

下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、1、说明:本 规 程根 据 GB/T17495-1998 港口门 座起重 机 技术条 件 ,GB986埋弧焊焊缝坡口的基本形式和尺寸,GB985手工电弧焊、气体保护焊焊缝坡口基本形式及尺寸,G/WS01-B541L-01门座起重机建造原则工艺、设计图纸、技术协议等标准要求进行编制。2、焊工资格:凡钢结构制造及总装的电焊工须持有 CCS 及相应等级的焊工合格 证,才能担任其焊接工作,作业范围应符合合格证所规定的工作范围。3、焊接方法:3.1 埋弧自动焊:主要用于钢板的拼接。一般用于拼接焊缝的长度不小于1000mm,厚度不小于8mm钢板的拼接。3.2 CO2 气体保护焊:主要用于钢板的拼接 现场对
2、接焊缝的拼接;内场制作时长度v 1000mm对接焊缝的拼接,厚度不大于 6mm钢板的拼 接)以及整个结构中角接焊缝的焊接。3.3 手工电弧焊:主要用于现场焊缝的全位置焊接,也可用于其他焊 接方法不易焊接的位置的焊接以及定位焊的焊接。4、焊接材料:4.1 埋弧自动焊焊材:焊丝: H10Mn2 焊剂: HJ350焊丝: H08A 焊剂: HJ4314.2 CO2 气体保护焊焊材:实芯焊丝:MG50-6 直径:© 1.2mm药芯焊丝:Supercored-71 直径:© 1.2mmCO2气体纯度99.5%4.3手工电弧焊焊材:焊条:J427 焊接Q235钢板用)焊条:J507V焊
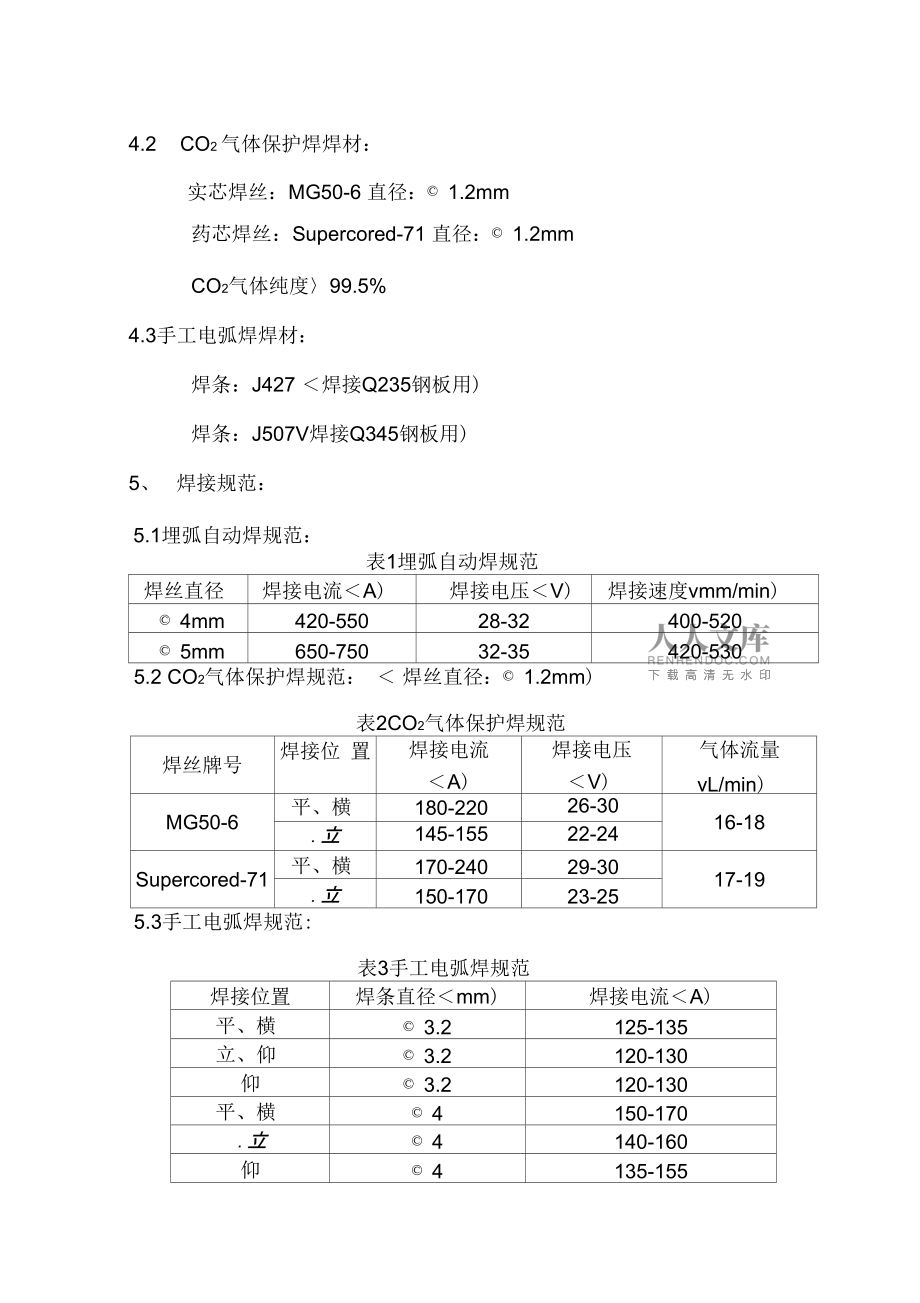
3、接Q345钢板用)5、焊接规范:5.1埋弧自动焊规范:表1埋弧自动焊规范焊丝直径焊接电流A)焊接电压V)焊接速度vmm/min)© 4mm420-55028-32400-520© 5mm650-75032-35420-5305.2 CO2气体保护焊规范: 焊丝直径:© 1.2mm)表2CO2气体保护焊规范焊丝牌号焊接位 置焊接电流A)焊接电压V)气体流量vL/min)MG50-6平、横180-22026-3016-18.立145-15522-24Supercored-71平、横170-24029-3017-19.立150-17023-255.3手工电弧焊规范:表3
4、手工电弧焊规范焊接位置焊条直径mm)焊接电流A)平、横© 3.2125-135立、仰© 3.2120-130仰© 3.2120-130平、横© 4150-170.立© 4140-160仰© 4135-1556、焊接工艺要求:6.1 应根据工艺要求制备焊接坡口。6.2 焊接坡口应保持平整,不得有裂纹、分层、夹杂等缺陷,尺寸应 符合图样规定。6.3坡口表面及两侧 手弧焊各10伽,埋弧焊、气体保护焊各 20 mm) 应将水、铁锈、油污、积渣等清理干净。6.4 焊条、焊剂按规定的温度烘培、保温,焊丝须去除油、锈,保护 气体应保持干燥。6.5
5、焊接设备应处于正常工作状态,安全可靠,仪表应定期校验。6.6 避免强行组装,组装后接头需经检验合格,方可施焊。6.7 定位焊缝不得有裂纹、气孔、夹渣等缺陷,否则必须清除重焊。6.8 熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修正。6.9 电弧擦伤处的弧坑需经打磨,使其均匀过渡到母材表面,若打磨后 的母材厚度小于规定值时,则需补焊。6.10 手焊时,低氢焊条采用直流反接、短弧小摆动,摆动宽度不超过 焊条直径 3 倍。6.11 焊接工作应尽量安排在室内进行,如遇有风速超过 2m/s 的大风和雨天或气温低于0C或相对湿度大于90%时,焊接应有可靠的防护屏 障和预热保温措施,否则禁止施焊。6.1
6、2 埋弧自动焊应焊有引弧板和熄弧板,且起弧点及熄弧点离正式焊 缝不得少于 80mm。6.13 板厚大于 30mm 的钢板焊接前必须预热,预热范围为焊缝中心两侧各100-150mm,预热温度见表4规定表4预热温度牌号厚度mm)预热温度 C)Q23530-5050-100P>50100-150Q34530-50100-150>50150-2007、重要焊缝的焊接工艺 以S4070K10型起重机为例):重要焊缝的焊接工艺的焊接方法、坡口形式、焊接工艺要求按表5要求进行。其余焊缝的坡口形式按设计图要求进行,焊接方法、焊接材料及焊接参数按本规程的 3、4、5条要求进行。表5重要焊缝的焊接工艺
