



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
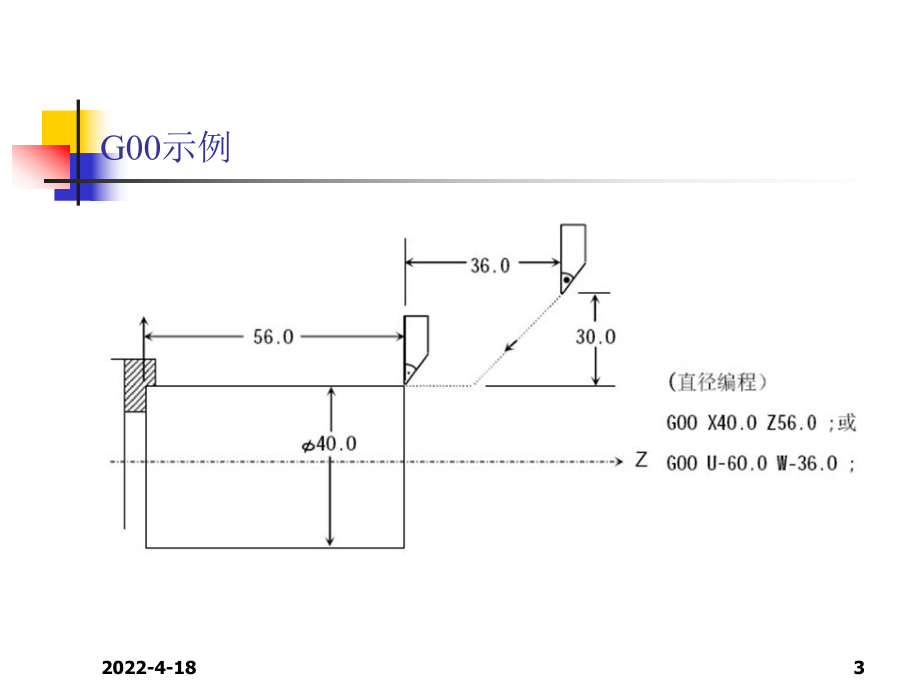
1、2022-4-1812.3.4 定位与加工G指令(1)G00:快速点定位快速点定位 LF(CR) G00 G91G90 格式:Nxx G90(或(或G91) G00 X_ Y_ Z_ LFn刀具以各轴独立的快速移动速度定位。刀具以各轴独立的快速移动速度定位。n通常刀具的轨迹不是直线。通常刀具的轨迹不是直线。n要注意避免刀具和工件及夹具发生碰撞。要注意避免刀具和工件及夹具发生碰撞。n而快速运动状态下的碰撞就更加危险。而快速运动状态下的碰撞就更加危险。2022-4-182G00功能说明功能说明注:注:使用G00时的各轴单独的快速移动速度由机床厂家设定。用F指定的进给速度无效。2022-4-183G
2、00示例2022-4-184(2)直线插补指令)直线插补指令G01nG01指令命令机床刀具以一定的进给速度从当前所在位置沿直线移动到指令给出的目标位置 n指令格式指令格式:G01 IP_ F_; Nxx G90(或G91)G01 X_ Y_ Z_ F_ LFn利用这条指令可以进行直线插补。由IP 指定的移动量,根据指令的X,Z/U,W分别为绝对值或增量值,由F指定进给速度,F在没有新的指令以前,总是有效的,因此不需一一在没有新的指令以前,总是有效的,因此不需一一指定指定。2022-4-185G01示例示例2022-4-1862022-4-187(3)顺圆)顺圆G02 、逆圆、逆圆03插补指令插
3、补指令n圆弧插补指令 控制刀具在指定平面内,按给定的进给速度F作圆弧插补运动,用于加工圆弧轮廓。n分为: 顺时针圆弧插补指令G02和逆时针插补指令M03n所谓顺圆和逆圆顺圆和逆圆是指从垂直于所选择的运动平面的坐标轴从垂直于所选择的运动平面的坐标轴的正方向的正方向- -负方向看,判断圆弧的顺逆负方向看,判断圆弧的顺逆。2022-4-188圆弧加工指令说明圆弧加工指令说明2022-4-189圆弧插补指令两种格式圆弧插补指令两种格式格式格式1:G02/G03 X(U)- Y(V)- I- J- F- *式中:式中:nX(U)、Y(V)_为圆弧终点的绝对坐标或相对于起点的增量坐标 一般使用增量坐标,表
4、示方便n I_为圆心相对于圆弧起点的X增量坐标n J_为圆心相对于圆弧起点的Y增量坐标格式格式2:G02/G03 X(U)- Y(V)- R- F- *式中:式中: R=0 加工0-180的圆弧;R180的圆弧注意:注意:R编程只适用非整圆的圆弧插补,不适合整圆加工在在KND200T数控系统中规定数控系统中规定R不能为负,不同系统的规定不同不能为负,不同系统的规定不同2022-4-18102022-4-1811LFFRIKXZGRKJZYGRJIYXGGGGGNxx 18 19 17 0302 9190 或或或圆弧插补指令的完整表示方法圆弧插补指令的完整表示方法在实际编程中,习惯上把插补在实际
