



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、 焊接工艺评定报告 表A01单位名称 河南油田油建工程建设有限公司 批准人签字 报告编号 日 期 焊接方法 手工电弧焊(S) 机械化程度 手工 半自动 自动焊接接头: 详图:坡口形式 I型对接焊缝 衬 垫 无 母材:标准号 牌号 TA2 类、组别号 P51 与类、组别号 P51 相焊厚度 3.5mm 直径 600-1800mm 焊后热处理:温度 / 保温时间 / 保护气体:焊枪喷嘴保护气 / 流量 /尾部保护气 / 流量 / 背面保护气 / 流量 / 焊接材料:焊条标准 GB3623 焊条牌号、直径 3.2 焊丝牌号、直径 TA2、3.0 焊剂牌号 / 熔敷金属厚度 电特性:电流种类 直流 极
2、性 直流正接 焊接电流(A)110-180电压(V) 14-20 钨极尺寸 / 其他 / 焊接位置:对接焊缝位置 水平转动平焊 方向(向上向下) 向上 技术措施:焊接速度 摆动或不摆动 摆动 摆动方式 之字型 多道焊或单道焊 单道焊 单丝焊或多丝焊 单丝焊 预热: / 预热温度 / 层间温度 200 焊缝外观检验: 焊缝外观成形良好,未发现裂纹、表面气孔、表面夹渣、咬边及未焊透,焊缝余高为 mm 注:详图中应指明坡口尺寸、焊接层次、焊接顺序。 焊接作业指导书 表A02单位名称 河南油田油建工程建设有限公司 编制人 批准人签字 焊接作业指导书编号 日期 焊接工艺评定报告编号 焊接方法 手工电弧焊
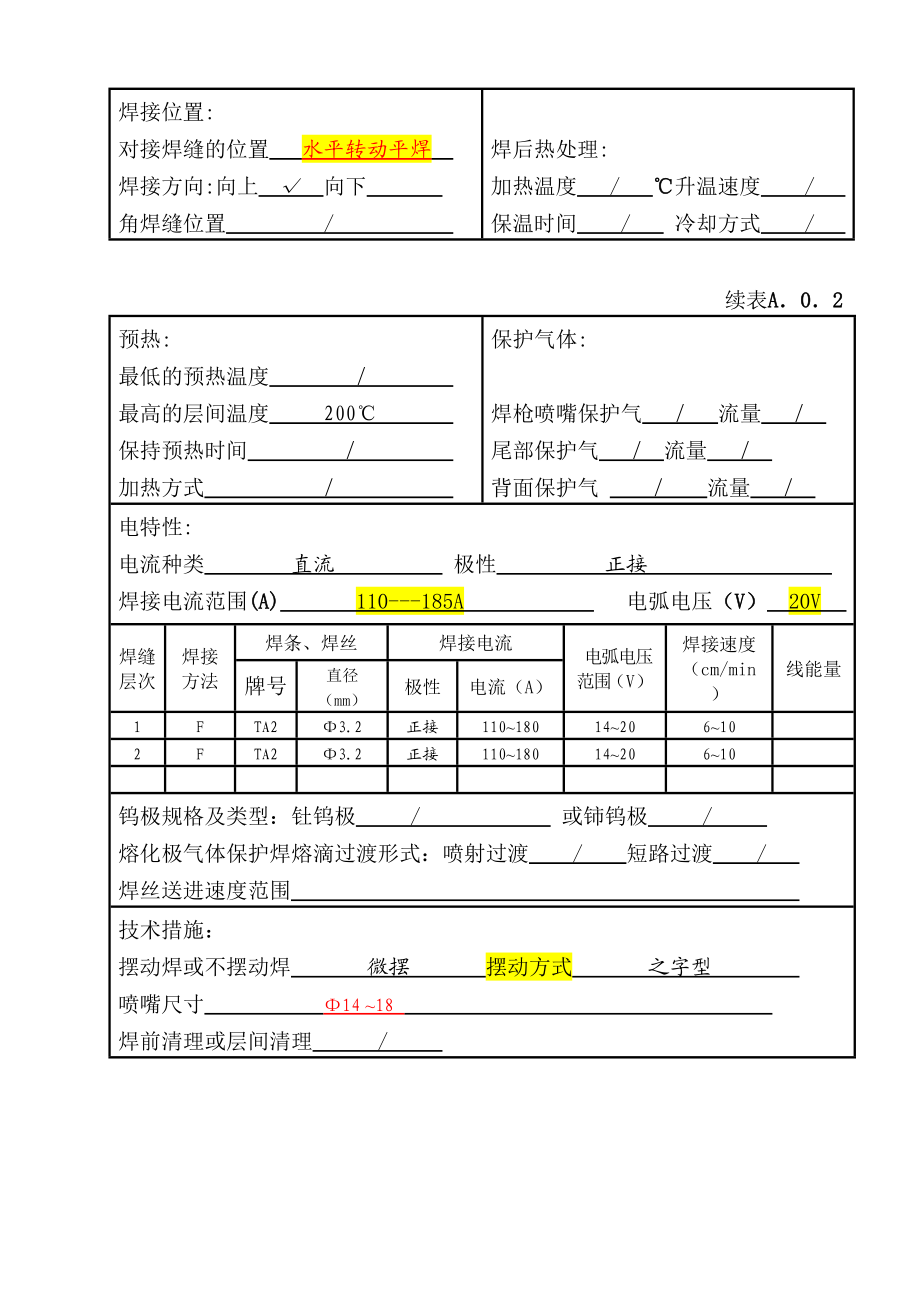
3、(F)机械化程度 手工 半自动 自动焊接接头: 详图:坡口形式 I型坡口 衬垫 无 母材:类别号 E408 组别号 / 与类别号 / 组别号 / 相焊或标准号GB50236-98 牌号 / 与标准号 GB50236-98 牌号 / 相焊厚度范围:板材:对接焊缝 / 角焊缝 / 管材直径、壁厚范围:对接焊缝 1.5T8 角焊缝 不限 焊缝熔敷金属厚度范围: 1.5S8 焊接材料:焊条类别 A302 其他 / 焊条标准 / 牌号 / 填充金属尺寸 3.2 焊丝、焊剂牌号 / 焊条(焊丝)熔敷金属化学成分(%)CSiMnPSCrNiMoVTi焊接位置:对接焊缝的位置 水平转动平焊 焊接方向:向上 向
4、下 角焊缝位置 / 焊后热处理:加热温度 / 升温速度 / 保温时间 / 冷却方式 / 续表A02预热:最低的预热温度 / 最高的层间温度 200 保持预热时间 / 加热方式 / 保护气体:焊枪喷嘴保护气 / 流量 / 尾部保护气 / 流量 / 背面保护气 / 流量 / 电特性:电流种类 直流 极性 正接 焊接电流范围(A) 110-185A 电弧电压(V) 20V 焊缝层次焊接方法焊条、焊丝焊接电流电弧电压范围(V)焊接速度(cm/min)线能量牌号直径(mm)极性电流(A)1FTA23.2正接11018014206102FTA23.2正接1101801420610钨极规格及类型:钍钨极 /
