



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、优选文档工程名称:图克化肥原水管线工程(二标段)SH/T3543-G111技术交底记录单元名称:K0-K10技术文件焊接安全技术交底交底日期2015年10月29日名称主持人交底人参加交底人员签字交底主要内容:一.工程大要:本工程为图克化肥原水管线工程(二标段),施工部位K0-K10,管材为DN1200TPEP防腐钢管,管道壁厚16mm,设计压力3.5MPa及输水管线范围内配套阀门井、排补气井、排水阀门井等所有配套设施。二、施工准备:1、所有施焊的焊工必定拥有业主指定单位颁发的考试合格证书或上岗证书;2、所有施焊的焊工必定拥有国家劳动部门颁发的焊工考试合格证书;熟悉适用的“图克输水管线工程管道工
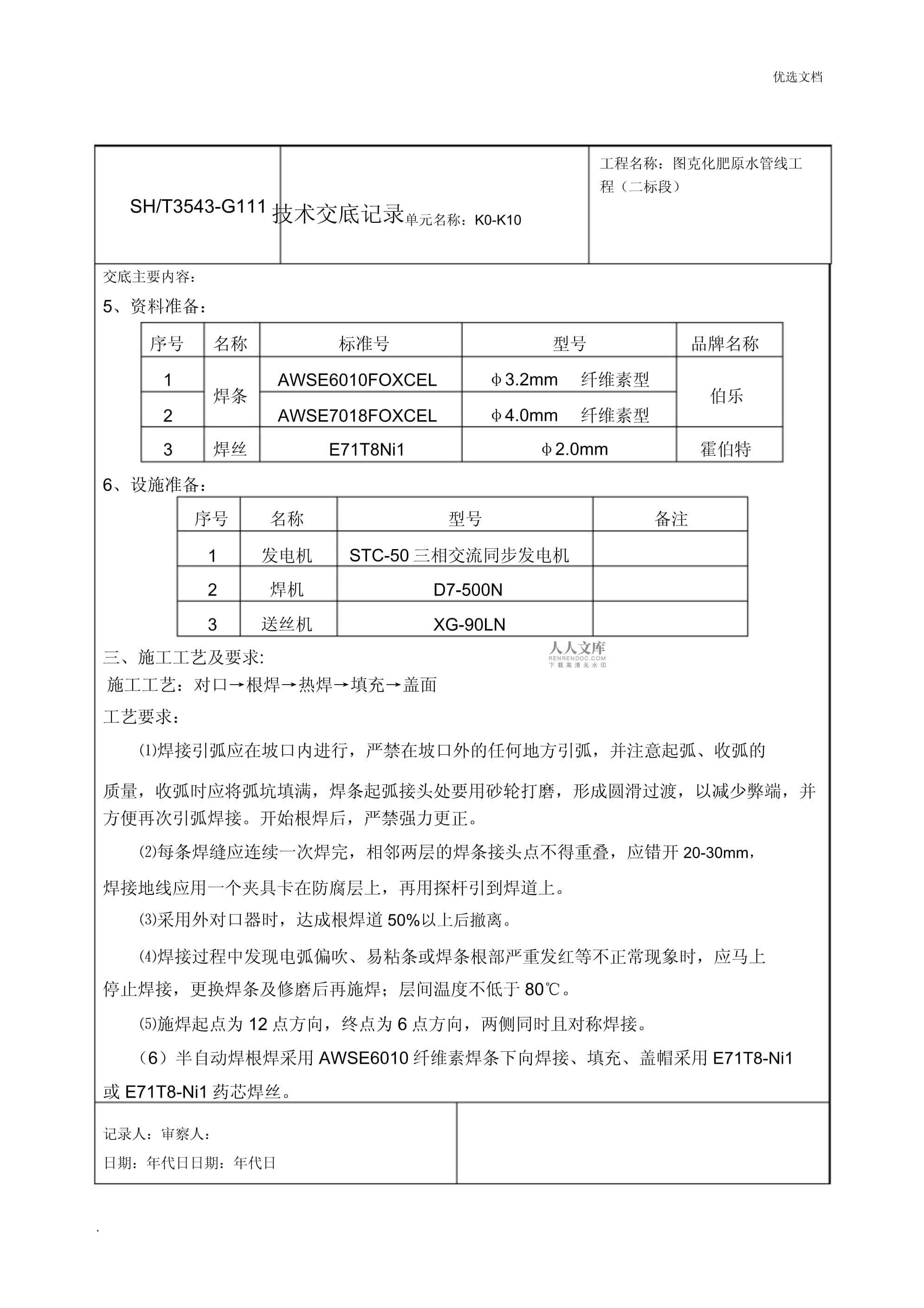
2、程焊接工艺规程”和“焊接作业指导书”;3、焊接设施启动前,焊工应亲自检查设施、指示仪表、电流调治器地址和电源极性。正式焊接前,应在试板进步行焊接规范调试,必定用地线卡具引接地线,卡具触点应放在坡口内,防范产生管壁表面电弧伤害。4、当相对湿度90%时或管口上有雨水或露水影响焊接质量的因素时,应用喷灯烘烤对管口进行烘烤至干后再除锈。.优选文档工程名称:图克化肥原水管线工程(二标段)SH/T3543-G111技术交底记录单元名称:K0-K10交底主要内容:5、资料准备:序号名称标准号型号品牌名称1焊条AWSE6010FOXCEL3.2mm纤维素型伯乐2AWSE7018FOXCEL4.0mm纤维素型3
3、焊丝E71T8Ni12.0mm霍伯特6、设施准备:序号名称型号备注1发电机STC-50三相交流同步发电机2焊机D7-500N3送丝机XG-90LN三、施工工艺及要求:施工工艺:对口根焊热焊填充盖面工艺要求:焊接引弧应在坡口内进行,严禁在坡口外的任何地方引弧,并注意起弧、收弧的质量,收弧时应将弧坑填满,焊条起弧接头处要用砂轮打磨,形成圆滑过渡,以减少弊端,并方便再次引弧焊接。开始根焊后,严禁强力更正。每条焊缝应连续一次焊完,相邻两层的焊条接头点不得重叠,应错开20-30mm,焊接地线应用一个夹具卡在防腐层上,再用探杆引到焊道上。采用外对口器时,达成根焊道50%以上后撤离。焊接过程中发现电弧偏吹、
4、易粘条或焊条根部严重发红等不正常现象时,应马上停止焊接,更换焊条及修磨后再施焊;层间温度不低于80。施焊起点为12点方向,终点为6点方向,两侧同时且对称焊接。(6)半自动焊根焊采用AWSE6010纤维素焊条下向焊接、填充、盖帽采用E71T8-Ni1E71T8-Ni1药芯焊丝。记录人:审察人:日期:年代日日期:年代日.优选文档工程名称:图克化肥原水管线工程(二标段)SH/T3543-G111技术交底记录单元名称:K0-K10交底主要内容:根焊根焊时要求采用短弧焊接,根焊前重新检查预热温度,温度要求高于工艺规程510,采用2名焊工同时施焊,为保证根焊焊道有足够的强度,防范过薄的根焊道产生焊接裂纹。