5、编程中,习惯上把插补平面选择指令平面选择指令G17或或G18或或G19放在放在G02或或G03的前面。的前面。 2022-4-1812圆弧编程示例(圆弧编程示例(1 1) n把图上的轨迹分别用绝对值方式和增量方式编程: G02 X50.0 Z30.0 I25.0 F30.0; 或G02 U20.0 W-20.0 I25.0 F30.0; 或G02 X50.0 Z30.0 R25.0 F30.0; 或G02 U20.0 W-20.0 R25.0 F30.0;n圆弧插补的进给速度用F指定,为刀具沿着圆弧切线方向的速度。 2022-4-1813圆弧编程示例(圆弧编程示例(2)2022-4-1814补
6、充内容补充内容n螺旋线插补指令螺旋线插补指令nF代码规定为刀具沿圆弧的进给速度代码规定为刀具沿圆弧的进给速度例:例:G91 G17 G03 X-50. Y50. R50. Z30 F100; 0302 17FRJIYXGGGPP2022-4-1815(4)准确定位指令G60和G61n这两个指令格式与G00相似,但规定刀具快速接近定位点时必须提前减速,保证“单向趋近”避免“过冲”现象。其中G60为高精度定位,G61为中等精度定位。(5)暂停指令G04n指令用于所谓“无进给切削”,以降低被加工表面的粗糙度。暂停时间的表示方法,不同系统有不同的规定。 (6)加工指令还有很多,如平面螺旋线加工,等螺距
7、或变螺距螺纹加工,抛物线插补,以及图形旋转、偏移、镜象和缩放变换等加工指令。2022-4-18162.3.5 刀具补偿指令及其实现刀具补偿指令及其实现(1)刀具补偿原理与功能)刀具补偿原理与功能n数控机床安装刀具的刀架和主轴头上必须设置一个参考点,称为刀架参考点刀架参考点,该点在机床完成参考点运行后应与机床该点在机床完成参考点运行后应与机床参考点重合参考点重合n在加工过程中,CNC系统是通过对刀架参考点的控制对刀架参考点的控制来实现对刀具的位置控制,但实际切削时是使用刀尖或刀刃边刀尖或刀刃边缘缘完成切削n因此需要在刀架参考点与刀具切削点之间进行位置偏置因此需要在刀架参考点与刀具切削点之间进行位
8、置偏置,使数控系统的控制对象由刀架参考点变换到刀尖或刀刃边由刀架参考点变换到刀尖或刀刃边缘缘,这种变换过程称之为刀具补偿刀具补偿n刀具补偿有半径补偿和长度补偿半径补偿和长度补偿两大类2022-4-1817关于刀具补偿的一些说明关于刀具补偿的一些说明 n对于圆周切削的铣刀需要一个半径补偿值,如图a所示;对于钻削加工需要进行刀具长度方向的补偿,如图b所示;对于车刀如图c所示,除了需要两个长度补偿值,对于精密加工还应考虑刀尖圆弧半径补偿。2022-4-1818采用刀具补偿功能优点采用刀具补偿功能优点1)方便编程,编程时不必考虑刀具结构尺寸,只需考虑工件廓形尺寸,便能自动生成自动加工中刀架参考点轨迹,
9、包括起刀、退刀与拐角的参考点轨迹。2)更换刀具或刀具因磨损尺寸变化时不必更改程序。3)通过改变刀具补偿值可使用同一把刀同一程序进行粗、精切。粗加工时只要把打算保留的用于精加工的切削余量加到刀具补偿值中即可。4)可以纠正刀具安装误差或对刀误差。若刀具安装或对刀有误差,可通过修改刀具补偿值的方式加以消除。2022-4-1819n通常加工一个工件时,要使用几把刀具。各刀具有不同的形状,按照这些刀具来改变程序是非常麻烦的。n为此,事先测量出各刀具的长度,然后把它们与标准刀具长度的差设定给CNC。这样即使换刀程序也不需要改变,这个功能称为刀具长度补偿功能刀具长度补偿功能。2022-4-1820(2)刀具
