



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第1章 冲压工艺设计1.1 零件的工艺分析此零件形状为阶梯圆筒形件,需要采用落料,拉深,切边三道工序,通过计算确定拉深次数。零件材料为10钢,根据参考文献1表得:10钢的抗剪强度=210MPa。由此可见,其塑性较好,有较高的强度,适合于成形加工。=260440MPa、抗拉强度b=300440MPa伸长率10=29%、屈服强度=210MPa。由此可见,其塑性较好,有较高的强度,适合与成形加工。此零件毛坯形状为圆形,故采用冲裁工艺中的落料工序。首先计算出毛坯的尺寸,根据毛坯尺寸要求计算出凸凹模的尺寸,但要注意落料见的尺寸应增加修边余量,以保证零件的高度。后面还有拉深等其它工序,最重要的是毛坯外形尺
2、寸精度要保证下一道工序的完成。拉深见工艺性的好坏,直接影响到该零件能否用拉深方法生产出来,不仅能满足产品的使用要求,同时也能够用最简单,最经济和最快的方法生产出来。拉深见外形尺寸的要求应根据零件的高度以及厚度等选择一次拉深还是多次拉深。1.计算落料毛坯尺寸:t=0.5mm<1mm. 故可以按外形尺寸计算 查指导表4-2. 取修边余量=2.5mm则零件外径 D=34+2×2.5=39由指导表4-4.将零件分为序号9和序号11两部分由序号9得: 取 =21.7mm =28mm =39mm r=2mm D1=38.9mm去掉d1部分圆面积的材料则 A1=D-d=(38.92-21.7
3、2)×104.2.3mm2 由序号11得: D2= 取 d1=5mm d2=9mm d3=12mm d4=21.7mm r1=1.5mm r2=2mm h=0.5mm则 A2=D=×23.72=×561.7mm2 毛坯的总面积 A=A1+A2=(1042.3+561.7)=×1604mm2 所以毛坯直径 因此毛坯直径为40mm 2.确定拉深次数: 查指导表4-8得:当 ×100%=1.25(1.51),一次拉深可得最大相对高度为0.840.65,故零件以以一次拉深成形。3.计算拉深系数 因该零件兼有凸缘见拉深与阶梯圆筒件拉深的持性,所以近似按此
4、两种拉深方法估算总拉深系数.由参考文献2或(4-15)得:查参考文献2表4-9 当2.83.0时 m1=0.160.20m总此零件厚度为0.5mm,拉深件的底部与侧壁间的圆角半径R1为1.5mm,1.50.5mm,各阶梯连接处的半径为1.5mm,1.5>2t=1mm,即满足R1t,R2t ,所以拉深可以顺利进行,不需要增加整形工序,零件产品尺寸为、精度为IT10IT11级、,精度为IT14级,其中、 由拉深工序保证。拉深成形后切除零件多余外边,保证零件最后的外形尺寸公差,故由切边工序保证。1.2 制定冲压工艺方案 工艺方案分析比较此零件外壳形状表明它为拉深件,所以拉深为基本工序,其毛坯可
5、用落料工序完成。根据前面的计算,只需要一次拉深,故根据该零件所需基本冲压工序,做出一个合格的零件,可以有三种工艺方案:第一种方案是把落料、拉深、二道工序做一个简单复合模,然后再以切边工序做一个单工序切边模。第二种方案是以落料、拉深、切边工序分开,各做一副单工序模。第三种方案是把落料、拉深、切边三道工序并在一起,做一副多工位的级进模。三种方案的比较:第一种方案:落料、拉深是一个简单复合模,设计简便,制造也不难生产效率高,装夹方便,切边工序作为单工序模,只要保证一个尺寸精度要求,方便、简单。第二种方案:三道工序分开,分布鲜明,有序进行,看得懂,弄得请,但效率不高,占用设备多,若单用一个设备,则需拆