7、序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点1QY598A1a大针轮支承环件 3、12本身对接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用CO2焊进行双面焊接,焊丝为 Supercored 71或 MG50-6,直径为1.2,焊接电流为 180- 220A,电弧 电压为 26-30V ,焊接速度 200- 230mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。2QY598A1a大针轮支承环件5本身对接Q2
8、35C埋弧 自动 焊H08A© 4.0HJ4311. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为 420- 550A,电弧电压为26-32V ,焊接速度400- 520mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。3QY598A1a大针轮支承环件8本身 对接、件8与件10对接Q235C埋弧自动焊H08A© 4.0HJ4311. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-
9、170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为 420-550A,电弧电压为26-32V ,焊接速度400- 520mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点4QY598A1a大针轮支承环件10本身对接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.2pc1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 焊接前预热 80-100 C;3. 采用 CO2焊进行双面
10、焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min ;4. 后焊面气刨清根后再焊接;5. 焊后进行超声波及射线探伤。5QY598A1a大针轮支承环件11本身对接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.2pc1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 焊接前预热100-150 C;3. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.
11、2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min ;4. 后焊面气刨清根后再焊接;5. 焊后进行超声波及射线探伤。6QY598A1a大针轮支承环件13本身对接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.2pc1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 焊接前预热 50-80 C;3. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度
12、200-230mm/min ;4. 后焊面气刨清根后再焊接;5. 焊后进行超声波及射线探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点7QY598A1a大针轮支承环件10与件11角接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.2X1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 焊接前预热 80-100 C3. 采用 CO2焊进行双面焊接,焊丝为Supercored-71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230
13、mm/min。4. 后焊面气刨清根后再焊接。5. 焊后进行超声波探伤。8QY598A1a大针轮支承环件5与件6角接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.2X1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min ;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波探伤。9QY598A1b八杆上接头件3、4与件1角
