



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
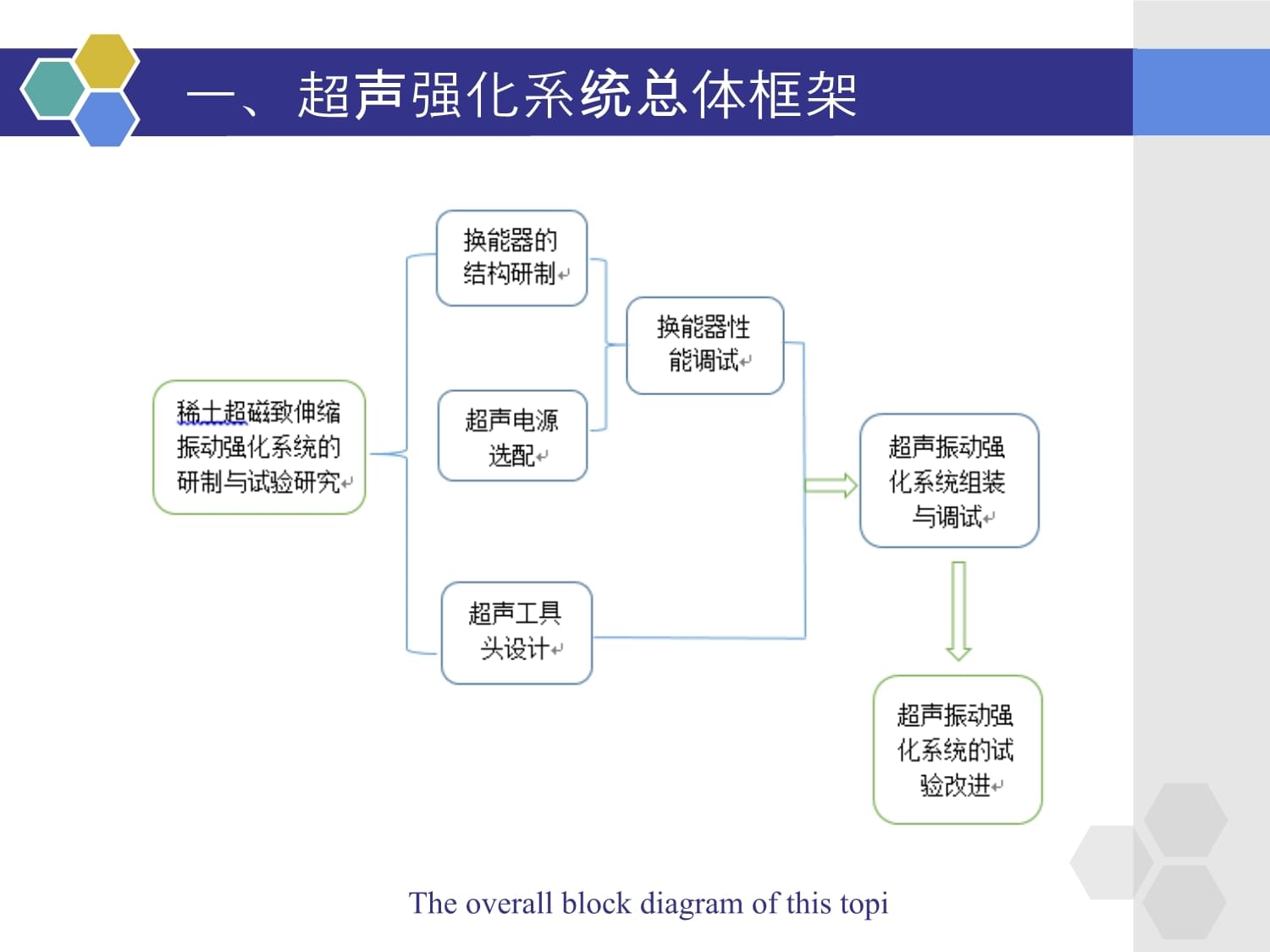
1、稀土超磁致伸缩超声强化系统研制及试验研究张勤俭 北京交通大学陈 爽 江西理工大学2015年11月2日目录超声强化系统总体框架超声强化系统的设计超声强化系统的试验研究结论一二三四稀土超磁致伸缩材料特性磁畴随磁场变化示意图 在未加磁场H时,磁畴杂乱无章的排列; 当加上磁场后,开始阶段,与磁场方向夹角较小的磁畴会率先转向与磁场方向一致的方向,而随着磁场的逐渐增加,几乎所有磁畴都会旋转到外磁场方向,直至饱和,此时再增加外磁场强度,磁畴方向也不会改变。 Terfenol-D、Ni和PZT三种材料性能对比一、超声强化系统总体框架The overall block diagram of this topi二
2、、超声强化系统的设计 超声强化系统的组成123强化系统工具头 电源稀土超磁致换能器设计1、电源的选取 在超声加工过程中,为 了发挥换能器的最优性能, 获得比较大的振幅,要求 振动系统工作时处于谐振 状态。 在超声加工进行前,通过调整电源的频率来保证整个系统处于共振状态。但是,在实际的生产加工过程中,由于一系列外界因素,如温度变化、静动载荷、系统本身的磨损以及加工件的变化等,会使得超声振动系统的固有频率发生小范围内的浮动,如上图所示。1、电源的选取 如果超声电源的频率不能 及时调整,振动系统将处 于非共振状态,其输出振 幅会减小,甚至会失去加 工效果。 为了解决上述问题,换能器的电源必须具备自动
3、频率追踪性能。本文中用到的超声电源是通过湖南湘潭大学龙士国教授团队定制的。此种驱动电源特点是具有比较宽的可调范围500Hz30KHz,而且激励方式也有三角波、正弦波、方波、锯齿波多种波形可供选择,这对于我们后续试验研究提供很大便利。2、稀土超磁致换能器设计为保证换能器的输出主要集中在前盖板,尽量提高振速比,尽量减小前盖板材料的声阻抗,同时尽量提高后盖板材料的声阻抗,除此之外,为了保证换能器的磁场封闭,减少漏磁,还要考虑前后盖板材料的磁导率。综合考虑,最终选定前盖板材料为硬铝,后盖板材料为不锈钢。简图如下2、稀土超磁致换能器设计涡流损耗及换能器的散热是要重点考虑的问题之一。为了减少涡流损耗,本文
4、采取两种措施:一是改变Terfenol-D棒的结构,二是设计一套辅助冷却系统。Terfenol-D棒处理前为圆柱状,为了减轻涡流效应,棒料进行中部掏空和切片处理如下图。考虑到本换能器的功率较大,发热量较大,所以采用水冷却方式。切片厚度控制在2.5mm,中部掏空圆柱直径5mm 2、稀土超磁致换能器设计部件名称参数线圈长度L(mm)110线圈内径r1(mm)13.5偏置磁场有效值(KA/m)55驱动磁场值(KA/m)-2525裸导线直径dr(mm)1.33线圈厚度e(mm)11线圈总匝数N(匝)446换能器的磁路设计中各部件参数2、稀土超磁致换能器设计换能器设计的主磁路采用圆盘型永磁体来提供偏置磁