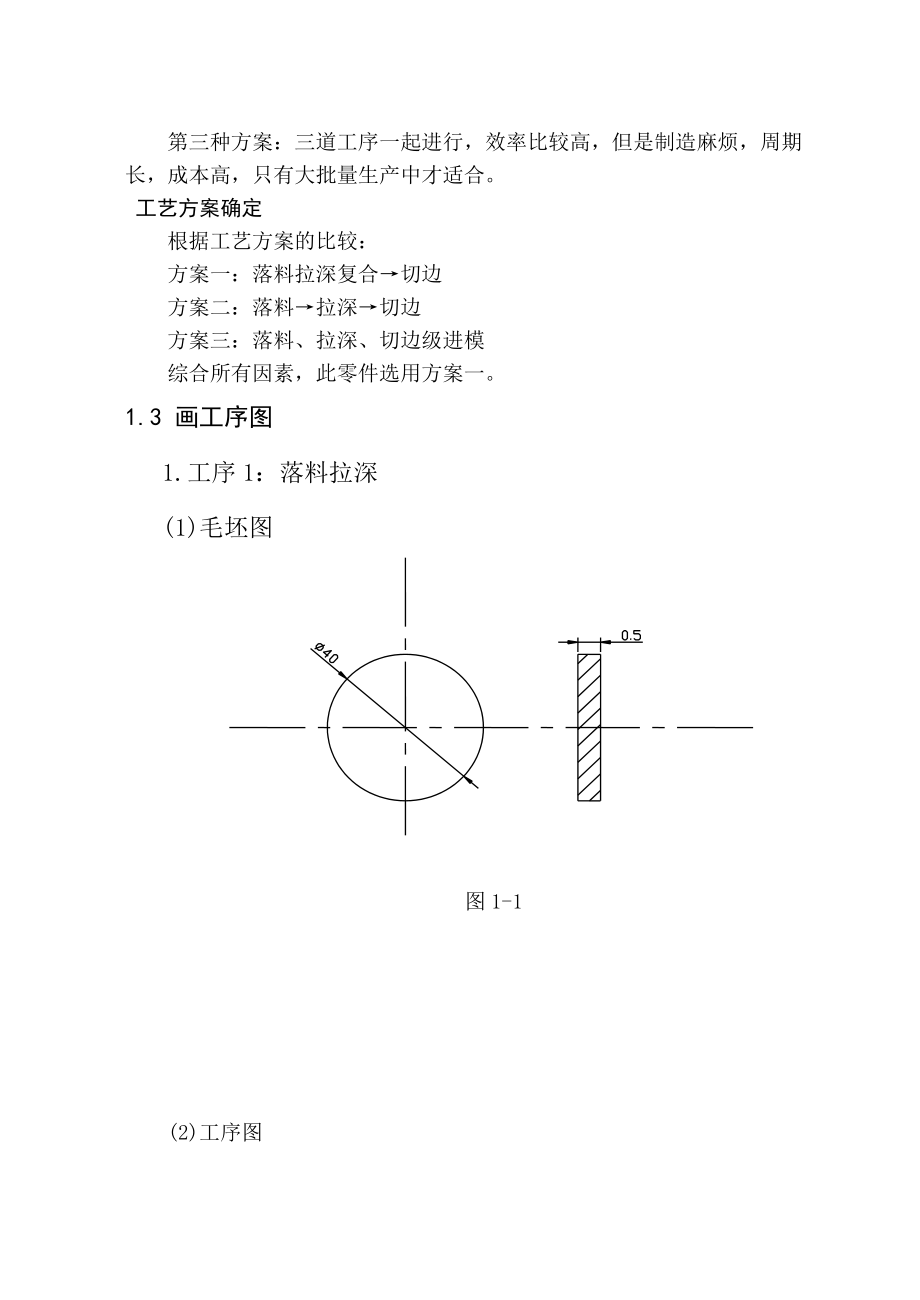
6、下来,装上去次数多,比较麻烦。第三种方案:三道工序一起进行,效率比较高,但是制造麻烦,周期长,成本高,只有大批量生产中才适合。 工艺方案确定根据工艺方案的比较:方案一:落料拉深复合切边方案二:落料拉深切边方案三:落料、拉深、切边级进模综合所有因素,此零件选用方案一。1.3 画工序图1.工序1:落料拉深(1)毛坯图图1-1(2)工序图图1-2 (3)排样图 a.计算开料宽度及步距由参考文献1表 取搭边值=1.5mm =1.2mm由表得 减料公差=0.4mm 导料间隙C=0.1mm考虑落料后需自然卸下条料 单恻需冲开0.5mm深缺口则开料宽度 B=(D-0.5+2+C) =(40-0.5+1.5+
7、2×0.4+0.1) =41.9mm 取B=41.9mm 步距A=D+=40+1.2=41.2mm. 取A=42mmb.画排样图图1-3 2.工序2:切边图1-41.4 初选冲压设备(1)计算拉深工艺力,相对厚度=1.25%<1.5%t=0.5mm 根据参考文献1表 拉深时需采用压边圈。在该模具中可利用凸凹模与成型顶块进行压边。由于该零件只一次拉深 因此拉深时需兼整形。拉深工艺力应按整形力计算。参考弯曲校正力进行计算。查参考文献1表。取单位校正力q=40MPa则 (2)计算冲裁工艺力F冲=Ltb=×40×0.5×440=27632N由参考文献1取顶
8、件力系数K顶=0.08则 F顶=K顶F冲=0.08×27632=2210.6NF总2=F冲+F顶=27632+2210.6=29842.6N(3)计算冲压工艺力F总=F总1+F总2=47759.4+29842.6=77602N按F总=77602N,以及F总(0.70.8)F公 得 F公97002.5110860N查参考文献2表8-10 初选压力机为J23-161.5 编制冲压工艺卡表1-1 冲压工艺过程卡无锡技师学院冲压工艺过程卡产品型号C003零(部)件名称共1 页产品名称阶梯圆筒零(部)件型号第 1 页材料牌号及规格材料技术要求毛 坯 尺 寸每个毛坯可制件数毛坯重量辅助材料10钢
9、0.5×48×1000工序号工序名称工 序 内 容加 工 简 图设 备工艺装备备注0下料剪床上裁板48×1000材料厚度为0.5mm1落料拉深落料与拉深复合模J23-10落料拉深落料与拉深复合模编制(日期)审核(日期)会签(日期)标记处数更该文件号签字日期标记处数更该文件号签字日期续表1-1无锡技师学院冲压工艺过程卡产品型号C003零(部)件名称共 1 页产品名称阶梯圆筒零(部)件型号第 1 页材料牌号及规格材料技术要求毛 坯 尺 寸每个毛坯可制件数毛坯重量辅助材料10钢0.5×48×1000工序号工序名称工 序 内 容加 工 简 图设 备工艺
