



下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、注塑件外观检验标准1.目的明确公司注塑外观质量标准,标准塑胶产品外观检验与判定标准,确保客户及协力厂商对本公司品质要求的认知。2.适用范围适用于公司生产或外购的塑胶产品。3.定义3.1 缺陷划分 3.1.1严重缺陷CR对人身平安有危险或存在对人身健康有危害的缺陷。如漏电、漏水、塑胶有毒、利边等。3.1.2主要缺陷MA产品主要功能丧失、会影响使用寿命、会影响装配速度或严重外观不良直接影响产品的销售。如刮花、异色严重等。3.1.3次要缺陷MI轻微外观不良,不会直接影响到产品的销售。即除了CR、MA外的缺陷。如轻微油污、刮花、水纹、缩水等。3.2外表等级划分A面:在正常使用时,能看到的外外表,如丝印
2、位、铭牌位所在面作为A面 B面:在正常使用时看不到的外外表,如产品的侧面、反面作为B面C面:不借用工具可看到的内外表或需要翻开后才看得到的外表作为C面3.3塑胶件外表缺陷定义1)异色点:胶件外表由不同于本体颜色可见杂质或烧焦的碎片形成2)碰划伤:产品受外力作用在外表出现的各种凹线或无深度线性伤痕,用手指甲感觉有感、有层次感。3)披锋:在塑料零件的边缘或结合线处线性凸起的胶料及产品边缘处因人工修边而产生缺口等不规那么形状(通常为成型不良所致)。4)色差:胶料着色时色粉混搅不均匀,水口料使用比例不当,注塑温度变化等原因造成与色板颜色形成的偏差.指:实际部品颜色与成认样品颜色或色号比对超出允收值。5
3、)缩水:注塑成型后,塑料冷却时由于受到各种影响,产品体积内收缩在外表形成的凹陷的痕迹。6)缺胶:注射量缺乏和模具损坏而造成产品形体的缺损、缺料情形。7)变形:注塑时,温度太高,冷却时间不够,出模后收缩,本身残留应力变化导致弯曲或由于出模不顺,顶针强行顶出变形。8)油污:附着在产品外表上的油性液体。9汽纹:模具设计排气不良或调较不当, 熔融胶料在模具型腔内充模时,胶料走胶速度太慢,造成排气困难,气体只能由入水位排气,在入水位外表或附近出现圈状色变或反光。10)夹水纹:啤塑中熔融胶料在模具型腔充模时由于遇到嵌件、孔、柱、栅格,流速不能连贯、通畅的区域而以多股形式集合,因不能完全熔合而产生线状的熔接
4、缝.11)起皮:模具设计排气不良或调较不当, 熔融胶料在模具型腔内充模时,速度太快,胶件外表与模腔内面有一股气体不能及时排出去,在外表形成花状的白点,用手指甲去刮可脱皮。12)汽泡:产品内部产生的空洞及外表产生圆形的突起。13)顶白:注塑时,压力大温度高,冷却时间不够,胶件在脱模时,由于胶件某部位粗糙造成出模困难,顶针通过一定压力强行顶出,顶针位的外表处发白、凸起。14装配缝隙 :除了设计时规定的缝隙外,由两部组件装配造成的缝隙 4、检验标准此标准系依据 GB/T2828.1-2003 一次抽样方案 级之抽样水准,随机取样进行检验,AQL以各部门作业指导书为准,如无明确要求的,依据以下AQL进
