



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、焊接用焊丝的选用详细资料及选用表1焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。焊丝选用要考虑的顺序如下。根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊
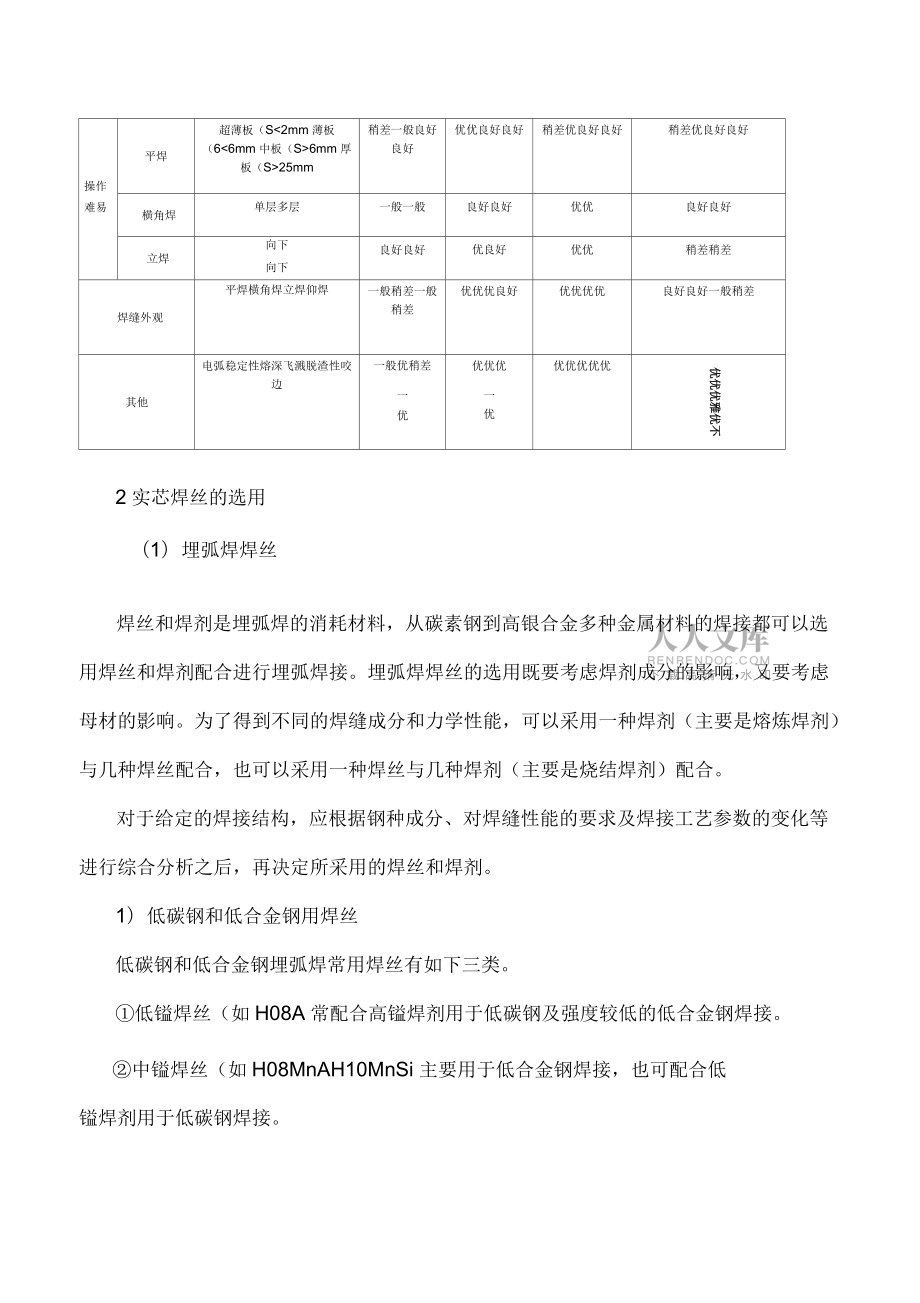
2、接材料。根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。表1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比焊接工艺性能实芯焊丝CQ焊接,药芯焊丝CG焊接Ar+CQ焊接熔渣型金属粉型操作平焊超薄板(S<2mm薄板(6<6mm中板(S>6mm厚板
3、(S>25mm稍差一般良好良好优优良好良好稍差优良好良好稍差优良好良好难易横角焊单层多层一般一般良好良好优优良好良好立焊向下向下良好良好优良好优优稍差稍差焊缝外观平焊横角焊立焊仰焊一般稍差一般稍差优优优良好优优优优良好良好一般稍差其他电弧稳定性熔深飞溅脱渣性咬边一般优稍差一优优优优一优优优优优优优优优雅优不2实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高银合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以
4、采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。低镒焊丝(如H08A常配合高镒焊剂用于低碳钢及强度较低的低合金钢焊接。中镒焊丝(如H08MnAH10MnSi主要用于低合金钢焊接,也可配合低镒焊剂用于低碳钢焊接。高镒焊丝(如H10Mn2H08Mn2S)用于低合金钢焊接。2)低合金高强钢用焊丝低合金高强钢用焊丝含Mn1须上,含Mo0.3%0.8%,如H08MnMoAH08Mn2MoA用于强度较高的低合金高强钢焊接。止
5、匕外,根据低合金高强钢的成分及使用性能要求,还可在焊丝中加入Ni、Cr、V及RE等元素,提高焊缝性能。强度级别590Mp故的焊缝金属多采用Mn-Mo系焊丝,如H08MnMoAH08Mn2MoAH10Mn2Mo。强度级别690780Mp锻的焊缝多采用Mn-Cr-Mo系、Mn-Ni-Mo系或Mn-Ni-Cr-Mo系焊丝。当对焊缝韧性要求较高时,可采用含Ni的焊丝,如H08CrNi2Mo腐。焊接弓5度级别690Mp故以下的钢种时,可采用熔炼焊剂和烧结焊剂。焊接强度级别780Mp改高强度钢时,为了得到高韧性,除了选用适当的焊丝,最好采用烧结焊剂。埋弧焊实芯焊丝的力学性能、特点和用途见表表2埋弧焊实芯焊
6、丝的力学性能、特点和用途焊丝牌号直径/mm特点和用途熔敷金属力学性能抗拉强度口/MPa屈服强度aS/MPa伸长率65/%冲击功Akv/JH08A2.05.0低碳结构钢焊丝,在埋弧焊中用量最大,配合焊剂HJ430HJ431HJ433等焊接.用于低碳钢及某些低合金钢(如16Mn)结构410550>330>22>27(0C)H08MnA2.05.8碳素钢焊丝,配合焊剂进行埋弧焊,焊缝金属具有优良的力学性能。用于碳钢和相应强度级别的低合金钢(如16Mn等)锅炉、压力容器的埋弧焊410550>330>22>27(0C)H10Mn22.05.8镀铜的埋弧焊焊丝,配合焊剂