10、装备备注2切边切除凸圆边达尺寸要求J23-10切边模表示冲压方向3检验检验所有尺寸编制(日期)审核(日期)会签(日期)标记处数更该文件号签字日期标记处数更该文件号签字日期第2章 冲压模具设计2.1 冲模类型及结构形式此零件形状为阶梯圆筒形件,分为落料拉深(C003-1)、切边(C003-2)两副模具,本人设计C003-1模具,即落料拉深复合模,采用正装式。利用挡料钉定距,模具本身利用M8螺钉固定及8销钉定位,本模具采用弹顶器以及打杆作为卸料装置。2.2 模具设计计算1压力中心此零件为阶梯圆筒形件,即属于旋转体件,结构对称,所以压力中心应该在其几何中心。2各主要零件外形尺寸(1)落料凹模外形尺寸
11、 由参考文献1式()H=Kb查表 K取0.3 b=40mmH1=Kb=0.3×40=12mm 按要求需满足H115mm因为是复合模,另有拉深工序,零件高度为6mm,材料厚度为0.5mm,加之有凸模进入凹模的深度,综上所述,查参考文献2,H=25mm由式()凹模壁厚C=(1.5-2)H1=(1.52)×15=22.530mm 按要求需满足C3040mm 故取 C=30mm为便于加工模板取圆形则D=2×30+40=100(2)固定板外形尺寸直径D与凹模相同 为100mm厚度H2=(0.60.8)H1(0.60.8)×25 =(1520)mm 取H2=20mm
12、(3)垫板外形尺寸 直径D=100mm厚度H3=(612)mm取H3=8mm各模板采用8与M8螺钉定位与连接根据参考文献4 孔距取76mm(4)凸凹模、凸凹模型芯、成形顶块、拉深凸模外形尺寸根据成型要求凸凹模、凸凹模型芯、成形顶块以及拉深凸凹模长度分别为41mm、35.5mm、18.5和42.5mm。综上所述,归纳所得 (单位:mm)落料凹模100×25 GB2858.4-81上、下固定板100×20 GB2858.5-81上、下垫板100×8 GB2858.5-81凸凹模:46×40凸凹模型芯:9×35.5成形顶块:40×18.5拉
13、深凸模:14×42.5联接螺钉:M8 GB70-85定位销钉:8 GB119-86孔距763.凸凹模间隙及凸凹模工作部分尺寸(1)落料凸凹模尺寸及公差 因为毛坯尺寸D=40mm,无公差要求 根据参考文献1,落料尺寸以凹模为基准,凸模采用配合加工,由于该零件最后需要切边保证最终尺寸,故落料凹模尺寸直接采用计算尺寸40,另外制造公差取0.02mm。凸模与凹模配制,双面间隙0.040.06mm(参考文献1表)。凸、凹模尺寸要求参考零件图。(2)拉深凸、凹模尺寸及公差由零件图知,工件外形尺寸及公差有要求,故以拉深凹模为基准,其值为:D=(28-0.75×0.52)=27.6D=27
14、.7D=(9-0.75×0.36)D=(D-2c)=(8.7-2×0.5)=7.7mm注:以上凸、凹模制造公差取0.03mm4.选用模架 因为凹模周界为100,根据参考文献3,采用冷冲模滑动导向中间导柱模架,根据各项指标,选用模架为:模架100× 上、下模板厚度分别为H=25mm. H=30mm5.校核压力机(1)闭合高度校核模具闭合高度H=H+ H+HtH+H+H =25+8+35.5+0.5+42.5+8+30=149.5mm由2表8-10得 压力机最大装模高度H=220-40=180mm由2表8-10得 压力机最小装模高度H=180-45=135mm 满足H
