



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
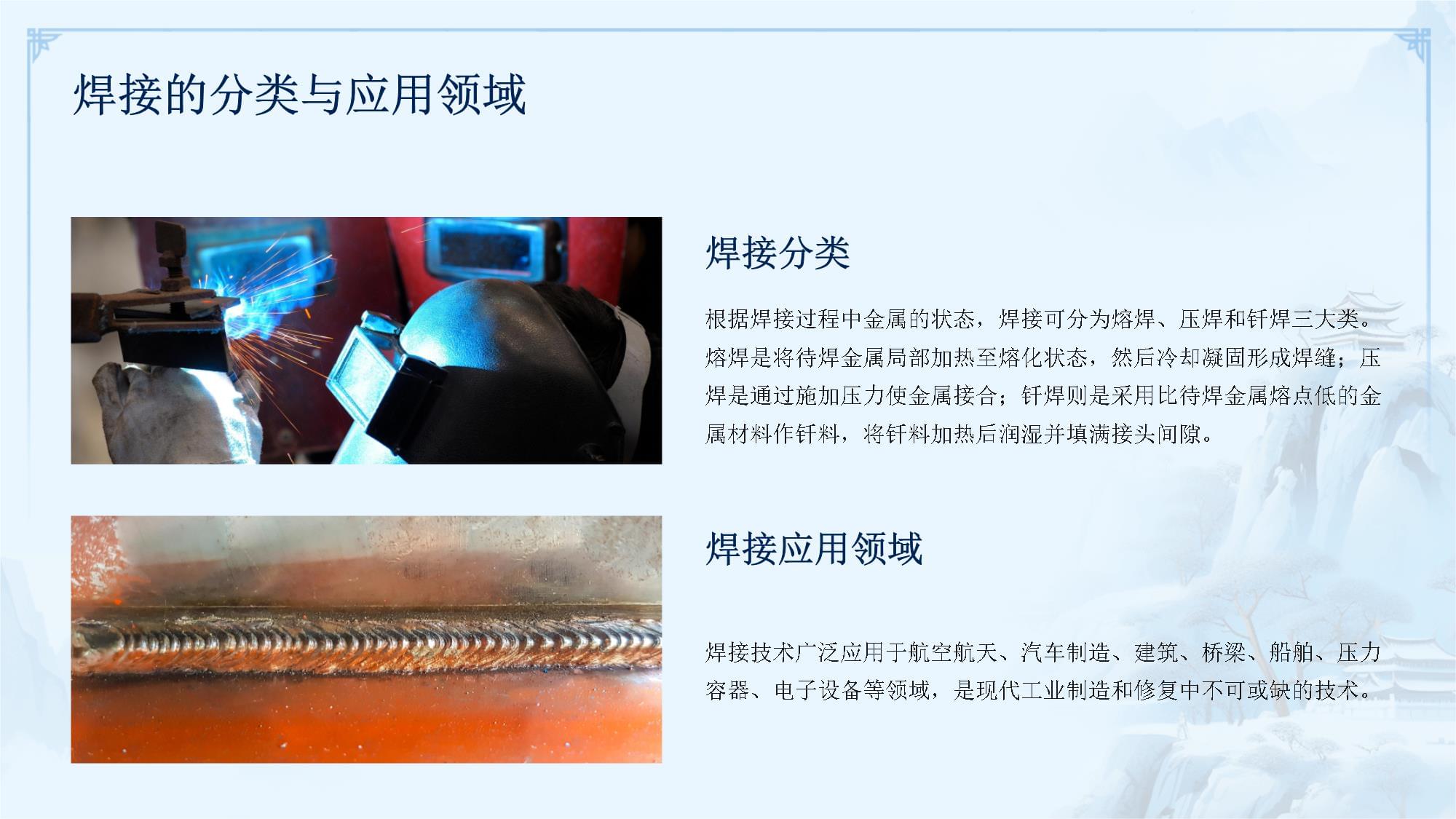
焊接基础知识演讲人:日期:REPORTINGREPORTINGCATALOGUE目录焊接概述与定义焊接原理与工艺焊接材料与选用依据焊接操作技巧与注意事项质量检查与评估方法焊接安全与环境保护01焊接概述与定义REPORTING焊接定义焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。焊接特点焊接具有连接强度高、密封性好、成本低、适用于不同材质和厚度等特点,是现代工业制造和修复中不可或缺的技术。焊接的定义及特点根据焊接过程中金属的状态,焊接可分为熔焊、压焊和钎焊三大类。熔焊是将待焊金属局部加热至熔化状态,然后冷却凝固形成焊缝;压焊是通过施加压力使金属接合;钎焊则是采用比待焊金属熔点低的金属材料作钎料,将钎料加热后润湿并填满接头间隙。焊接分类焊接技术广泛应用于航空航天、汽车制造、建筑、桥梁、船舶、压力容器、电子设备等领域,是现代工业制造和修复中不可或缺的技术。焊接应用领域焊接的分类与应用领域古代焊接技术焊接技术可以追溯到古代,早期的焊接多采用锻焊和铸焊等简单方法,如铜器时代的铜焊和铁器时代的铁焊。现代焊接技术未来焊接技术焊接技术的发展历程随着工业革命的兴起,焊接技术得到了迅速的发展。现代焊接技术包括电弧焊、气焊、激光焊等多种方法,焊接质量和效率得到了极大的提升。未来焊接技术将更加注重高效、环保、自动化和智能化等方面的发展,如激光焊接、电子束焊接、搅拌摩擦焊等新型焊接技术将得到更广泛的应用和发展。02焊接原理与工艺REPORTING加热方式及能量来源气体火焰加热利用氧气与乙炔等可燃气体燃烧产生的高温火焰进行加热。电弧加热通过电弧放电产生高温,使焊材熔化,是现代焊接中最常用的加热方式。激光束加热利用激光束的高能量密度加热焊材,具有精度高、热影响区小等优点。电子束加热将电子加速后聚焦在焊材上,产生高温使焊材熔化,适用于精密焊接。焊材在高温作用下熔化形成熔池,熔池冷却后形成焊缝。熔池中的金属元素与氧、氮等发生化学反应,影响焊缝质量和性能。熔池冷却后,熔池中的金属元素重新结晶形成焊缝,焊缝的组织和性能与母材不同。焊缝在冷却过程中可能会发生固态相变,如奥氏体、马氏体等转变,进一步影响焊缝性能。焊缝形成过程与机制熔化过程熔池冶金反应冷却凝固焊缝固态相变常见焊接方法及特点手工电弧焊操作灵活、适应性强,但焊接质量受操作者技术水平影响较大。埋弧焊焊接速度快、生产效率高,但只能进行平焊,适用于长焊缝的焊接。气体保护焊焊接过程中有气体保护,焊缝质量高,但成本相对较高。