10、半径补偿)刀具半径补偿1)刀具半径补偿功能和类型)刀具半径补偿功能和类型n编程员仅根据零件轮廓编程,数控装置根据零件轮廓和刀具半径R值自动地计算出刀具中心的轨迹,并自动进行拐角处理、即程序过渡处理,这一功能称为刀具半径补偿刀具半径补偿。n可进行半径补偿和尖角过度,数控系统所控制的刀具运动轨迹就是刀具刀位点的运动轨迹。如立铣刀的刀位点就是刀具轴线与刀具底面的交点。n数控装置根据零件轮廓和刀具半径值,自动计算出刀位点的轨迹,并按刀位点轨迹运动,称为刀具半径补偿功能刀具半径补偿功能。2022-4-1821n早期的CNC系统曾具有一种B功能刀补,只能处理单程序段补偿,要由编程员额外编程进行拐角过渡,编
11、程复杂,现在已被C功能刀补所代替。偏移矢量偏移矢量建立刀补建立刀补取消刀补取消刀补2022-4-18222)刀具半径补偿指令G41、G42、G40 G41左偏刀具半径补偿,简称左刀补 对着零件,假设工件不动,沿着刀具运动方向看,刀具位于加工方向的左侧。 G42右偏刀具半径补偿,刀具位于加工方向的右侧也有采用G02/ G03的格式G00G41 Nxx X_ Y_ H(D)_G01G42格式:或;2022-4-1823 G40刀具补偿刀具补偿/刀具偏置注销刀具偏置注销n仅用在G00或G01的情况,用G40则G41或G42指令无效,即用G40取消刀具偏置值,使刀位点与编程轨迹重合 刀具补偿的建立、补
12、偿和取消过程刀具补偿的建立、补偿和取消过程n刀具补偿运动轨迹可分三种情况:刀具补偿建立的切入阶段、轮廓加工阶段和刀具补偿注销阶段。G00 Nxx G40 X_ Y_ G01格式:;2022-4-1824建立刀补建立刀补n在取消模式下,当满足以下条件的程序段执行时,系统进入进入补偿模式补偿模式。这个操作中的控制称为补偿开始。nA)程序段中含有G41或G42,或已经指定为G41或G42模式。nb)刀尖半径补偿号码不是0。nc)程序段中指定的X或Z移动且移动量不是零。n在补偿开始的程序段必须由必须由G00G00、G01G01,而不能是圆弧指令,而不能是圆弧指令(G02G02或或G03G03),保证不
13、发生刀具和工件相干涉,刀具中心),保证不发生刀具和工件相干涉,刀具中心移动路径由系统自行保证移动路径由系统自行保证。 2022-4-1825(a a)沿着拐角的内侧移动()沿着拐角的内侧移动(180180) 2022-4-1826(b b)沿拐角外侧移动)沿拐角外侧移动(180(1809090) )(需对(需对r r标注位置进行必要修改,或在编程时进行一些处理)标注位置进行必要修改,或在编程时进行一些处理)2022-4-1827(c c)沿拐角外侧移动()沿拐角外侧移动( 9090 ) )(需对(需对r r标注位置进行必要修改,或在编程时进行一些处理)标注位置进行必要修改,或在编程时进行一些处
14、理) 2022-4-1828执行刀补执行刀补n刀具中心按照偏离编程轨迹一个刀具半径状态,即沿编程轨迹的等距线做切削运动。在编程中注意不要使用非运动功能程度段。n系统在执行刀具半径补偿时必须同时处理两个以上程序段,要按第一个程序段运动,要根据第二个程序段进行拐角处理。n若某一程序段中无轨迹运动功能,则会引起运行错误。a a)沿着拐角的内侧移动()沿着拐角的内侧移动(180180) 2022-4-18292022-4-1830(b)沿拐角外侧移动()沿拐角外侧移动(18090) 2022-4-1831(c c)沿拐角外侧移动()沿拐角外侧移动( 9090) ) 2022-4-1832撤销刀补撤销刀