15、-5HH+10(2)公称压力F校核F=160KNF=77.6KN所以F合格。(3)滑块行程校核根据参考文献2表8-10得滑块行程H=55模具工作行程H=(22.5)H=(22.5)×6=(1215)mmHH 满足使用要求(4)工作台尺寸校核由参考文献2. 工作台前后尺寸为300mm,左右为450模架型号100×130150 由参考文献3. 模架左右为260,前后为170,满足工作台尺寸每边大于模具5070mm的要求因为工作台孔尺寸直径为210,能容纳下弹顶器,所以满足要求。第3章 模具主要零件加工工艺设计3.1 制定凸凹模加工工艺过程 加工工艺过程方案分析(1)凸凹模(落料
16、凸模兼拉深凹模)根据凸模加工方法,可以制定出的凸模加工工艺过程有很多种,现选两种方案进行比较:方案一:备料(下料、锻造)去应力退火毛坯外形加工(普通车床)数控车削粗加工(外形)数控车削半精加工数控车削精加工内轮廓粗加工(数控加工中心加工)精加工钳工精修淬火、回火研磨(抛光)。方案二:备料(下料、锻造)去应力退火毛坯外形加工(普通车床)数控内轮廓粗加工精加工数控车削外形粗加工半精加工精加工钳工精修淬火、回火研磨(抛光)。方案一的工艺过程占用设备多,拆、装麻烦,影响工件精度,效率较低。方案二的工艺过程有序进行,能消除热处理变形对凸模精度的影响,加工精度较高。图3-1* 尺寸与凹模配制双面间隙0.0
17、40.06(2)落料凹模根据凹模形状以及要求,可以制定出的凹模加工工艺过程有很多种。现选两种方案进行比较:方案一:备料(下料、锻造)去应力退火毛坯外形加工(普通车床车削) 数控车削内轮廓粗加工半精加工精加工钻削粗加工精加工钳工精修淬火、回火研磨。 方案二:备料(下料、锻造)去应力退火毛坯外形加工(普通车床车削)数控加工中心钻半精加工精加工钳工精修淬火、回火研磨。方案一的工艺过程:设备占用多,以至于影响工件精度,且效率偏低。方案二的工艺过程:加工精度高,成本较大,但效率高,加工方便。图3-2.确定加工工艺过程凸凹模的加工工艺过程:选方案二:备料(下料、锻造)去应力退火毛坯外形加工(普通车床)数控
18、内轮廓粗加工精加工数控车削外形粗加工半精加工精加工钳工精修淬火、回火研磨(抛光)。凹模加工工艺过程:选方案二:备料(下料、锻造)去应力退火毛坯外形加工(普通车床车削)数控加工中心钻半精加工精加工钳工精修淬火、回火研磨。3.2 填写凸凹模加工工艺规程卡表3-1 机械加工工艺规程无锡技师学院机械加工工艺过程卡产品型号产品名称C003阶梯圆筒零件名称零件材料毛坯种类毛坯尺寸净重备注凸凹模Cr12MoV圆件58×60工序号工序名称工序内容设备1备料(锻造)备制尺寸58×60圆形件,进行锻造2热处理退火(改善切削加工性能)3毛坯粗加工车床车削(光一刀,去处表面氧化层)普通车床4内轮廓
19、粗加工内轮廓尺寸留有余量为0.1mm数控车床5精加工达到尺寸要求,留抛光余量为0.1mm数控车床6外形粗加工车出外形,余量为1mm数控车床7半精加工按照尺寸要求,余量为0.4mm数控车床8精加工达到尺寸要求,外形留有磨削余量0.15mm-0.20mm数控车床9淬火、回火提高硬度10钳工去除毛刺,打光内轮廓锉刀、油石11外圆磨磨削外形至尺寸要求外圆磨床12检验检验所有尺寸编制审核批准年月日第页表3-2 数控加工工序卡片单位名称无锡技师学院产品名称或代号零件名称零件图号阶梯圆筒凸凹模C003-1-13工序号程序编号夹具名称使用设备车间工步号工步内容刀具号刀具规格主轴转速进给速度背/侧吃刀量备注1钻