7、HJ130、HJ330、HJ350焊接,焊缝金属具有优良的力学性能。用于碳钢及低合金钢(如16Mn14MnNb)焊接结构的埋弧焊410550>330>22一H10MnSi2.05.0镀铜焊丝,配用相应的焊剂可获得力学性能良好的焊缝金属,焊接效率高,焊接质量稳定可靠。用于焊接重要的低碳钢和低合金钢结构410550>330>22>27(0C)HYD0473.05.0配用焊剂HJ107的堆焊焊丝,熔敷金属具有良好的抗挤压磨粒磨损能力,抗裂性能优良,冷焊无裂纹。焊丝表面无缝,可镀铜处理,焊接操作简单,电弧稳定,抗网压波动能力强、工艺性能良好。常用于辐压机挤压辐表面的堆焊一
8、一一一3)不锈钢用焊丝不锈钢焊接时,采用的焊丝成分要与被焊接的不锈钢成分基本一致。焊接铭不锈钢时可采用H0Cr14H1Cr13H1Cr17等焊丝,焊接铭、镇不锈钢时,可采用H0Cr19NiHH0Cr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如H00Cr19Ni9等。焊剂可采用熔炼型或烧结型,要求焊剂的氧化性要小,以减少合金元素的烧损。目前国外主要采用烧结焊剂焊接不锈钢,我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。(2)气体保护焊用焊丝1) TIG焊焊丝TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝。由于保护气体为纯Ar,无氧化性,焊丝
9、熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分。也有的采用母材成分作为焊丝成分,使焊缝成分与母材一致。TIG焊时焊接线能量小,焊缝强度和塑、韧性良好,容易满足使用性能要求。2) MIG和MAG呈丝MIG方法主要用于焊接不锈钢等高合金钢。为了改善电弧特性,在Ar气中加入适量O或CG,即成为MA的法。焊接低合金钢时,采用Ar+5%C国提高焊缝的抗气孔能力。但焊接超低碳不锈钢时不能采用Ar+5%CO昆合气体,只可采用Ar+2%O混合气体,以防止焊缝增碳。目前低合金钢的MIG焊接正在逐步被Ar+20%CO的MA第接所取代。MA第接时由于保护气体有一定的氧化性,应适当提高焊丝中Si、Mn脱氧元素的含
10、量,其他成分可以与母材一致,也可以有若干差别。焊接高强钢时,焊缝中C的含量通常低于母材,Mn的含量则明显高于母材,这不仅为了脱氧,也是焊缝合金成分的要求。为了改善低温冲击韧性,焊缝中的Si含量不宜过高。3) CO焊焊丝CO不活性气体,具有较强的氧化性,因此CO焊所用焊丝必须含有较高的Mn、Si等脱氧元素。CO焊通常采用C-Mn-Si系焊丝,如H08MnSiAH08Mn2SiAH04Mn2SiTiA等。CO焊焊丝直径一般是:0.8mm1.0mm1.2mm1.6mm2.0mm等。焊丝直径w1.2mm属于细丝CO焊,焊丝直径n1.6mmW于粗丝CO焊。H08Mn2SiA焊丝是一种广泛应用的CO焊焊丝
11、,它有较好的工艺性能,适合于焊接500Mpa50kgf/mm2)级以下的低合金钢。对于强度级别要求更高的钢种,应采用焊丝成分中含有Mo元素的H10MnSiM殍牌号的焊丝。(3)电渣焊焊丝电渣焊适用于中厚板和厚板焊接。电渣焊焊丝主要起填充金属和合金化的作用,低碳钢和低合金高强钢电渣焊常用焊丝的牌号见表3表3低碳钢和低合金高强钢电渣焊常用焊丝焊接钢号常用焊丝牌号Q235,Q25515,20,2516Mn09Mn215MnV15MnVCu15MnVN14MnMoV18MnMoNbH08MnAH08MnAH10Mn2H08Mn2Si,H10MN2H10MnSi,H08MnMoAH08MnMoAH08M