15、补格式为: Nxx G01(或G00) G40 X_ Y_n在补偿模式,当程序段满足以下任何一项条件执行时,系统进入补偿取消模式,这个程序段的动作称为补偿取消补偿取消。 A)指令G40 B)刀具半径补偿号码指定为0。n在执行补偿取消时,不可用圆弧指令,必须由在执行补偿取消时,不可用圆弧指令,必须由G00、G01来完成,也要保证刀具与工件不发生干涉。来完成,也要保证刀具与工件不发生干涉。n在补偿取消模式,控制执行该程序段及在刀具半径补偿缓冲寄存器中的程序段。2022-4-18332022-4-18342022-4-18352022-4-1836补充:刀具半径B刀补2022-4-1837补充:B补
16、偿 拐角偏移圆弧插补(G39)n在G01,G02或G03程序段中间,用下面指令 G39 X_ Y_ I_ J_ H_;n在拐角处,以刀具半径为半径,进行偏移圆弧插补。并形成与(X,Y)垂直的新矢量。刀具沿着圆弧从旧矢量尖端移动到新矢量尖端。n此指令只有在补偿状态且G41或与G42指令时才可以使用。圆弧是右转还是左转由G41或G42决定。指令为非模态指令为非模态。2022-4-18382022-4-1839补充:补充:B补偿补偿 刀具半径补偿左和右的转换刀具半径补偿左和右的转换n偏移方向从左变到右,或者从右变到左时,一般都是经过偏移取消状态。但是G00或G01可以不经由偏移取消状态,直接转换。此时的刀具轨迹如下图所示。2022-4-1840补充补充:B补偿补偿 偏移矢量的变更偏移矢量的变更n偏移矢量的改变一般是在偏移取消状态,在换刀时进行,但对于G00,G01来说在偏移状态中也可以进行,其情况入下图所示。2022-4-18412022-4-1842(3)刀具长度补偿)刀具长度补偿n刀具长度补偿功能比较简单与直观,是一种简单的单坐标刀具位置偏置。使用指令为G43、G44、G40:nG43称为正补偿,规定机床运动终点坐标为编程坐标加上一个刀补长度,nG44称为负补偿,规定机床运动终点坐标为编程坐标减去一个刀补长度,nG40用于撤销刀具长度补偿
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025导游证资格考试全真试题及答案解析
- 细节决定成败考题及答案
- 物理选修三常考题及答案
- 《丑小鸭》读后感200字作文
- 【N1叉车司机】理论试题及答案
- 食品销售初级考试试题及答案
- 2025届广东省珠海一中等六校重点中学高三年级第一次模拟历史试题含解析
- 青岛航空科技职业学院《医用细胞生物学》2023-2024学年第二学期期末试卷
- 郑州幼儿师范高等专科学校《外贸单证》2023-2024学年第二学期期末试卷
- 贵州航天职业技术学院《公共政策概论》2023-2024学年第二学期期末试卷
- (一模)青岛市2025年高三年级第一次适应性检测历史试卷(含标准答案)
- 投标专员转正述职报告
- 2025年钟山职业技术学院单招职业技能测试题库往年题考
- DBJ50-052-2020公共建筑节能(绿色建筑)设计标准
- 2025年眼药水项目投资分析及可行性报告
- 2025年内蒙古自治区政府工作报告测试题及参考答案
- 2024年全国中学生生物学联赛试题及答案详解
- 无人机培训项目可行性研究报告
- 墨子的《非攻》课件
- 民事起诉状(证券虚假陈述责任纠纷)示范文本
- 不动产登记中心服务行为规范办法(试行)
评论
0/150
提交评论