5、场切片厚度控制复合振子的有限元振动模态分析在2.5m 10KHz20KHz范围内对应的模态图 一阶模态图 二阶模态采用分块兰索斯法提取5阶模态复合振子几何模型复合振子的有限元振动模态分析10KHz20KHz范围内对应的模态在10KHz20KHz范围内,复合振子存在五阶固有频率,且都集中在18KHz以下。从模态图中可以看出,除第五阶模型位移量较小约为2.4mm左右,其余四阶位移量较大且比较接近,均在3.3mm以上,其中,第四阶位移量最大为3.7mm。20KHz30KHz范围内对应模态一阶模态 二阶模态图2-21三阶模态 图2-22四阶模态 四阶模态三阶模态 五阶模态从模态图中可以看出,除第三阶模
6、态外,其余四阶模态模型的最大位移基本相同,约为2.5mm左右 稀土超磁致伸缩换能器振幅的测量YB0901B型超声波振幅测量仪本仪器的测量精度2.5%,可测频率范围5KHz100KHz,灵敏度为1m,最大量程可达1000m。不同波形与频率下超声换能器振幅三种波形中,相同频率情况下,方波的振幅要大于三角波和余弦波;同一种波形中,随着频率增大,换能器振幅有不断减小的趋势。最终我们确定,方波在15KHz下产生的振幅最大约为12m,达到设计目标10m以上的设计要求。3、工具头的设计 1-滚柱 2-卡槽 3-调节球 4-紧定螺钉超声强化工具头本文中采用的工具头内径为21mm,以便与换能器输出杆配合。 滚柱
7、1安装于卡槽2内,并通过4紧定螺钉进行固定。超声加工时,滚柱1在输出杆带动下产生挤压力,与工件接触,进而对工件表面进行强化加工。工具头的滚柱材料选用硬质合金。其余材料均为45号钢。超声强化系统的安装调试1-工件 2-工具头 3-刀架 4-换能器 5-超声电源稀土超磁致伸缩超声强化系统示意图 工件1用三爪卡盘和顶尖固定在车床上 换能 器4固定在车床的刀架3上,并由超声电源5供电 工具头2安装在换能器的前端。工作时,工件1随车床旋 转, 换能器4振动带动前端的工具头2与工件接触产生挤压,与此同时,换能器随着刀架3左右移动,车床直接装夹三、强化系统的试验研究2、实验方案(1)试验材料选用 中国车轴选
8、用材料多为40钢和30CrMoA,此次试验选用的材料是40钢。(2)试验设计 超声挤压强化加工参数主要包括挤压量P、转速v、进给量f、工具头顶部球面半径r、超声频率以及换能器的振幅等等。各个参数对超声强化的结果都有不同程度的影响,而且它们之间的关系比较复杂,这里我们只对其中的挤压量P、转速v、进给量f进行试验研究,其余的均取定值。工具头选用半径R=5mm的超硬合金材料三、强化系统的试验研究试件不变量变量试件1保持转速n及进给量f不变挤压量P改变/mn=570r/min,f=0.2mm/r80130180230试件2保持转速n及挤压量P不变进给量f改变/mm/rn=570r/min, P=130