激光焊焊接速度快、热影响区小,但设备昂贵,适用于精密零件的焊接。03焊接材料与选用依据REPORTING焊条、焊丝和焊剂简介焊剂降低母材和钎料界面张力的物质。包括熔盐、有机物、活性气体、金属蒸汽等,即除去母材和钎料外,泛指第三种用来降低母材和钎料界面张力的所有物质。焊丝金属丝焊接材料,作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时焊丝也是导电电极。焊条气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条是涂有药皮的供焊条电弧焊使用的熔化电极,由药皮和焊芯两部分组成。低碳钢焊接性好,一般不需预热,可选用各类焊条、焊丝进行焊接。中碳钢焊接性较差,需采取预热、缓冷等焊接工艺措施,避免产生焊接裂纹。高碳钢焊接性最差,焊接时容易产生裂纹和气孔,需采用特殊的焊接材料和工艺。合金钢根据合金成分和含量不同,焊接性差异较大,需选择匹配的焊材和制定合理的焊接工艺。不同材料的焊接性能分析选用合适的焊接材料等强度原则焊材的强度应与母材相近或稍高,以保证焊接接头的强度。等成分原则焊材的成分应与母材相似,以保证焊缝的化学成分和性能与母材相近。适应性原则焊材应适应焊接工艺的要求,如焊接位置、焊接速度、焊接电流等。经济性原则在满足焊接质量的前提下,选择成本较低的焊材。04焊接操作技巧与注意事项REPORTING熟悉焊接环境了解工作场地的通风、照明及安全通道等情况,确保环境符合焊接要求。准备工作及安全防护措施01检查焊接设备和工具确认焊接设备完好、工具齐全,特别是接地装置和绝缘性能是否良好。02佩戴防护用品佩戴防护面罩、手套、防护鞋等,确保个人安全。03准备焊接材料根据焊接要求准备合适的焊条、焊丝、焊剂等材料,并对其进行预热处理。04正确调节焊接参数根据焊接材料的种类、厚度及焊接位置等选择合适的焊接电流、电压和焊接速度。熟练操作焊接设备掌握焊接设备的操作要领,保证焊接过程的稳定性和连续性。保持焊接设备清洁定期清理焊接设备上的灰尘和杂物,确保设备正常运行。正确使用焊枪和焊钳焊枪和焊钳是焊接过程中的重要工具,需保持其清洁和完好,以确保焊接质量。正确使用焊接设备和工具避免常见错误操作焊接前应对设备和环境进行全面检查,避免发生安全事故。焊接前未进行安全检查电流过大易导致焊缝过宽、熔池过深,电流过小则焊缝熔合不良。断弧会导致焊缝冷却速度过快,易产生裂纹和气孔等缺陷。焊接时电流过大或过小焊接速度过快易导致焊缝冷却速度过快而产生裂纹,过慢则会使焊缝过热,影响焊接质量。焊接速度过快或过慢01020403焊接过程中断弧05质量检查与评估方法REPORTING外观质量检查标准焊缝成形焊缝表面应平滑、均匀,无明显的波纹、凹陷或凸起。焊缝尺寸焊缝宽度、高度、厚度等尺寸应符合设计要求,且偏差在允许范围内。