



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、技师论文工种:钳工题目:冲压模具的间隙装配讨论 姓 名:王志辉身份证号:等 级:技师准考证号:培训单位:江苏盐城技师学院鉴定单位:江苏盐城技师学院日 期:2012年5月2日冲压模具的间隙装配讨论作者:王志辉时间:2012年5月10日摘要:一直以来冲压模具的装配都是模具制造过程中难以掌握的技能,特别是凸凹模之间的间隙不均匀。虽然现行的方法很多,但很多方法操作起来都比较麻烦,装配周期长,精度难以保证,同时对工作者的要求也比较高。随着现代加工环境以及制造技术的发展,传统方法与现代模具制造技术已不能相适应,必须得控制模具的冲裁间隙。关键词:冲压模具 间隙 装配 论文主题:模具冲裁间隙是否均匀是影响模具
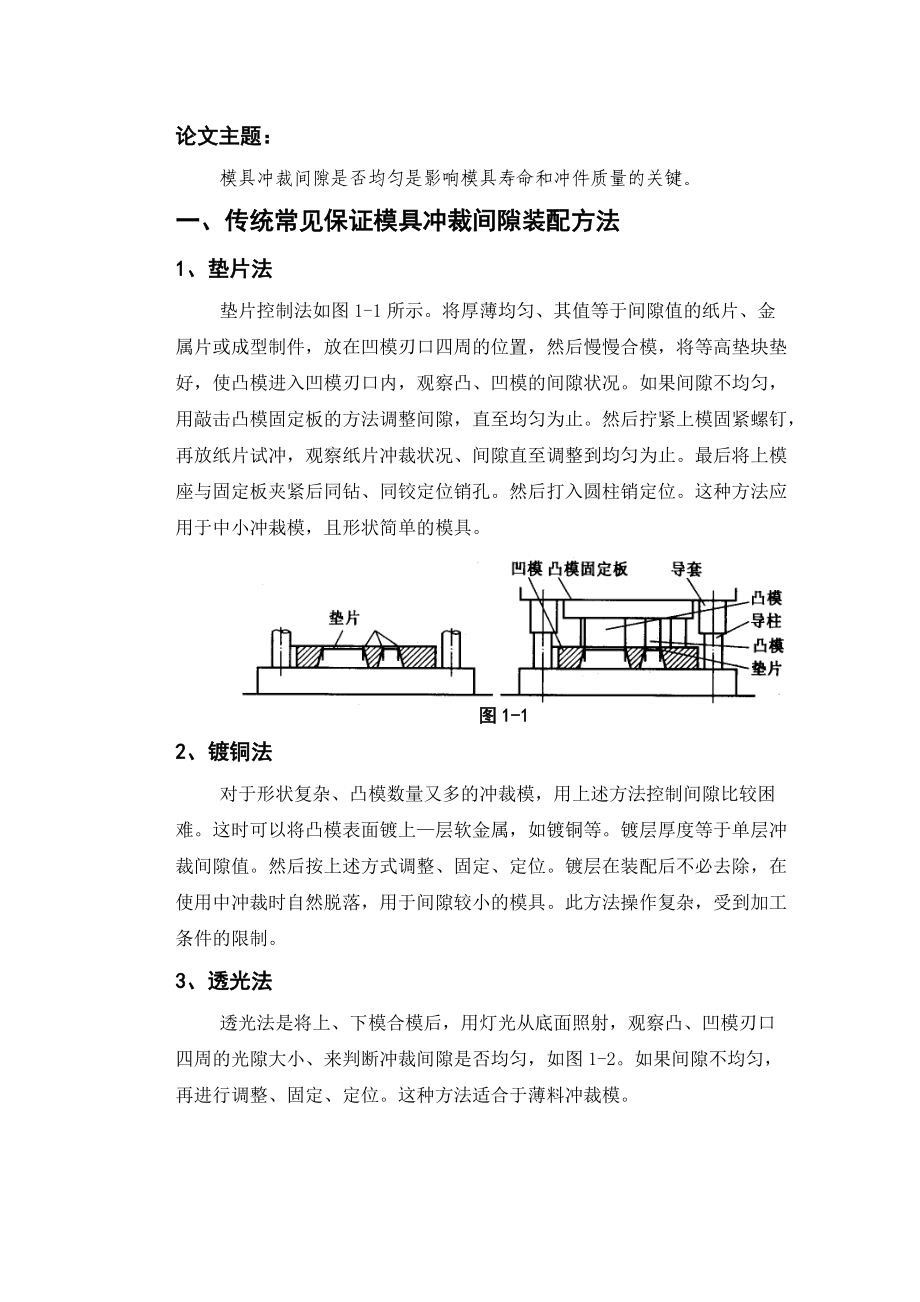
2、寿命和冲件质量的关键。一、传统常见保证模具冲裁间隙装配方法1、垫片法 垫片控制法如图1-1所示。将厚薄均匀、其值等于间隙值的纸片、金属片或成型制件,放在凹模刃口四周的位置,然后慢慢合模,将等高垫块垫好,使凸模进入凹模刃口内,观察凸、凹模的间隙状况。如果间隙不均匀,用敲击凸模固定板的方法调整间隙,直至均匀为止。然后拧紧上模固紧螺钉,再放纸片试冲,观察纸片冲裁状况、间隙直至调整到均匀为止。最后将上模座与固定板夹紧后同钻、同铰定位销孔。然后打入圆柱销定位。这种方法应用于中小冲栽模,且形状简单的模具。图1-12、镀铜法 对于形状复杂、凸模数量又多的冲裁模,用上述方法控制间隙比较困难。这时可以将凸模表面
3、镀上层软金属,如镀铜等。镀层厚度等于单层冲裁间隙值。然后按上述方式调整、固定、定位。镀层在装配后不必去除,在使用中冲裁时自然脱落,用于间隙较小的模具。此方法操作复杂,受到加工条件的限制。3、透光法 透光法是将上、下模合模后,用灯光从底面照射,观察凸、凹模刃口四周的光隙大小、来判断冲裁间隙是否均匀,如图1-2。如果间隙不均匀,再进行调整、固定、定位。这种方法适合于薄料冲裁模。 图1-24、涂层法 涂层法是在凸模表面涂上层如磁漆或氢基醇酸漆之类的薄膜,涂漆时应根据间隙大小选择不同粘度的漆。或通过多次涂漆来控制其厚度,涂漆后将凸模组件放于烘箱内于100-120,烘考 0.51h。直到漆层厚度等于冲裁
4、间隙值,并使其均匀一致。然后按上述方法调整、固定、定位。5、工艺定位器法 工艺定位器法控制冲裁间隙实例见图 1-4所示。装配之前,做一个二级装配工具即工艺定位器,图示的d1与冲孔凹模滑配,d2 与冲孔凹模滑配,d3与落料凹模滑配,d1 和 d3尺寸在一次装卡中加工成形,以保证二个直径的同心度。装配时利用工艺定位器来保证各部的冲裁间隙,工艺定位器法也适用于塑料模等壁厚的控制。图1-4二、改进后的模具冲裁间隙装配方法上述方法在装配操作时,依赖操作人员的经验,难以保证较高的装配精度。针对以上方法的不足,改进的方法如下:1、改进凸、凹模的设计在模具装配时,凸、凹模上与上、下模座固定的销钉孔是必不可少的