9、m0.10.20.30.5试件3保持进给量f及挤压量P不变转速n改变/r/minf=0.2mm/r,P=130m290410570820超声挤压强化加工参数三、强化系统的试验研究3、实验结果40钢超声强化样件的加工后粗糙度测量及结果分析 针触法测量表面粗糙度及轮廓形状。 针尖曲率半径为2m左右的天然金刚石触针沿被测表面缓慢滑行,测出工件表面的粗糙度值。 评定长度为2.5mm 4,探头压入深度为16m+0.05时代TR300高精度表面粗糙度形状测量仪挤压量对工件粗糙度的影响(转速570r/min,进给量0.2mm/r) 未经超声强化处理的工件表面粗糙度为3.256m,是由工件表面的峰谷高度差较大
10、引起,粗糙的工件表面易造成应力集中,影响工件的疲劳强度。 经过超声强化处理后,所实验的4个不同挤压量获取的表面粗糙度都在1m左右,粗糙度明显降低,有效改善了工件的表面特征。进给量对工件粗糙度的影响(转速570r/min,挤压量130m) 超声挤压强化前工件表面粗糙度为3.256m, 超声强化处理后,取值不同的进给量获取的表面粗糙度都在1m左右,特别当进给量为0.3mm/r时,粗糙度最小Ra=0.776m。 转速对工件粗糙度的影响(挤压量130m,进给量0.2mm/r) 强化处理后的表面粗糙度明显降低,实验下取值不同的转速所得到的表面粗糙度都在1m左右。 粗糙度随着转速的增大先减小后增大,当转速为570r/min时,粗糙度最小0.882m。硬度测量及结果分析转速以及进给量相同,挤压量不同试件段处的里氏硬度值使用时代THL120里氏硬度计,对每一段测试五次,取其平均值转速以及挤压量相同,进给量不同试件段处
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 强化隔离酒店规范制度
- 医疗机构规范运行制度
- 肺移植中心病房制度规范
- 钢材出口许可证制度规范
- 避雷带设施检查制度规范
- 医院文档归类规范制度
- 刀具打码管理制度规范
- 高铁站务员排班制度规范
- 白案室工作制度规范要求
- 诊所安检制度及流程规范
- GB/T 28701-2012胀紧联结套
- GA/T 268-2019道路交通事故尸体检验
- CB/T 3762-1996船用润滑油嘴
- 清水混凝土构件预制技术与质量控制技术要点课件
- AWG线规-电流对照表
- 临床药学科研思路与选题课件
- 烧结余热锅炉施工方案(最终版)
- 压力容器质保体系内审检查表模板样本
- DB37-T 3134-2018.建筑施工企业安全生产风险分级管控体系实施指南
- 造纸术 完整版课件
- 2019年度上诉案件被发改情况分析
评论
0/150
提交评论