12、n2MoVAH10Mn2MoVAH10Mn2Mo(4)有色金属及铸铁焊丝与焊丝型号的表示方法不同,焊丝牌号前两个字母“H6表示有色金属及铸铁焊丝;牌号中第一位数字表示焊丝的化学组成类型(见表4),牌号中第二、第三位数字表示同一类型焊丝的不同牌号。表4有色金属及铸铁焊丝的类型牌号型号化学组成类型牌号型号化学组成类型HS1XXHS2XXHS3XX一HSCIKX-XHSAlXX-X堆焊硬质合金焊丝铜及铜合金焊丝铝及铝合金焊丝HS4义义一RZCX-XErnIxx-x铸铁焊丝馍及馍合金焊丝1)铜及铜合金焊丝铜及铜合金焊丝常用于焊接铜及铜合金,其中黄铜焊丝也广泛用于钎焊碳钢、铸铁及硬质合金刀具等。铜及铜合
13、金的焊接,可以采用多种焊接方法,正确地选择填充金属,是获得优质焊缝的必要条件。用氧-乙快气焊时应配合气焊熔剂共同使用。铜及铜合金焊丝的类型及化学成分见表5。常用铜及铜合金焊丝的牌号、型号及用途见表6表5铜及铜合金焊丝的类型及化学成分类型型号化字成分/%CuZnSnSiMnNiFePPbAlTiS其他元素总量铜HSCu>98,0*<1,0<0,5<0,5*<0.15<0.02<0.01一一<0.05黄铜HSCuZn-157.060.0余量0.51.5一一一一一<0.05<0.01一-<0.05HSCuZn-256,060.00.8
14、1.10.040.150.010.5一0.251.20HSCuZn-356,062.00.51.50.10.5<1,0<1,5<0,5HSCuZn-461,063.0一0.30.7一一一白铜HSCuZnNi46,050.0一一<0.25一9,011.0一<0.25<0.05<0.02一-<0.50HSCuNi余量一*<0.15<1,029.032.00.400.75<0.02<0.020.200.50<0.01青铜HSCuSi余量<1.5<1,02.84.0<1,5*<0,5*<0.02
15、*一一<0,5HSCuSn*6.09.0*0.100.35<0.01HSCuAl<1.0一<0.10<2,0一一*7.09.0HSCuAlNi<1.0一<0.100,53.00.53.0<2,0*7.09.0注:杂质元素总和包括带*号的元素含量之和表6常用铜及铜合金焊丝的牌号、型号及用途牌号型号名称化学成分/%熔点/c用途HS201HSCu特制紫铜焊丝Sn1.1,Si0.4,Mn0.4余为Cu1050用于紫铜瀛弧焊及氧-乙焕气焊时作为填充材料HS202一低磷铜焊丝P0.3,余为Cu1060用于紫铜氧-乙快气焊及碳弧焊时作为填充材料HS220HSC
16、uZn-1锡黄铜焊丝Cu59,Sn1,余为Zn860用于黄铜的氧-乙快焊和惰性气体保护焊时作填充材料。也适用于钎焊铜、铜合金、铜银合金HS221HSCuZn-3锡黄铜焊丝Cu60,Sn1,Si0.3,余为Zn890黄铜氧-乙快气焊及碳弧焊时作填充材料。也广泛应用于钎焊铜、钢、铜银合金、灰口铸铁以及镶嵌硬质合金刀具等HS222HSCuZn-2铁黄铜焊丝Cu58,Sn0.9,Si0.1,Fe0.8,余为Zn860黄铜氧-乙快气焊及碳弧焊时作填充材料。也可用于钎焊铜、钢、铜银合金、灰口铸铁以及镶嵌硬质合金刀具等HS224HSCuZn-4硅黄铜焊丝Cu62,Si0.5,余为Zn905黄铜氧-乙快气焊及