14、接Q235CCO2气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min ;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点10QY598A1b八杆上接头件1与件2角接Q235CCO2气体保护焊Supercored 71或M
15、G50-6© 1.2X1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 焊接前预热 50-80 C;采用CO2焊进行双面焊接,焊丝为Supercored71或 MG50-6,直径为1.2,焊接电流为 180- 220A,电弧 电压为 26-30V ,焊接速度 200- 230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。11QY597A1C撑杆 < 八杆)件1与件2的角接 件4与件1、件2的角接Q235CCO2气体保护 焊Supercored 71或MG50-6© 1.2X1. 定位焊采用手
16、工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用CO2焊进行双面焊接,焊丝为 Supercored 71或 MG50-6,直径为1.2,焊接电流为 180- 220A,电弧 电压为 26-30V ,焊接速度 200- 230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。12QY597A1C撑杆 < 八杆)件1、件2本身对接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.21工1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO
17、2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点13QY597A1d八杆下接头件2与件5角接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或
18、MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。14QY597A1d八杆下接头件 5、3、4与件1、3角接Q235CCO2气体保护焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200
19、-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。15QY597A1e门座件33与件34的对接Q235CCO2气体保护 焊Supercored 71或MG50-6© 1.24、1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。f J所属图号施焊项目母材焊
20、接方法C02161718QY597A1e门座QY597A1e门座QY597A1e门座件36与件35的对接件37与件35的对接件37与件39的对接Q235CQ235CQ235C气体保护CO2气体保护CO2气体保护焊接材料Supercored 71或MG50-6© 1.2Supercored 71或MG50-6© 1.2Supercored 71或MG50-6© 1.2坡口形式工艺要点1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 焊接前预热 80-100 C3. 采用 CO2焊进行双面焊接,焊丝为Superco
21、red-71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。4. 后焊面气刨清根后再焊接。5. 焊后进行超声波及射线探伤。1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 焊接前预热 50-80 C3. 采用 CO2焊进行双面焊接,焊丝为Supercored-71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。4. 后焊面气刨清根后再焊接。5. 焊后进行超声波及射线探伤。1.