5、。在传统设计时,为了减少制造难度、降低制造成本,对定位销的位置精度要求不高,主要依赖装配过程中另行确定;当前设计时,随着制造技术和水平的提高,可以对模具装配的定位销钉提高位置精度要求,这样既满足模具的上、下模部分的位置精度,又能保证凸、凹模的合模精度,销钉固定孔与凸、凹模刃口一次加工完成。因此可以在设计凸、凹模以及上、下模座板时将销钉孔放在同一位置。如图2-1图2-1需要说明的是在上模座板上要设计出一组与凸模相配的销孔固定凸模。如果凸模较小,不允许加工销孔,那么销孔就要加工在凸模固定板上。如图2-2所示,凹模与下模座板上销孔长度和宽度方向尺寸也应为A、B。这里不再累述。图2-2如果凸模较大,不
6、需要固定板,这就要在凸模上加工销孔。不管销孔是两对还是三对,它们之间都要有绝对的位置关系,并且把其中的一个销孔作为凸模或者凹模的加工基准,在同一道工序中加工出来。2、销孔的加工销孔的精度是装配质量好坏的关键,包括形状尺寸和位置尺寸,因此销孔加工就尤其重要。通常是与形孔在电火花线切割加工时是同一工序加工出来。其他零件的销孔加工也要用此程序。3、装配 装配时首先要选择装配基准,以上模为装配基准作以说明,步骤如下:1).凸模采用固定板固定(1)将凸模与固定板固定。如图2-2(2)用销将上模座板和凸模固定板串起来,并用螺钉旋紧。(3)上下模部分合起来,在凹模板和下模座板之间放上钢球,凸模进入到凹模2-3mm,并用等高铁将上模垫起,将长销打入到下模部分的销孔,如图2-3。图2-3(4)敲击上模座板,钢球会在下模座板上留下凹坑。(5)分开上下模具,在凹坑中心位置加工出螺钉光孔。(6)再次将上下模用长销串起来,拧紧螺钉。(7)取下长销,换上短销。2)、凸模直接与上模座板固定当凸模直接与上模座板固定时与凸模采用固定板固定的方法基本一样。将凸模与上模座板用短销串起来,并用螺钉旋紧。
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 溴氨蓝项目风险评估报告
- 华南理工大学《新时代中国特色社会主义理论与实践研究》2023-2024学年第二学期期末试卷
- 塑料挤吹中空成型机项目安全评估报告
- 福建省泉州市泉港区第六中学2024-2025学年高三第二学期5月练习数学试题试卷含解析
- 耳鼻喉科小讲课鼻内镜鼻窦手术护理常规
- 应急财务管理的基本原则计划
- 强化班主任团队协作的工作思路计划
- 客户关系管理月度战略计划
- 2025星河广场建设项目施工承包合同
- 跨区域美术交流活动计划
- 2025-2030中国眼药水和眼药膏行业市场发展趋势与前景展望战略研究报告
- 焊接知识培训课件模板
- 电梯安全管理人员复审考题集和答案
- 浙江首考2025年1月普通高等学校招生全国统一考试 历史 含答案
- 山东省临沂市2024-2025学年七年级下学期3月月考地理试题(原卷版+解析版)
- 辽宁省大连市2024-2025学年高三一模语文试题(解析版)
- 《水上客运重大事故隐患判定指南(暂行)》知识培训
- 高中英语新人教版选择性必修四Unit 1 -Unit 3续写词汇和例句
- DB11∕T1135-2024供热系统有限空间作业安全技术规程
- 空中交通流量管理-深度研究
- 积极心理学课件:从理论到实践提升个人幸福感
评论
0/150
提交评论