17、碳弧焊时作填充材料。也可用于钎焊铜、铜银、灰口铸铁等2)铝及铝合金焊丝铝及铝合金焊丝广泛应用于铝合金鼠弧焊及氧-乙快气焊时作填充材料。焊丝的选择主要根据母材的种类、对接头抗裂性能、力学性能及耐蚀性等方面的要求综合考虑。一般情况下,焊接铝及铝合金都采用与母材成分相同或相近牌号的焊丝,这样可以获得较好的耐蚀性;但焊接热裂倾向大的热处理强化铝合金时,选择焊丝则主要从解决抗裂性入手,这时焊丝的成分应与母材差别很大。铝及铝合金焊丝的类型及化学成分见表7。常用铝及铝合金焊丝的万分及用途见表8表7铝及铝合金焊丝的类型及化学成分类型型号化学成分/%SiFeCuMnMgCrZnTiVZrAl其他元素总量纯铝SA
18、l-1Fe+Si<1,00.050.05一一0.100.05一一>99,00.15SAl-20.200.250.400.030.030.040.03>99,7SAl-30.300.30一一一一一>99,5铝镁SAlMg-10.250.400.100.501.02.403.00.05-0.20一0.05-0.20余量SAlMg-2Fe+Si<0,450.050.013.103.900.15-0.350.200.05-0.15SAlMg-30.400.400.100.501.04.305.200.05-0.250.250.15SAlMg-50.400.40一0.20-
19、0.604.705.70一一0.05-0.20铝铜SAlCu0.200.305,86.80.20-0.400.020.100.10-0.200.050.150.100.25铝镒SAlMn0.600.70一1,01.6一一一一一铝硅SAlSi-14,56.00.800.300.050.050.100.20SAlSi-211,013.00.800.300.150.100.20一注:除规定外,单个数值表示最大值表8常用铝及铝合金焊丝的成分及用途牌号化学成分/%熔点c用途HS301(丝301)Al>99,5,Si<0,3,Fe<0.3660焊接纯铝及对焊接性要求不高的铝合金HS311
20、(丝311)Si4,56.0,Fe<0,6,Al余量580610焊接除铝镁合金以外的铝合金,特别是易产生热裂纹的热处理强化铝合金HS321(丝321)Mn1,01.6,Si<0,6,Fe<0.7,Al余量643654焊接铝镒及其他铝合金HS331(丝331)Mg4,75.7,Mn0,20.6,Si<0,4,Fe<0,4,Ti0.050.2,Al余量638660焊接铝镁合金和铝锌镁合金,补焊铝镁合金铸件3)铸铁焊丝铸铁焊丝主要用于气焊焊补铸铁。由于氧-乙快火焰温度(小于3400C)比电弧温度(6000C)低很多,而且热量不集中,较适于灰口铸铁薄壁铸件的焊补。止匕外,
21、气焊火焰温度低可减少球化剂的蒸发,有利于保证焊缝获得球墨铸铁组织。目前气焊用球铁焊丝主要有加稀土镁合金和亿基重稀土的两种,由于亿的沸点高,抗球化衰退能力比镁强,更有利于保证焊缝球化,故近年来应用较多。铸铁焊丝的型号及化学成分见表9。铸铁焊补常用气焊焊丝的成分特点及用途见表10。表9铸铁焊丝的型号及化学成分”号或牌号化学成分/%CSiMnSPNiMoCe球化剂RZC-13.23.52.73.00.600.750.500.75一一一一RZC-23.54.53.03.80.300.80<0.10<0.05一一一一RZCH3.23.52.02.50.500.700.200.401.21.6
22、0.250.45一一RZCQ-13.24.03.23.80.100.40<0.015<0.05<0.50一<0.200.040.10RZCQ-23.54.23.54.20.500.80<0.03<0.10一一一0.040.10HS401热焊焊丝3.04.22.83.60.300.80<0.08<0.50一一一一HS401冷焊焊丝3.04.23.84.80.300.80一一一一HS402,稀土焊丝3.84.23.03.60.500.80<0.05<0.50一一一忆基重稀土0.080.10轻稀土焊丝3.54.03.53.90.500.80
