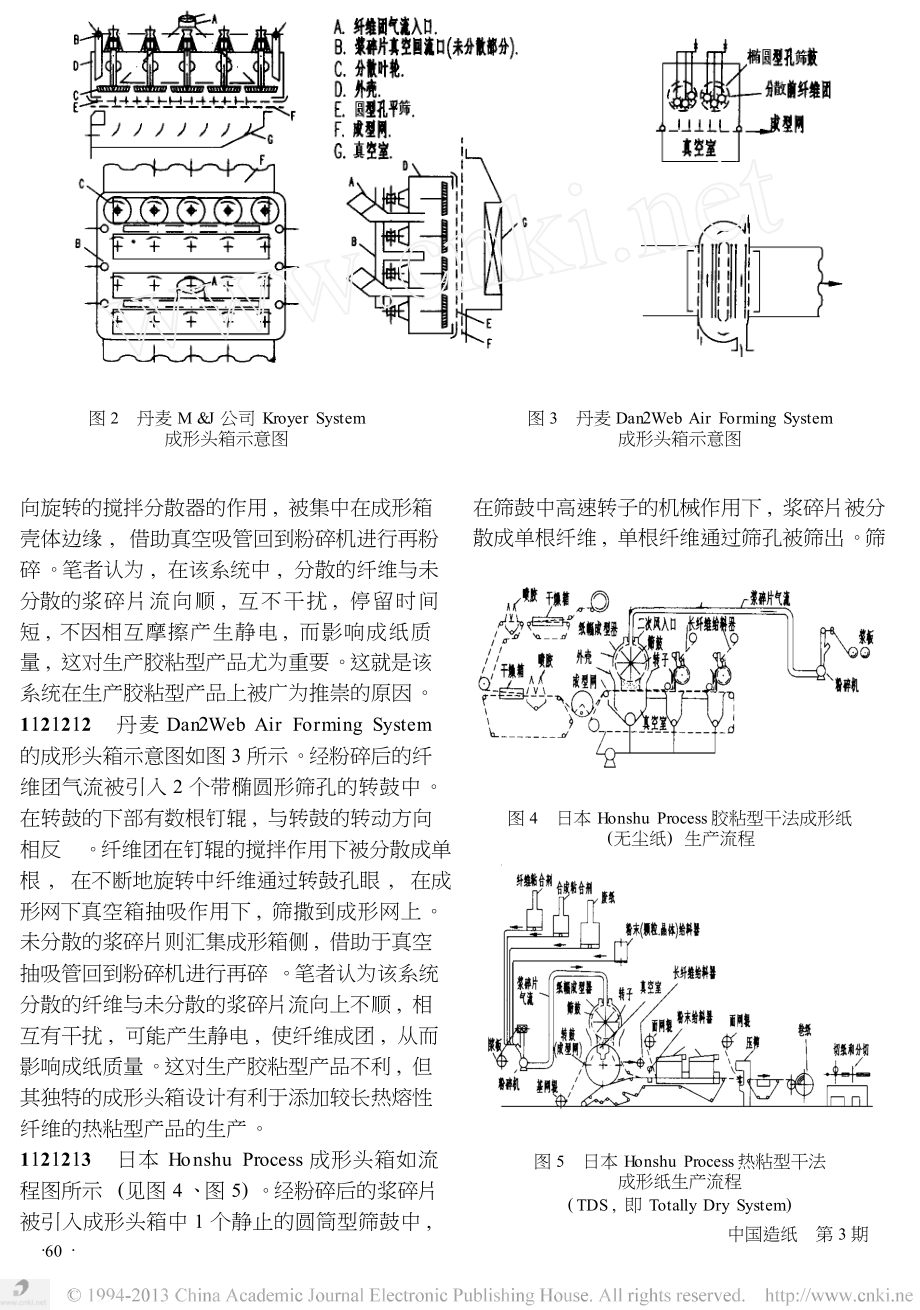
17、造成静电及小白点 ( Nit s) 的程度不同 。Ho nshu 公司的浆板粉碎是采用叫 Breaker 破碎机先将浆板破碎成邮票大小的碎片 , 然后 经安装在圆形头箱内的一个纤维粉碎机即高速 转子将碎片分散成单根纤维 。在浆料粉碎与计量系统流程上 , 与 M &J 公司及 Dan2Web 公司 的最大不同在于在生产热粘型产品时 , 其热熔 纤维与纸浆是在破碎机中混合 , 而不是在破碎 机后的管道中混合 。11212 成形头箱1121211 丹麦 Kro yer System 的成形头箱示意 图见图 2 。含纤维团的气流经进气口被引入两 组同向旋转的搅拌分散器中间以使大部分纤维 团分散
18、成单根纤维 , 被分散的单根纤维在成形 网下真空抽吸的作用下通过圆孔平板振动筛吸附到成形网上 。未被分散的浆碎片由于两组同·59 ·图 3 丹麦 Dan2Web Air Forming System成形头箱示意图图 2 丹麦 M &J 公司 Kroyer System成形头箱示意图向旋转的搅拌分散器的作用 , 被集中在成形箱壳体边缘 , 借助真空吸管回到粉碎机进行再粉 碎 。笔者认为 , 在该系统中 , 分散的纤维与未 分散的浆 碎 片 流 向 顺 , 互 不 干 扰 , 停 留 时 间 短 , 不因相 互 摩 擦 产 生 静 电 , 而 影 响 成 纸 质量 ,
19、这对生产胶粘型产品尤为重要 。这就是该系统在生产胶粘型产品上被广为推崇的原因 。在筛鼓中高速转子的机械作用下 , 浆碎片被分散成单根纤维 , 单根纤维通过筛孔被筛出 。筛1121212丹 麦 Dan2Web Air Fo r ming System的成形头箱示意图如图 3 所示 。经粉碎后的纤维团气流被引入 2 个带椭圆形筛孔的转鼓中 。 在转鼓的下部有数根钉辊 , 与转鼓的转动方向相反 。纤维团在钉辊的搅拌作用下被分散成单 根 , 在不断地旋转中纤维通过转鼓孔眼 , 在成 形网下真空箱抽吸作用下 , 筛撒到成形网上 。未分散的浆碎片则汇集成形箱侧 , 借助于真空抽吸管回到粉碎机进行再碎 。笔
20、者认为该系统 分散的纤维与未分散的浆碎片流向上不顺 , 相互有干扰 , 可能产生静电 , 使纤维成团 , 从而 影响成纸质量 。这对生产胶粘型产品不利 , 但其独特的成形头箱设计有利于添加较长热熔性 纤维的热粘型产品的生产 。1121213 日本 Ho nshu Process 成形头箱如流 程图所示 (见图 4 、图 5) 。经粉碎后的浆碎片 被引入成形头箱中 1 个静止的圆筒型筛鼓中 ,·60 ·图 4 日本 Ho nshu Process 胶粘型干法成形纸(无尘纸) 生产流程图 5 日本 Ho nshu Process 热粘型干法成形纸生产流程( TDS , 即 To