20、9H7孔T01中心钻500r/min0.32钻9H7孔至55T028.9钻头500r/min0.33忽9H7孔T03100r/min0.34粗车内轮廓27.8,斜角60度,深2mmT04镗刀500r/min0.35粗车27.8,斜角60度T04镗刀500r/min0.36粗车外形55×5,53×15(退刀槽0.5×1.5倒角)41×30T05粗车刀500r/min0.3编制审核批准年月日第页续表3-2单位名称无锡技师学院产品名称或代号零件名称零件图号阶梯圆筒凸凹模C003-1-13工序号程序编号夹具名称使用设备车间工步号工步内容刀具号刀具规格主轴转速进给
21、速度背/侧吃刀量备注7半精车55×5,52.5×15(退刀槽0.5×1.5倒角)40.05×30T05粗车刀500r/min0.38精车55×5,52×15(退刀槽0.5×1.5倒角)40×30T06精车刀500r/min0.39铰9H7的孔T079绞刀100r/min0.3编制审核批准年月日第页3.3 编制凸模或凹模数控加工程序凸凹模数控加工程序(车削)O0001G43 G80 M03 T0101 S500G00 X25 Z2G73 U0 W2 R2G73 P5 Q10 U0.1 W01 F0.3N5 G0 X1
22、9.3G1 Z0 F0.1G2 X13.55 Z-0.2 R1.5G1 X10.78 Z-1.8G3 X0.03 Z-2 R1.5G1 X8N10G0 Z2G00 X100 Z100S800 T0101G0 X25 Z2G70 P5 Q10G00 X100 Z100T0202 S500G0 X62 Z2 G71 V1 R1 G71 P15 Q20 V0.5 W01 F0.3 N15 G0 X50.1 G1 Z0 F01 G1 Z-30 G1 X52.2 Z-31 Z-45 X55 N20 Z-50 G00 X100 Z100 S1000 T0202 G00 X62 Z2 G70 D15 Q20 G00 X100 Z100 M05 M30 刀具:T1 镗孔刀 T2 外圆刀 第4章 设
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 高级统计师资格考试(高级统计实务与案例分析)模拟测试卷及答案(2026年全国)
- 2026学习新安全生产法知识竞赛试题库及答案共50题集合
- 第四章 成本计算方法(教学课件)
- 2026年税务师财务与会计核心分录速记真题及答案
- 2026年克拉玛依高级统计师资格考试(高级统计实务与案例分析)自测试题库及答案
- 小学教师礼仪试题及答案
- 咸职单招试题及答案
- 2026年数据分析师数据处理及可视化试题及答案
- 铁道概论试题及答案b卷
- 2026年小学百科知识竞赛题库及答案
- 《心脏急危重症诊治》课件
- 农村房子盖瓦合同范例
- DB34T5023-2015 蒸压加气混凝土砌块砌体和抹灰工程施工及质量验收规程
- 人教版八年级语文上册《新闻写作》示范公开教学课件
- DL∕T 1848-2018 220kV和110kV变压器中性点过电压保护技术规范
- 课堂观察走向专业的听评课崔允漷课件
- 诸暨市城北片控制性详细规划
- 利乐无菌包装原理(NXPowerLite)
- 过程控制系统与仪表
- 电路检查记录表
- 北师大版六年级下册数学课件 利润问题 整理课件
评论
0/150
提交评论