5、行判定。严重缺陷CR: C=0主要缺点(MA):MA=0.65主要为性能、功能不良及零部件漏装等,且此类型缺陷会引起客户投诉或返工费用较大者.次要缺点(MI):MI=2.5 主要为外观不良或机械性能不良,但不影响性能的缺陷。4.1检验条件在40W日光灯源下垂直距离1米,目视距离30CM观测,视线相对水平面45度以上、从观察物正面开始观察产品一周。部品不能为突出外表瑕疵而使用单向照射光源,目视时应无直接照射光源。检验时间:每一个检验之位置的时间如下表,假设有可视之缺失点发现于上述任一两种检验位置时,那么该可视缺失所在区域,以该区域之允收标准判定之。编码 A BC目视距离300mm300mm600
6、mm目视时间10秒5秒3秒5、 外观判定标准工程类别检验工程规格要求检验方法缺陷划分CRMAMI异色点A外表在100c的塑件外表上可接收0.25mm的异色点两颗。 标准菲林异色点直径0.5MM时可接收一颗直径0.5MMB外表在100c的塑件外表上可接收0.35mm的异色点两颗。异色点直径0.75MM时可接收一颗直径0.75MMC外表在100c的塑件外表上可接收0.8mm的异色点两颗。异色点直径1.25MM时可接收一颗直径1.25MM颜色与样品比照或同一批产品比照超过1个色度等级.色板/色卡 工程类别检验工程规格要求检验方法缺陷划分CRMAMI碰划伤A外表在100c的塑件外表上可接收5mm长、0
7、.1MM宽的划伤、拉丝两条。标准菲林划伤宽度0.3MM,长度长于5MM小于10MM可接收一条划伤宽度0.3MM,长度10MMB外表在100c的塑件外表上可接收5mm长、0.25mm宽的划伤、拉丝两条。划伤宽度0.5MM,长度10MM可接收一条划伤宽度0.5MM,长度10MMC外表在100c的塑件外表上可接收5mm长、0.35mm的划伤、拉丝两条。划伤宽度0.75MM,长度10MM可接收一条划伤宽度0.9MM,长度10MM汽泡A外表在100c的塑件外表上可接收0.25mm的两颗。标准菲林直径0.5MM时可接收一直径0.5MMB外表在100c的塑件外表上可接收0.35mm的两颗。直径0.75MM可
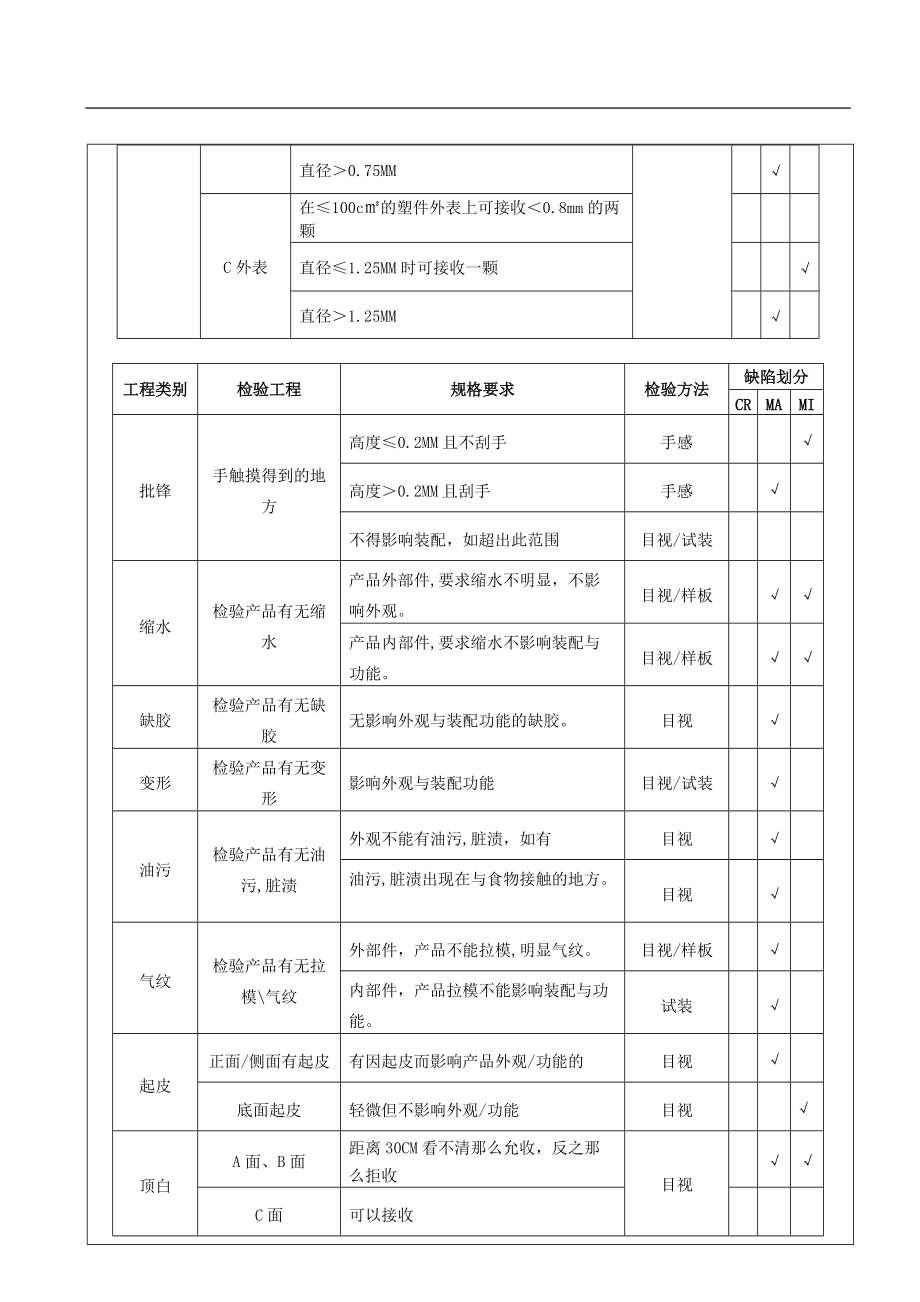
