



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、1Advances in in-situ product recovery(ISPR) in whole cell biotechnology during the last decade2lIntroductionlAdvantages of ISPRlRequirementslSupporting technologies/enabling tools3Introduction about this review 1.Reasons The product inhibition and the side reactions lead to substantial downstream pr
2、ocessing costs, high waste water volumes, high fermentor costs and an increased substrate cost.so we invest the in-situ product recovery(ISPR) to sove these problems. The rationales a.enrich the product leading to a decrease in downstream processing costs; b. improve the volumetric productivity by a
3、lleviation of product inhibition; c. reduce the process flows(decrease amount of waste water per weight unit of product); d.improve the yield by removing the target product from the fermentation broth ISPR is not only used to remove the target product but also used to separate inhibitory by-products
4、.42.Including of the review The review presents the state-of-the-art in the applications of in-situ product recovery (ISPR) in whole-cell biotechnology over the last 10 years. Several reviews focus on a particular ISPR technique such as pervaporation, extraction, gas stripping,absorption,and ion exc
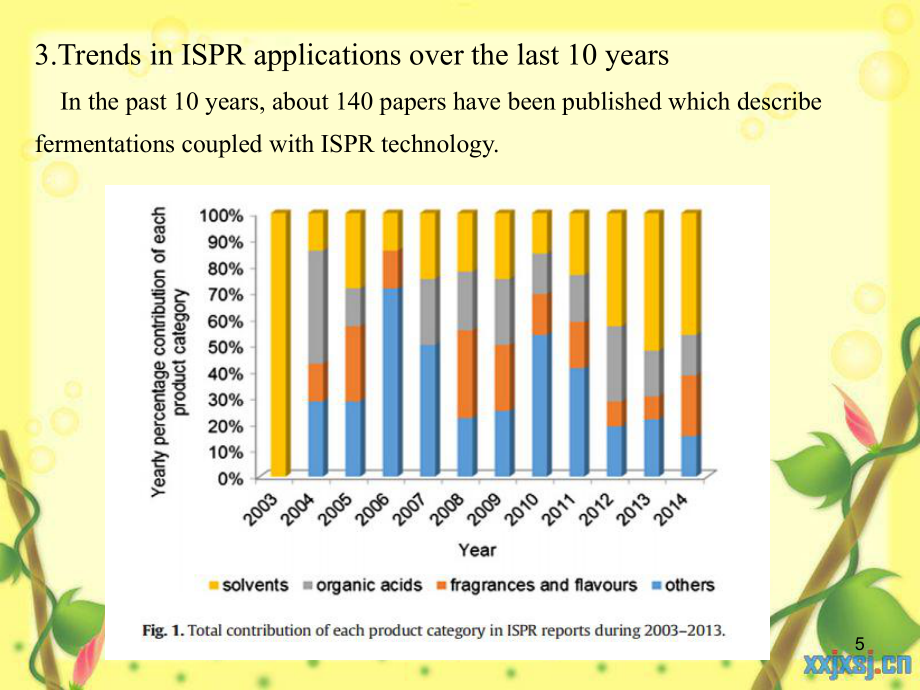
5、hange. All operational modes of cell cultivation (batch, fed-batch and continuous) and all ISPR techniques are considered. Processes using isolated enzymes or plant and animal cell cultures are kept outof scope for this review.53.Trends in ISPR applications over the last 10 years In the past 10 year
6、s, about 140 papers have been published which describe fermentations coupled with ISPR technology.6 Different configurations of ISPR are possible depending on the location of the separation unit. The selection of the proper ISPR technology are important.7a solventslThe reviews of ISPR technologies c
7、oupled to a fermentation for acetone butanol ethanol (ABE) fermentation easily surpassed the reviews of ISPR research related to ethanol in the last decades.lIsobutanol is a newcomer on the list and has been industrially implemented with a capacity of 68*106 L.lA gradual shift could be noted from ba
8、tch to fed-batch to continuous mode of operation.lThe most investigated ISPR techniques were gas stripping, organophilic pervaporation,and liquidliquid extraction.lThe internal-direct ISPR configuration was used predominantly.8b organic acidslThe second important class of products for which ISPR had
9、 been extensively used was organic acids, accounting for 21% of the reports.lThe ISPR techniques most frequently applied were electrodialysis and ion exchange.l47% of the articles reported the use of an external indirect configuration on application of electrodialysis.lthe membrane stack of an elect
10、rodialysis unit can easily be clogged by the particles present in the fermentation broth.lIon exchange processes were tested in equal numbers in the external direct or indirect mode.9c fragrances/flavors and other products lThe main reason to apply ISPR was to protect the desired product from furthe
11、rdegradation reactions.lThe target for ISPR in production of recombinant proteins and enzymes, wasusually also an organic acid.lAbout 72% of the ISPR configurations was of the ID type which could be attributed to the techniques applied, i.e. extraction and to some extent sorption. We expect that the
12、 shift from batch to continuous configurations already observed in the alcohol/solvents class will proceed for the other product classes as well.10Advantages of ISPR1.Product enrichment A two-stage gas stripping technique wherein a firststage condensate was further stripped to produce a condensate c