5、焊道的起弧或收弧处相互错开30mm以上,严禁在坡口以外的钢管表面起弧。根焊每根焊条焊完后,要求采用=34mm砂轮片打磨接头,防范接头出现内凹或烧穿。填充焊采用多层多道焊工艺,既可降低焊工技术的要求,又可减少焊接弊端。采用两名焊工对称施焊,以保持层间温度。所有焊道表面先用动力钢丝刷清理剩余的渣,所有接头,用=4-6mm砂轮片进行修磨,凸形焊道表面用=4-6mm动力角磨机除去,控制层间间隔时间在5min内,以保证层间温度。记录人:审察人:日期:年代日日期:年代日.优选文档工程名称:图克化肥原水管线工程(二标段)SH/T3543-G111技术交底记录单元名称:K0-K10交底主要内容:在进行后续焊道
6、焊接前,前层焊道要求圆滑过渡,防范凹凸不平的焊道表面锈蚀柱孔或密集气孔的出现。为保证焊接效率,填充焊要求使用尽可能高的送丝速度,对于焊接电压的采用,以不出现焊接气孔为原则,采用尽可能高的焊接电压,保证焊道的表面质量,因为高的焊接电压有助于获得外观平展的焊道外观,减小清渣工作量。焊接摆宽控制在14mm以内,在立焊地址,尽可能减小摆宽,在平焊地址和仰焊地址,要求合适增加焊接摆宽以战胜凸形焊道表面,以保证焊接质量.盖面焊的焊接盖面焊焊接从前,要求填充焊焊道表面平展,不得有过于凹凸不平的现象存在。对于盖面焊的焊接工艺参数要求采用:采用中等送丝速度,用尽可能低的焊接电压,防范焊接气孔的出现。盖面焊道达成
7、后对焊缝表面进行清理,对过高的焊缝余高进行修磨达到标准要求,但不得伤及母材。焊接工艺参数焊材焊接电流焊层焊接电压范围焊接速度(道)方法型(牌)号直径极性范围极性范围(V)(mm/min)(mm)(A)(A)1(根焊)SMAWE60103.2正接60-14025-3590-1602(热焊)FCAWE71T8Ni12.0正接150-25017-20180-3503(填充焊)FCAWE71T8Ni12.0正接150-29017-24180-3504(填充焊)FCAWE71T8Ni12.0正接150-29017-24180-3505-2(填充焊)FCAWE71T8Ni12.0正接150-29017-2
8、4180-3506-2(盖面焊)FCAWE71T8Ni12.0正接150-29017-24180-350记录人:审察人:日期:年月日日期:年月日.优选文档工程名称:图克化肥原水管线工程(二标段)SH/T3543-G111技术交底记录单元名称:K0-K10交底主要内容:返修及碰死口焊接工艺参数焊材焊接电流焊层焊接电压范围焊接速度(道)方法直径极性范围极性范围(V)(mm/min)型(牌)号(A)(A)(mm)1(根焊)SMAWE60103.2正接70-12524-3270-1002(热焊)SMAW4.0反接90-13022-2680-130E70183(填充焊)SMAW4.0反接90-13022