23、<0.03<0.10一一一稀土镁0.030.04注:铸铁焊丝的型号(RZCX-X)及化学成分是根据GB10044-1988制定;铸铁焊丝的牌号(HS4XX)及化学成分是根据焊接材料产品样本编入,没有牌号的为非标准焊丝。表10常用铸铁气焊焊丝的成分及用途牌号型号化学成分/%用途HS401RZC-2C3.04.2,Si2.83.6,Mn0.30.8焊补灰口铸铁铸件,如某些灰口铸铁机件的修复和农具的焊补、堆焊,价格低廉HS402RZCQ-2C3.84.2,Si3.03.6,Mn0.50.8,RE0.080.15用于球墨铸铁件焊补及堆焊4)堆焊焊丝目前生产的堆焊用硬质合金焊丝主要有两类:高
24、铭合金铸铁钉索尔玛依特)和钻基(司太立)合金。高铭合金铸铁具有良好的抗氧化性和耐气蚀性能,硬度高,耐磨性好。而钻基合金则在650c的高温下,亦能保持高的硬度和良好的耐蚀性能。其中低碳、低鸨的韧性好;高碳、高鸨的硬度高,但抗冲击能力差。硬质合金堆焊焊丝可采用氧-乙快、气电焊等方法堆焊,其中氧-乙快堆焊虽然生产效率低,但设备简单,堆焊时熔深浅,母材熔化量少,堆焊质量高,因此应用较广泛。常用硬质合金堆焊焊丝的成分、特点及用途见表11。表ii常用硬质合金堆焊焊线的成分、特点及用途牌号名称化学成分/%堆焊层常温硬度HRC主要特点及用途HS101高铭铸铁堆焊焊丝C2.53.3,Cr2531,Ni35,Si
25、2.84.2,Fe余量4854堆焊层具有优良的抗氧化和耐气蚀性能,硬度高,耐磨性好,但工作温度不宜超过500C,否则硬度降低。用于堆焊要求耐磨损、抗氧化或耐气蚀的场合,如铲斗齿、泵套、柴油机气门、排气叶片等、HS103高铭铸铁堆焊焊丝C34,Cr2532,Co46,B0.51.0,Fe余量5864堆焊层具有优良的抗氧化性,硬度高,耐磨性好,但抗冲击性能差,难以进行切削加工,只能研磨。用于要求强烈耐磨损的场合,如牙轮钻头小轴、煤孔挖掘机、破碎机辐、泵框筒、混合叶片等堆焊HS111;古基堆焊焊丝(相当于AWSRCoCr-AC0.91.4,Cr2632,W3.56.0,Fe<2.0,Co余量4
26、045Co-Cr-W合金中C和W含量最低、韧性最好的一种,能承受冷热条件下的冲击,裂纹倾向小,有良好的耐蚀、耐热和耐磨性。用于要求在高温工作时能保持良好的耐磨性及耐蚀性的场合,如高温高压阀门、热剪切刀刃、热锻模等的堆焊HS112,基堆焊焊丝(相当于AWSRCoCr-BC1.21.7,Cr2632,W7-9.5,Fe<2.0,Co余量4550在Co-Cr-W合金中具有中等硬度,耐磨性比HS111好,但塑性稍差。具有良好的耐蚀、耐热及耐磨损性能,在650c高温下仍能保持这些性能。用于高温高压阀门、内燃机阀、化纤剪刀刃口、高压泵轴套和内衬筒套、热轧辐等的堆焊HS113钻基堆焊焊丝C2.53.0
27、,Cr2733,W1619,Fe<2.0,Co余量5560堆焊层硬度高,耐磨性非常好,但抗冲击性较差,堆焊时产生裂纹倾向大。具有良好的耐、耐热及耐磨性能,在650c高温下仍能保持这些性能。主要用于牙轮钻头轴承、锅炉的放置旋转叶片、粉碎机刃口、螺旋送料机等磨损部件的堆焊HS114钻基堆焊焊丝C2.43.0,Cr2733,>52高碳Co-Cr-W合金堆焊焊线,耐磨性、耐蚀性好,但抗冲击韧性差。主要用于高温工作的燃气轮机、飞机发动机涡轮叶片、W1k14,Fe<2.0,Co余量牙轮钻头轴承、锅炉旋转叶片等磨损部件的堆焊HS115,基堆焊焊丝(相当于AWSSRCoCr-EC0.150.