咬边与焊瘤焊缝边缘不得有咬边或焊瘤,以保证焊缝的强度和质量。焊缝表面缺陷焊缝表面不得有气孔、夹渣、裂纹等缺陷,以保证焊缝的致密性。利用X射线或γ射线对焊缝进行透视,检测焊缝内部是否存在缺陷。利用超声波在金属中的传播特性,检测焊缝内部是否存在裂纹、夹渣等缺陷。利用磁粉对焊缝表面进行覆盖,检测焊缝表面或近表面是否存在裂纹等缺陷。利用渗透液对焊缝表面进行渗透,检测焊缝表面是否存在开口性缺陷。内部质量评估手段射线检测超声波检测磁粉检测渗透检测不合格焊缝的处理措施返工对于存在严重缺陷的焊缝,应采取返工措施,将缺陷部分彻底去除并重新焊接。01020304修补对于局部缺陷或尺寸超差的焊缝,可采取补焊或打磨等方法进行修补。报废对于无法修复或修复成本过高的焊缝,应予以报废处理,并重新制作焊接件。预防措施针对焊缝缺陷产生的原因,采取相应的预防措施,如优化焊接参数、加强焊前清理等,以降低焊缝不合格率。06焊接安全与环境保护REPORTING电弧辐射焊接过程中会产生强烈的电弧辐射,可能对眼睛和皮肤造成严重伤害。有害气体排放焊接时会产生有害气体,如氧化氮、二氧化碳等,长时间吸入可能导致呼吸道疾病。火灾和爆炸焊接过程中可能引发火灾和爆炸,特别是在可燃物质附近操作时。触电风险焊接设备带电操作,存在触电的风险。焊接过程中可能遇到的风险选择合适的焊接面罩,可以有效阻挡电弧辐射和飞溅物。焊接面罩个人防护装备的选择和使用焊接时必须佩戴专用手套,以防止手部受伤。焊接手套选择耐高温、防火的防护服,可以减少火灾和电弧辐射的伤害。防护服焊接时穿戴安全鞋,以防止脚部受伤。安全鞋环境保护法
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 智慧安防:可持续发展的解决方案
- 前台礼仪规范-基础礼仪
- 财务报告中的舞弊信号试题及答案
- 【名师课件】2.4 课件:单摆-2025版高一物理必修二
- 第六章 作业13 向心加速度-2025版高一物理必修二
- 上海市徐汇区2024-2025学年高三下学期3月一模地理试题
- 科普法律小知识
- 鼾症的围手术期护理
- 教导主任个人工作总结2
- 2025届四川省德阳市高三下学期第二次特优生考试历史试题(解析版)
- 退伍军人创业汇报
- 鱼塘承包合同(个人承包)8篇
- 2025年邮政社招笔试试题及答案
- 服务项目质量保障体系及措施
- (正式版)HG∕T 21633-2024 玻璃钢管和管件选用规定
- 抖音认证承诺函
- MFC Windows应用程序设计习题解答及上机实验
- 如何唤醒孩子的内驱力PPT课件
- 笼中鸟科学实验
- 圆周率前50位记忆课程(课堂PPT)
- 根据各零件图画出柱塞泵装配图(可编辑)
评论
0/150
提交评论