9、-2670-130E70184(填充焊)SMAW4.0反接90-13022-2670-130E70185-2(盖面焊)SMAW4.0反接90-13022-2670-130E7018记录人:审察人:日期:年代日日期:年代日.优选文档工程名称:图克化肥原水管线工SH/T3543-G111技术交底记录程(二标段)单元名称:K0-K10交底主要内容:四、质量要求1、表面不得有裂纹、气孔、未熔合、夹渣和熔合性飞溅等弊端;2、咬边深度不得大于0.5mm,在任何300mm长焊缝中,两侧累计咬边长度不得大于50mm;3、焊缝余高一般为0.0mm2.0mm,特别部位高出3mm应进行打磨,打磨应与母材圆滑过渡,但
10、不得伤及母材;焊缝宽度为坡口上口宽+(14)mm。4、焊缝弊端高出赞同范围时,应进行维修或割掉重焊,所有维修的焊缝长度均应大50mm。5、试焊应在引弧板进步行;严禁在坡口以外的管壁上引弧;6、焊机地线应用专用卡具与管材连接,接触点应位于坡口内,防范电弧烧伤管材;7、为防范焊接飞溅破坏管子防腐层,采用宽度不小于800mm的防火布或胶皮掩饰管口两侧。8、对已组焊的管段,每天完工前2h时,管口做临时封堵。9、焊接达成将接头表面的飞溅物、熔渣等除去干净。焊接荒弃物集中保留,一致处理。清理达成后迅速检查焊缝的外观质量,若弊端超标,趁焊口温度未降,及时维修。记录人:审察人:日期:年代日日期:年代日.优选文
11、档工程名称:图克化肥原水管线工程(二标段)SH/T3543-G111技术交底记录单元名称:K0-K10交底主要内容:五、安全措施1)电焊作业要求要严格遵守电气安全技术规程。除电焊机二次线路外,电焊工不允许操作其他电气线路。2)焊接工作前,先检查焊机和工具可否安全可靠。如焊机外壳接地、焊机各接线点接触可否优异,焊接电缆的绝缘有无破坏等。焊机必定有接地线。电焊机一次接线处应有防范罩,作业环境绝缘优异。未经安全检查,严禁进行焊接作业。3)焊工在作业时,必定正确衣着工服、工鞋、面罩、手套,打砂轮机还应戴好防范眼镜。4)在地面或沟下焊接作业时,设专人时刻注意管墩及沟壁情况,如有管线转动和塌方的可能,应马
12、上停止焊接作业。沟下焊接作业空间能满足焊工便于操作需要,沟壁牢靠或采用了必要的防范措施,沟上有“沟下正在作业”警示牌。作业地址比较高时,采用的梯、凳应牢固;6)临时休息时,严禁进入管道内休息。)天然气管道5m范围严禁明火。六、冬季施工措施施焊环境温度:当施焊环境温度低于5时应采用密闭型防风保温棚;当施焊环境温度低于-10时,采用棚内加热方式,保证棚内温度在-10上。为了保证焊接质量,针对低温条件拟定的措施为提前预热、提高预热温度、焊接防风棚保护、层间温度控制、焊后保温缓冷等。冬季施工管口组对前,必定除去距管端100mm范围内表面面的落土、积雪等污物,同时将坡口端面及坡口处管端内表面面打磨出金属