28、35,Cr25.529,Mo外6,Ni1.753.25,Co余量>27用Mo强化的低碳Cr-Mo焊丝,耐高温腐蚀、耐冲击性及高温强度好。用于各种阀门、阀座、水轮机叶片、铸模及挤压模的堆焊HS116,基堆焊焊丝(相当于AWSRCoCr-CC0.701.20,Cr3034,W12.515.5,Co余量4650堆焊层有较高的耐磨性和高温强度,但韧性较差。在硫酸、磷酸、硝酸条件下有较好的耐蚀性。用于铜基及铝基合金的热压模等堆焊HS117钻基堆焊焊丝C2.302.60,Cr3134,W1618,Co余量>53堆焊层有较强的耐磨料磨损及耐腐蚀性,在800c高温也能保持这些特性。用于泵的套筒和旋
29、转密封环、磨损面板等3药芯焊丝的选用药芯焊丝的焊接具有工艺性能好、焊缝质量好、对钢材的适应性强等优点,有着广阔的应用前景。药芯焊丝可用于焊接各种类型的钢结构,包括低碳钢、低合金高强钢、低温钢、耐热钢、不锈钢及耐磨堆焊等。所采用的保护气体有CQ和Ar+CO两种,前者用于普通结构,后者用于重要结构。药芯焊丝适于自动或半自动焊接,直流或交流电流均可。(1)低碳钢及高强钢用药芯焊丝低碳钢及高强钢用药芯焊丝的品种多、用量大,大多数为钛型渣系,焊接工艺性好,焊接生产率高,主要用于造船、桥梁、建筑、车辆制造等部门。低碳钢及低合金高强钢用药芯,焊丝品种较多(见表14),从焊缝强度级别上看,490MPaa和590Mp故的药芯焊丝已普遍使用;从性能上看,有的侧重于工艺性能,有的侧重于焊缝力学性能和抗裂性能,有的适用于包括向下立焊在内
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024-2030年直升飞机行业风险投资发展分析及投资融资策略研究报告
- 2024-2030年病毒载体疫苗行业市场现状供需分析及投资评估规划分析研究报告
- 2024-2030年电风扇行业经营效益分析及未来可持续发展预测报告
- 2024-2030年电感器产业政府战略管理与区域发展战略研究咨询报告
- 2024-2030年电商快递行业竞争格局分析及投资前景与战略规划研究报告
- 2024-2030年电动推进系统行业市场现状供需分析及投资评估规划分析研究报告
- 2024-2030年生物质燃料行业市场发展现状及并购重组策略与投融资研究报告
- 2024-2030年煤层气(CSG和和CBM)行业市场现状供需分析及投资评估规划分析研究报告
- 2024届高考语文二轮复习3-3修辞效果分析题学案
- 2023年多路水温测量仪项目评估分析报告
- 新湘教版七年级音乐上册全册教案
- JT-T-1180.1-2018交通运输企业安全生产标准化建设基本规范第1部分:总体要求
- 2024年保安员上岗证初级保安员考试题库
- 血液病-恶性肿瘤患者侵袭性真菌病的诊断标准与治疗原则(第六次修订版)解读
- 加油站职业病防治法培训记录
- 田间混凝土道路工程施工方案
- 国开2024《人文英语4》边学边练参考答案
- 校本课程建设方案
- 中医康复技术发展史
- 华为IPD流程各阶段370个活动详解
- 《公立医疗机构互联网医院建设规范》(编制说明编写要求)
评论
0/150
提交评论