


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
真空渗碳工艺举例1Cr17Ni2不锈钢低压真空渗碳工艺研究1.1试验材料试验用Crl7Ni2不锈钢零件为连杆,随炉试样为圆环样,外径©24mm,内径©7mm,厚度6mm,随炉样为检测试样。渗碳后要求外表硬度$660HV,心部硬度35〜45HRC,渗层深度0.35〜0.60mm。1.2真空渗碳工艺工艺曲线见图1,渗碳温度为980°C,在低压渗碳阶段通入乙炔,在700~800Pa压力下保持一段时间之后,将加热室抽至高真空度,进入碳原子向试样内部的扩散阶段,完成一次脉冲过程。如此循环,并且逐渐延长每个脉冲过程真空扩散阶段的时间,至最终完成渗碳。1.3试验方案Crl7Ni2不锈钢真空渗碳需进行两次淬火。第一次淬火采用渗碳后直接氮气冷却方式,气体压力为bar,然后将试样在980°C和1000°C下重新加热进行第二次油淬。两次淬火后,一种进行冰冷处理后再回火,另一种直接回火没有进行冰冷处理,目的是比较淬火温度和冰冷处理对Cr17Ni2不锈钢组织和硬度的影响。具体的试验参数见表1。回火工艺为300°CX2h。表1Cr17Ni2钢真空渗碳试验参数试样編号加熬温度rc保温.时间/illri冷却方式冰楼处理J>1so油肾-73Cx2RP2100080油冷1M980SO油拎-73Cx:2hJ>580油冷2试验结果及分析2・1Cr17Ni2钢真空渗碳淬火后的硬度表2Cr17Ni2钢试样真空渗碳淬火后外表硬度和心部硬度试样编号P1P2EMP5表面破度5X5-59.5HBC阪0-57.«HRC575^5乩5HHC56.0~57OHRC750-770HV10740-760HV10770-790HV10735-760HV10心部硕度37.5-39.OHBC37.5-丸0HRC38 39-0HHC38.0~3Q0HRC387HV1358HV1375HV138OUV]2.2渗碳层深度Distancefronnsurfaa^hm DistancefromgjrfaoeAinm图2渗碳层深度〔a〕P1试样〔b〕P4试样2.3淬火温度和冰冷处理从表2和图2可以看出二次淬火温度对渗层梯度分布、渗层组织、试样外表硬度和心部硬度没有明显的影响,淬火温度可以选择在980~1000°C之间。经过冰冷处理后的试样在相同的工艺条件下比未经过冰冷处理的试样外表硬度提高了1.0~2.5HRC,这说明Cr17Ni2钢在淬火后外表含有一定数量的残留奥氏体,因此采用冰冷处理工艺是十分必要的。218CrNi4A钢齿轮真空渗碳工艺低压真空渗碳工艺见表3,渗碳剂为乙炔,载气为高纯氮气,渗碳温度为900C,强渗总时间为,扩散总时间为。试件渗碳、淬火后,齿高中部的有效渗层深度要求为0.9〜。