13、光彩,宽度不小于10mm。管端内外制管焊缝的余高应打磨至0.5至1.0mm,打磨宽度不小于15mm。记录人:审察人:日期:年代日日期:年代日.优选文档工程名称:图克化肥原水管线工程(二标段)SH/T3543-G111技术交底记录单元名称:K0-K10交底主要内容:4)环境温度低于5时,加热宽度为坡口两侧各100mm且应加热均匀。施焊环境温度低于5时但不低于-10时,钢管预热温度最低为120。施焊环境温度低于-10时,钢管预热温度最低为150。最高预热温度不高出180。5)对于返修,施焊环境温度低于5时,预热温度不得低于150,返修焊进行整口预热。6)若在开始根焊时预热温度下降高出10,应使用原
14、预热方法进行焊口再次预热。7)若使用手工电弧焊焊接根焊,要求每达成焊缝周长的1/4(管径D813mm),对付未焊部位温度可否吻合预热温度要求进行检测。距离钢管端部25mm处使用红外线测温仪对钢管的表面面进行测量。当测量温度低于100时,需要重新加热至100以上。以上温度控制及记录由施焊班组长或记录员达成。8)为防范焊缝散热过快,在达成一道焊接工序后(当搬动防风保温棚时)应马上使用耐高温保温被(保温被包裹前对付其用火把进行烘干预热)对焊口进行包裹覆盖。焊口盖面达成后,不得对药皮进行清理和外观检查,应马上使用耐高温保温结构对焊口进行包裹覆盖。当焊缝温度降至规定的温度,待保温被撤离后再进行焊缝表面清理及外观检测。9)盖面焊达成后要有足够的保温时间,当焊缝温度降至20或以下时,方可撤掉保温结构。10)管道在冬季施工必定采用防风保温措施。防风棚要结构合理,牢固耐用,拥有较好的密封性和必然保温性。在施工过程中,经过加热在防风保温棚内能够很快的形成一个吻合焊接工艺温度要求的小环境,满足焊接要求,同时拥有必然的保温缓冷作用。详尽实物见以下图。记录人:审察人:日期:年代日日期:年代日.SH/T3543-G111技术交底记录交底主要内容:七、成品保护(1)各样焊条必定分类、分牌号堆放,防范凌乱。优选文档工程名称:图克化肥原水管线工程(二标段)单元名称:K0-K1
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年志愿者工作方案
- 2025年卖场活动促销方案
- 汽车使用与维护 课件 项目二 行驶系统的使用与维护2-3 四轮定位综合检测维修
- 2025年电子式电动套筒调节阀项目可行性研究报告
- 2025年电吉他袋项目可行性研究报告
- 2025年玻纤纱窗项目可行性研究报告
- 2025年爪型螺帽项目可行性研究报告
- 内蒙古百校联盟2025届高三下学期生物试题(月考)独立作业1含解析
- 江苏理工学院《输油管道设计》2023-2024学年第二学期期末试卷
- 永城职业学院《食品安全卫生学》2023-2024学年第二学期期末试卷
- 全套教学课件《工程伦理学》
- 担保合同范本
- 钢结构吊装技术交底
- 二年级上册《劳动教育》教材分析
- 倍他司汀推广方案
- n3护士岗位竞聘范文
- 2024年山东省菏泽市曹县小升初英语试卷
- 中国普通食物营养成分表(修正版)
- (新版)高级考评员职业技能鉴定考试题库(含答案)
- 货款欠款条范本
- DG-TJ 08-2242-2023 民用建筑外窗应用技术标准
评论
0/150
提交评论