13、oncentration of 420 gL 1 in the second stage. The concentrations have not been high enough to demonstrate the benefit of ISPR using membrane distillation for increased product titers as compared to conventional ethanol fermentations. Etschmann and Schrader obtained 26.5 gL 1 2-phenylethanol in polyp
14、ropylene glycol 1200 as organic extractant for a fed-batch process using a concentrated feed of 600 gL 1 glucose. The improvements in concentrations of recombinant proteins amounted to only 1015% as compared to non-ISPR processes.112.Increased productivity Removal of inhibitory product from the ferm
15、entation broth relieves the inhibition on cells which consequently leads to higher cell growth and product formation rates. Inhibition by an organic acid on cell growth can be described by the Levenspiels model with Monod equation 123.Reduced process flows/increased substrate concentration Another a
16、dvantage of ISPR is the utilization of highly concentratedsubstrate. Usage of high initial glucose concentrations of up to 162 gL-1 i.e.2.7-fold higher than concentrations used in conventional batch for ABE fermentation (60 gL1) using gas stripping was reported . The complete utilization of highly c
17、oncentrated feed containing 300 gL-1 glucose for high lactic acid production (185 gL-1 ) in a fed-batch fermentation.134.Improved yield Three possible reasons could be hypothesized for yield increase a) use of highly concentrated feed allowing greater turnover to product than utilization for biomass
18、 formation. b) relieving the stress on the microorganism by removal of the inhibitory component leading to decreased intracellular maintenance. c) increasing the yield of an unstable product by rendering it unavailable for further metabolism and formation of other products.14RequirementsSeveral requ
19、irements can be formulated for industrial implementation about ISPR 1. keep the technology as simple as possible to allow a straightforward upscaling; 2. demonstrate long term robustness and stability of the integrated test set-up; 3. demonstrate decreased energy consumption of integrated design; 4.
20、 elaborate process design with maximum product recovery; 5. perform techno-economic assessments of integrated design.1.Scalability Bringing ISPR technology from lab scale to pilot and production plant requires an in-depth interaction between chemical engineering, biotechnology and entrepreneurialism
21、.152.Long term robustness and stability In order to be considered for implementation,the long-term performance and stability of an ISPR technology need to be demonstrated. Continuous operation offers several advantages from a chemical engineers point-of-view However, from a biological point-of-view
22、it should be mentioned that a long ISPR operation also increases the chances of contamination and strain instability or degeneration. Trade-offs need to be carefully evaluated. While lower product titers in the fermentor would lead to better process performance by alleviation of product inhibition and product degradation, higher concentrations would be beneficial for recovery technologies with limited separation factors.163.Maximum product recovery A continuous process for
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- GB/T 47714-2026准分子紫外辐射源安全规范
- 纳兰性德清初词创作赏析
- 2025-2026月考试卷八年级数学上学期期中模拟卷(北师大版)(原卷版)
- 李清照的金石研究探析
- 电解基础制氢与技术
- 2025年农村电商人才孵化与传统技艺传承融合
- 2025-2026学年广东省深圳市龙华区八年级(下)期中地理试卷
- 2026年幼儿园年会活动流程方案设计
- 2026年中班班级安全计划下学期
- 2026年养生馆年底活动方案
- 《煤矿重大事故隐患判定标准》(2026版)解读
- 泌尿系造口护理专家共识(2026版)
- 2025河北省中考真题数学试题(解析版)
- 2025年山东财经大学燕山学院辅导员考试真题
- 云南省昆明市2026届高三三诊一模摸底诊断测试化学试卷(含答案)
- 2026年河南高考物理含解析及答案(新课标卷)
- 2026年高考新高考II卷物理考试卷及答案
- 【2025年】河南省郑州初中学业水平考试中考生物试题(含答案)
- 检验实习生岗前培训
- 《财务管理学(第10版)》教案 王化成 - 第8-12章 运营资金管理-并购与重组
- 商业写字楼综合体物业服务方案
评论
0/150
提交评论