22、 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为 Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点19QY597A1e门座件79与件36的对接Q235CC02气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J427 , &#
23、169;4,焊接电流为150-170A ;2. 焊接前预热 80-100 C3. 采用 CO2焊进行双面焊接,焊丝为Supercored-71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。4. 后焊面气刨清根后再焊接。5. 焊后进行超声波及射线探伤。20QY597A1e门座件49与件39的对接Q235CC02气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,
24、焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。21QY597A1e门座件82与件36的角接件83与件73的角接Q235CC02气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-2
25、20A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点22QY597A1e门座件48与件47的角接Q235CCO2气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230
26、mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。23QY597A3a上转柱件22与件24的对接件23与件25的对接Q345CCO2气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J507 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为 Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。24QY597A
27、3a上转柱件24与件27的对接件25与件28的对接Q345CCO2气体保护焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J507 , ©4,焊接电流为150-170A ;2. 焊接前预热 50-80 C3. 采用 CO2焊进行双面焊接,焊丝为Supercored-71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。4. 后焊面气刨清根后再焊接。5. 焊后进行超声波及射线探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点25QY597A3
28、a上转柱件2和件3的角接件12与件17的角接Q345CC02气体保护 焊Supercored 71或MG50-6© 1.2X1. 定位焊采用手工电弧焊进行,焊条为J507 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。26QY597A3a上转柱件10与件34的角接Q345CC02气体保护 焊Supercored 71或MG50-6
29、© 1.2X1. 定位焊采用手工电弧焊进行,焊条为J507 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。27QY597A3a上转柱件3与件34的角接Q345CC02气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J507 , ©4,焊接电流为150-170A
30、 ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点28QY597A3a上转柱件5与件23、件27、件 28的角接Q345CCO2气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J507 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝
31、为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。29QY597A3a上转柱件44与件25的角接件62与件25、件72的角接Q345CCO2气体保护 焊Supercored 71或MG50-6© 1.21. 定位焊采用手工电弧焊进行,焊条为J507 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为 Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-
32、220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波探伤。30QY597A3b转盘件11的拼接Q235CCO2气体 保护 焊Supercored 71或MG50-6© 1.2f)l( *,严一 匸11 h 11. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面
33、气刨清根后再焊接。4. 焊后进行超声波及射线探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点31QY597A3b转盘件10、40、 54 的拼接Q235C埋弧自动焊H08A4HJ431(/JT1-1. 定位焊采用手工电弧焊进行,焊条为J507 , $4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为 H08A,直径为4,焊剂为 HJ431,焊接电流为420-550A,电弧电压为26-32V,焊接速度 400-520mm/mi n;3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。32QY597A3b转盘件 31、 34的拼接Q235C埋弧 自动