21、tally Dry System)中国造纸 第 3 期11314燃料主要用于纸页的热风穿透干燥和熟化 。在 制造 胶 粘 型 无 尘 纸 时 , 温 度 一 般 在 180 200 ;而 生 产 热 粘 型 纸 张 时 , 温 度 在 135 150 左右 ,因此 ,可用天然气 、煤 、重油作燃料 。出的纤维在新引入的气流的作用下 , 把筛出的纤维吹撒到成形网上 , 从而完成上网过程 。这 一流程对成纸匀度仍有影响 , 同时纤维在成形箱中走向不顺并且停留时间比较长 。11213压紧 、压花及干燥系统1121311M &J 公 司 只 有 一 道 压 紧 装 置 ,而2干法成形纸的应用D
22、an2Web 公司则设有三道压紧装置 。M &J 公司强调喷胶前压花 , 而 Dan2Web 公司更强调喷 胶后压花 。两者在干燥系统设计中几乎相同 。1121312 关 于 Ho nshu 公 司 的 设 计 , 相 比 之 下较为简单 。从流程配备和成形头箱结构上 , M &J 公司和 Dan2Web 公司的干法造纸机有比 日本 Ho nshu 公司产品对原料和产品更强的适 应性 , 都同时可在同一条生产线上完成胶粘型和 热 粘 型 两 大 类 产 品 的 生 产 。相 比 之 下 , M &J 公司在成形头箱设计上更有优越性 。113 主要原材料干法成形纸因其具有
23、吸收能力强 (如胶粘型产品能吸收自身重量 810 倍的水) , 透气 性高 , 柔软性好 , 湿强度高 , 无静电 ( 胶粘型产品) ,无掉毛掉粉 ,可压花 、染色或印刷 ,可层压或复合 ,可添加多种纤维或粉末物质 ,而实现 纸的功能化 。因此 ,已在日常生活 、医疗 、装饰 及服饰 、汽车等方面获得了广泛的应用 。日常生活领域 : 干湿纸巾 、餐巾 、清洁用 布 、桌布 、卸妆用纸 、厨房擦拭用纸 、婴儿尿 布 、失襟垫 、超薄型卫生巾以及卫生棉 、纸尿 裤等 ;医疗卫生领域 : 手术服 、面罩 、一次性手术床单 、敷裹与包扎材料 、吸湿纱巾 、医护棉等 ;装饰及服饰领域 : 衬料 、鞋衬
24、、合成革基 布 、服装 的 絮 料 和 填 料 、墙 布 、装 潢 布 、台 布 、地毯衬布 、垫褥套面布等 ;汽车工业领域及其它方面 : 绝缘材料 、涂层基布 、车内壁面料 ( 代替毛 毯 作 绝 热 防 潮 用) 等 ; 工业擦拭布 、吸油吸墨和吸音材料 、 过滤 材 料 ( 气 体 、空 气 、液 体 ) 、包 装 材 料(水果或易损物) 、电缆绝缘材料 、禾苗生长基 垫 (含化肥 , 用于工厂育苗) 、干燥材料 ( 含硅胶) 等 。11311胶粘型干法成形纸溶性胶乳生产无尘纸)实验与生产实践表明 ,(100 %绒毛浆 + 水最佳的绒毛浆是北欧的针叶木漂白硫酸盐或亚硫酸盐绒毛浆 , 浆质