8、接收1颗直径0.75MMC外表在100c的塑件外表上可接收0.8mm的两颗直径1.25MM时可接收一颗直径1.25MM 工程类别检验工程规格要求检验方法缺陷划分CRMAMI批锋手触摸得到的地方高度0.2MM且不刮手手感高度0.2MM且刮手手感不得影响装配,如超出此范围目视/试装缩水检验产品有无缩水产品外部件,要求缩水不明显,不影响外观。目视/样板产品内部件,要求缩水不影响装配与功能。目视/样板缺胶检验产品有无缺胶无影响外观与装配功能的缺胶。目视变形检验产品有无变形影响外观与装配功能目视/试装油污检验产品有无油污,脏渍外观不能有油污,脏渍,如有目视油污,脏渍出现在与食物接触的地方。目视气纹检验产品有无拉模气纹外部件,产品不能拉模,明显气纹。目视/样板内部件,产品拉模不能影响装配与功能。试装起皮正面/侧面有起皮有因起皮而影响产品外观/功能的目视底面起皮轻微但不影响外观/功能目视顶白A面、B面距离30CM看不清那么允收,反之那么拒收目视C面可以接收 工程类别检验工程规格要求检验方法缺陷划分CRMAMI夹水纹A外表在100c的塑件外表上可接收5mm长、0.1MM宽的两条。标准菲林宽度0.3MM,长度10MM可接收一条宽度0.3MM,长度
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 连云港职业技术学院《体育-台球》2023-2024学年第一学期期末试卷
- 江西现代职业技术学院《音乐选配与编辑》2023-2024学年第一学期期末试卷
- 江苏大学《水资源系统分析》2023-2024学年第一学期期末试卷
- 华东理工大学《国学经典选读》2023-2024学年第一学期期末试卷
- 隔膜压缩机开机停机操作规程
- 湖北工业职业技术学院《医药学基础实验》2023-2024学年第一学期期末试卷
- 遵义医科大学《材料与结构选型》2023-2024学年第一学期期末试卷
- 珠海城市职业技术学院《Python程序开发》2023-2024学年第一学期期末试卷
- 重庆旅游职业学院《地下水资源勘查与评价》2023-2024学年第一学期期末试卷
- 浙江特殊教育职业学院《审计理论与方法》2023-2024学年第一学期期末试卷
- 外配处方章管理制度
- 2025年四川长宁县城投公司招聘笔试参考题库含答案解析
- 骆驼祥子-(一)-剧本
- 《工程勘察设计收费标准》(2002年修订本)
- 全国医院数量统计
- 【MOOC】PLC技术及应用(三菱FX系列)-职教MOOC建设委员会 中国大学慕课MOOC答案
- 中国的世界遗产智慧树知到期末考试答案2024年
- 世界卫生组织生存质量测量表(WHOQOL-BREF)
- 某送电线路安全健康环境与文明施工监理细则
- PEP-3心理教育量表-评估报告
- 控制性详细规划编制项目竞争性磋商招标文件评标办法、采购需求和技术参数
评论
0/150
提交评论