34、 焊H08A4HJ431不开坡口1. 定位焊采用手工电弧焊进行,焊条为J427 , $4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为 420- 550A,电弧电压为26-32V ,焊接速度400- 520mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。33QY597A3b转盘件 38、67的拼接Q235C埋弧自动焊H08A4HJ431Z A c1. 定位焊采用手工电弧焊进行,焊条为J427 , $4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊
35、剂为 HJ431,焊接电流为 420-550A,电弧电压为26-32V ,焊接速度400- 520mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。-1 1序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点34QY597A3b转盘件13、39、 51、81的拼接Q235C埋弧自动焊H08A4HJ431SL *J二1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为 420-550A,电弧电压为26-32V ,焊接速度400- 5
36、20mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。35QY597A3b转盘件 54、66上下面板与件81、61、3 腹板的角接Q235CCO2 气体 保护 焊Supercored 71或MG50-6© 1.2一1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及
37、射线探伤。36QY597A3b转盘件 54、66上下面板与件81、61、3 腹板的角接Q235CCO2气体 保护 焊Supercored 71或MG50-6© 1.21z 1卩11. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。11序号所属图号施焊项目母材焊接方法焊接材料坡口形式工
38、艺要点37QY597A3C件 2、3、17的拼接Q235C埋弧自动焊H08A4HJ4316C1 -、1. 定位焊采用手工电弧焊进行,焊条为J427 , $4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为 420-550A,电弧电压为26-32V ,焊接速度400- 520mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。38QY597A3C件6 7、16的拼接Q235C埋弧 自动 焊H08A4HJ431*6: *1. 定位焊采用手工电弧焊进行,焊条为J427 , $4,焊接电流为150-170
39、A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为 420- 550A,电弧电压为26-32V ,焊接速度400- 520mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。1I139QY597A3C件18、21、 33 的拼接Q235C埋弧 自动 焊H08A4HJ43141. 定位焊采用手工电弧焊进行,焊条为J427 , $4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为 420-550A,电弧电压为26-32V ,焊接速度400- 520mm/mi
40、 n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。I/序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点40QY597A3C件25、28、 32 的拼接Q235C埋弧自动焊H08A4HJ431无坡口1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为 420-550A,电弧电压为26-32V ,焊接速度400- 520mm/mi n;3. 后焊面气刨清根后再焊接;4. 焊后进行超声波及射线探伤。41QY597A3C件19的拼接Q235CC
41、O2气体 保护 焊Supercored 71或MG50-6© 1.2rjLCso*z/ V1. 定位焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。42QY597A3C件24的拼接Q235CCO2气体 保护 焊Supercored 71或MG50-6© 1.2产n *忸1. 定位
42、焊采用手工电弧焊进行,焊条为J427 , ©4,焊接电流为150-170A ;2. 采用 CO2焊进行双面焊接,焊丝为 Supercored 71 或 MG50-6,直径为 1.2,焊接 电流为180-220A,电弧电压为 26-30V,焊接速 度 200-230mm/min。3. 后焊面气刨清根后再焊接。4. 焊后进行超声波及射线探伤。序号所属图号施焊项目母材焊接方法焊接材料坡口形式工艺要点43QY597A3C件 2、3、17与件6、7、16的对接Q235C埋弧自动焊H08A4HJ431*1. 定位焊采用手工电弧焊进行,焊条为J427, ©4,焊接电流为150-170A ;2. 采用埋弧自动焊进行双面焊接,焊丝为H08A直径为4,焊剂为 HJ431,焊接电流为
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025届贵州省遵义市高中名校高考化学押题试卷含解析
- 快速康复下的麻醉管理
- 2025年市政园林养护装备项目合作计划书
- 辽宁省抚顺市重点中学2025届高考化学三模试卷含解析
- 中考数学高频考点专项练习:专题14 考点31 菱形 (2)及答案
- 山东省昌乐县第一中学2025届高三一诊考试化学试卷含解析
- 子宫破裂的治疗及护理
- 安全生产管理课件
- 2025届安徽省泗县双语中学高三3月份第一次模拟考试化学试卷含解析
- 2025届陕西省汉中市部分学校高三第二次联考化学试卷含解析
- 现场勘查学(全套课件)
- 中考化学复习的策略课件
- DB44∕T 322-2006 大海马养殖技术规范 人工繁殖技术
- 《中国古典园林史》课件第四章园林的全盛期-隋唐
- DB23∕T 2474-2019 黑龙江省人民政府质量奖评审指南
- 可爱的嘉兴三年级教材分析与教案(共23页)
- 《髂胫束综合征》ppt课件
- 基于PLC的四柱万能液压机液压系统设计
- 盘扣式脚手架模板与支撑架专项施工方案
- NDS_重装机兵2重制版_MM2R_金手指大全
- 太阳能电池片生产工艺流程图解
评论
0/150
提交评论