25、松软 , 容易分离 , 其中尤以亚硫酸盐绒毛浆 为最佳 , 其最适于生产生活及医疗用纸张 。而 美国的南方松漂白硫酸盐绒毛浆在产品要求较好的吸收性与纸页强度时也是有竞争力的原 料 , 特别适用于生产含高吸收树脂的薄型且紧 密的 产 品 。BC TM P 绒 毛 浆 可 用 于 生 产 擦 拭纸 , 但纤维短 , 容易过网 ,机产量又会降低 。11312水溶性乳胶而改变网目后 ,纸目前仅有德国 、日本 、丹麦及台湾在生产无尘纸专用乳胶 , 其主要成分为乙烯 醋酸乙 烯共 聚 物 ( EVA ) , 丙 烯 酸 苯 乙 烯 共 聚 物(ACR) 及苯二烯丁二烯共聚物 ( SB R) 。其中 以台湾
26、 产 的 ACR 为 最 好 , 无 味 无 臭 无 甲 醛 , 完全符合卫生标准 , 特别适于生活用纸 。11313 热熔性纤维主要使用的是聚乙烯 ( P E) 和聚酯 ( P E T)以及聚丙烯 ( P P) 热熔性纤维 ,主要用于生产工 业及医疗领域的热粘型干法成形产品 。1999 年 5 月 China Pulp & Paper3发展干法成形纸作用和意义用无尘纸生产的系列生活用纸在欧洲和北美等地区 , 由于人民的环境保护意识的提高和 对健康的 重 视 , 正 普 遍 被 人 们 所 接 受 。因 此80 %以上的消费量主要在这些地区 , 并以每年15 %的速度增长 。另一个原因
27、是由于干法无尘 纸生产比湿法造纸更容易加入合成纤维和添加 剂 (如 去 污 剂 、超 吸 收 剂 ( SA P) 、滑 石 粉 、除臭 剂 等) , 其 成 品 抗 静 电 , 可 加 热 、消 毒 、·61 ·复合和印染 , 实现纸的特种功能用途 , 因此 ,应用范围已涉及到各方面 。据了解宁夏吴忠瑞 特纸业 的无尘纸原 纸 已 在 北 京 、上海 、西安 、宁波 开 始 加 工 生 产 系 列 无 尘 纸 产 品 , 并已开始为人们所接受 。目前国内各大航 空公司采用的消毒湿巾纸以及超薄型卫生用品 的原纸主要是依赖进口 。由于现代的无尘纸技术和设备在 80 年代 后期刚
28、刚成熟起来 , 因此 , 发展我国自己的干法造纸技术具有非常重要的意义 : 使我国轻 工业装备行业有机会了解和跟踪世界最先进的 技术 , 提高自我开发能力和研究能力 , 发展我 国自己的无尘纸生产设备 。 有利于促进我国 绒毛浆生产和技术及相关化工原料工业的发展和提高 。我国目前近 700 条卫生巾和婴儿尿布 生产线所用的绒毛浆绝大部分为进口绒毛浆 , 每年进口量约 1012 万 t 。同时 , 与无尘纸生 产有 关 的 功 能 性 化 工 原 料 , 如 超 吸 收 剂( SA P) 、胶粘剂 、抗静电剂等也处于发展初期 或是空白 。 能有效的占领国内无尘纸市场的 份额 , 避免拱手让于外国