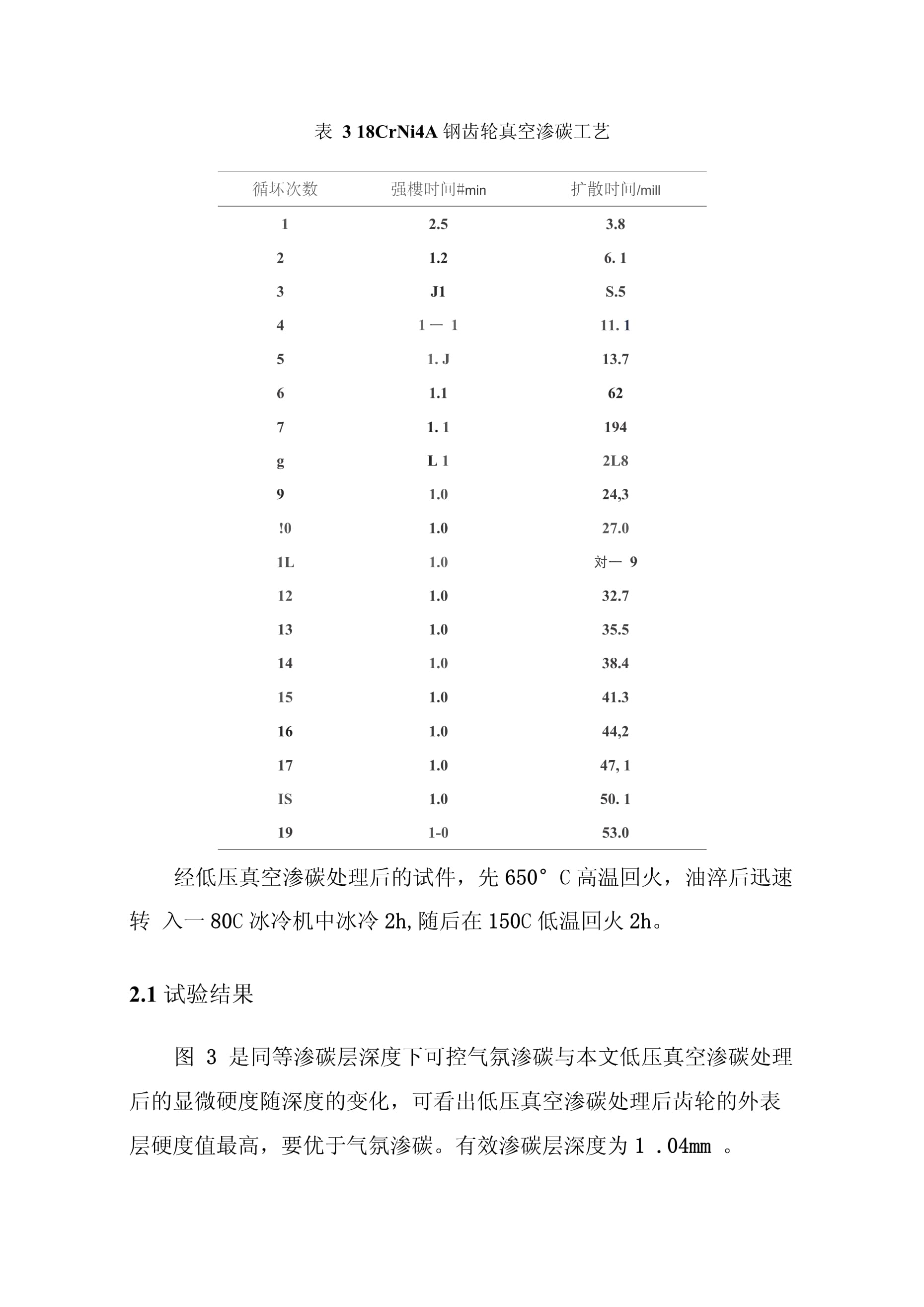
表318CrNi4A钢齿轮真空渗碳工艺循坏次数强樓时间#min扩散时间/mill12.53.821.26.13J1S.541一111.151.J13.761.16271.1194gL12L891.024,3!01.027.01L1.0対一9121.032.7131.035.5141.038.4151.041.3161.044,2171.047,1IS1.050.1191-053.0经低压真空渗碳处理后的试件,先650°C高温回火,油淬后迅速转入一80C冰冷机中冰冷2h,随后在150C低温回火2h。2.1试验结果图3是同等渗碳层深度下可控气氛渗碳与本文低压真空渗碳处理后的显微硬度随深度的变化,可看出低压真空渗碳处理后齿轮的外表层硬
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 车库消防泵安装施工方案
- 物业公司员工工服管理制度
- 2026新疆农社面试题及答案大全
- 2026行为面试题目及最佳答案
- 2026阳江教资面试题目及答案
- 2026医院总控招聘面试题及答案
- 2026影片分析面试题及答案解析
- (2026年)小学家长学校培训管理制度
- 2026瑞士银行行业市场分析竞争分析和投资评估行业运营规划发展书版
- 学校校园欺凌行为惩戒工作制度
- 2025年湖南省事业单位招聘考试教师招聘体育学科专业知识试卷
- 第一次月考试卷(Unit1-2)(含答案含听力原文无听力音频)-2025-2026学年人教版PEP(三起)英语五年级上册
- (正式版)DB23∕T 1318-2020 《黑龙江省建设施工现场安全生产标准化实施标准》
- 腹壁切口疝诊疗指南(2024版)解读课件
- 建行授权管理办法
- 晚期肿瘤病人护理
- 汽车维修厂安全生产教育培训内容
- 咳嗽与咳痰讲课件
- 退休医生劳务合同协议
- 除氟药剂采购合同协议
- GB/T 16439-2024交流伺服系统通用技术规范
评论
0/150
提交评论