29、公司 ; 同时能提高卫 生产品的档次和竞争能力 , 改善我国卫生产品方面 “高进 、低出”的局面 , 有出口创汇的潜力 。 符合国家对新的轻工基建项目的环保政 策 , 即 “九 五”期 间 造 纸 行 业 的 环 保 目 标 是“增产不增污”。 有利于我国造纸行业产业结 构调整和吸引外资 , 实现本行业发展的 “市场 化 、国际化”的战略目标 。致谢 : 本文承蒙潘登灶教授审阅 。潘先生原在台湾省林业试验所木材纤维系任职 , 现供职于苏州工业 园区亚太纸品 (A PR IL ) , 任技术部经理 。参 考 文 献1潘登灶 , 王益真. 干式抄纸之研究 ( 一) 单张试纸抄制.台湾林业试验所研究
30、报告季刊 , 1992 , 7 ( 1) : 9399 潘登灶 , 王益真. 干式抄纸之研究 ( 二) 假革纸板之研 制. 台湾林业试验所研究报告季刊 , 1995 , 10 ( 2 ) : 175183T ERUO M IU RA , Ho nshu Paper Co . L t d. Totally Dry No nwoven System Co mbines Air2L aid And Ther mo bo nding Technology , No nwovens Wo rld March 1988 ; 4650GRA EM E 。RODD EN 著 , 朱金林译. 加拿大第一台干法 纸机 , 国外造纸 , 1991 , 10 ( 5) : 4950丹麦 Niro 公司 、Dan2Web 公司及德国 Fleissner 公司的有 关技术资料2345Pa per Dry2For
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025江苏扬州工业职业技术学院博士专项招聘16人笔试备考题库及1套参考答案详解
- 2025江苏宿迁市泗阳县招聘乡村医生27人笔试备考试题及一套答案详解
- 2024年河北邯郸成安县事业单位招聘工作人员255名笔试备考试题及完整答案详解1套
- 2024-2025学年北京市门头沟区八年级下学期期末考试英语试题(含答案)
- 江苏省扬州市八校2024-2025学年高一上学期12月学情检测物理试题(解析版)
- 辽宁省点石联考2024-2025学年高二下学期6月份联合考试化学试题(含答案)
- 幼儿故事会春节篇
- 贫血病患的营养护理
- 白雪公主的甜美妆容
- 长风短袖五分钟快速化妆教学
- 2025年江苏省南京市中考物理模拟练习卷(含答案)
- 人教部编版三年级下册语文各单元【习作范文】
- 咨询公司项目管理制度
- 水冷空调项目可行性研究报告
- 自动化控制技术试题及答案
- 清运垃圾污水合同范本
- 网吧转让合同协议书范本
- 2025-2030中国船用滑动轴承座行业市场现状供需分析及投资评估规划分析研究报告
- 人员结构分析总结模版
- 2025年下半年四川烟草商业系统招聘166人易考易错模拟试题(共500题)试卷后附参考答案
- 农村三资管理
评论
0/150
提交评论