5、 或铈钨极 / 熔化极气体保护焊熔滴过渡形式:喷射过渡 / 短路过渡 / 焊丝送进速度范围 技术措施:摆动焊或不摆动焊 微摆 摆动方式 之字型 喷嘴尺寸 14 18 焊前清理或层间清理 / 背面清根方法 / 导电嘴至工件距离 620 多道焊或单道焊 单道焊 多丝焊或单丝焊 单丝焊 锤击:有 无 环境温度 相对湿度 注:详图中应指明坡口尺寸、焊接层次和焊接顺序。 焊接工艺评定报告 表A01单位名称 河南油田油建工程建设有限公司 批准人签字 报告编号 日 期 焊接方法 手工电弧焊(S) 机械化程度 手工 半自动 自动焊接接头: 详图:坡口形式 I型对接焊缝 衬 垫 无 母材:标准号 牌号 TA2
6、类、组别号 P51 与类、组别号 P51 相焊厚度 3.5mm 直径 600-1800mm 焊后热处理:温度 / 保温时间 / 保护气体:焊枪喷嘴保护气 / 流量 /尾部保护气 / 流量 / 背面保护气 / 流量 / 焊接材料:焊条标准 GB3623 焊条牌号、直径 3.2 焊丝牌号、直径 TA2、3.0 焊剂牌号 / 熔敷金属厚度 电特性:电流种类 直流 极性 直流正接 焊接电流(A)110-180电压(V) 14-20 钨极尺寸 / 其他 / 焊接位置:对接焊缝位置 水平转动平焊 方向(向上向下) 向上 技术措施:焊接速度 摆动或不摆动 摆动 摆动方式 之字型 多道焊或单道焊 单道焊 单丝
7、焊或多丝焊 单丝焊 预热: / 预热温度 / 层间温度 200 焊缝外观检验: 焊缝外观成形良好,未发现裂纹、表面气孔、表面夹渣、咬边及未焊透,焊缝余高为 mm 注:详图中应指明坡口尺寸、焊接层次、焊接顺序。 焊接作业指导书 表A02单位名称 河南油田油建工程建设有限公司 编制人 批准人签字 焊接作业指导书编号 日期 焊接工艺评定报告编号 焊接方法 手工电弧焊(F)机械化程度 手工 半自动 自动焊接接头: 详图:坡口形式 I型坡口 衬垫 无 母材:类别号 E408 组别号 / 与类别号 / 组别号 / 相焊或标准号GB50236-98 牌号 / 与标准号 GB50236-98 牌号 / 相焊厚
8、度范围:板材:对接焊缝 / 角焊缝 / 管材直径、壁厚范围:对接焊缝 1.5T8 角焊缝 不限 焊缝熔敷金属厚度范围: 1.5S8 焊接材料:焊条类别 A302 其他 / 焊条标准 / 牌号 / 填充金属尺寸 3.2 焊丝、焊剂牌号 / 焊条(焊丝)熔敷金属化学成分(%)CSiMnPSCrNiMoVTi焊接位置:对接焊缝的位置 水平转动平焊 焊接方向:向上 向下 角焊缝位置 / 焊后热处理:加热温度 / 升温速度 / 保温时间 / 冷却方式 / 续表A02预热:最低的预热温度 / 最高的层间温度 200 保持预热时间 / 加热方式 / 保护气体:焊枪喷嘴保护气 / 流量 / 尾部保护气 / 流量 / 背面保护气 / 流量 / 电特性:电流种类 直流 极性 正接 焊接电流范围(A) 110-185A 电弧电压(V) 20V 焊缝层次焊接方法焊条、焊丝焊接电流电弧电压范围(V)焊接速度(cm/min)线能量牌号直径(mm)极性电流(A)1FTA23.2正接11018014206102FTA23.2正接1101801420610钨极规格及类型:钍钨极 / 或铈钨极 / 熔化极气体保护焊熔滴过渡形式:喷射过渡 / 短路过渡 / 焊丝送进速度
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年供水设施建设协议书
- 2025年紧急出口门采购合同
- 2025年午休时段儿童看护服务协议
- 儿童领养程序指导协议
- 2025年产品市场分隔协议范本
- 2025年防水建材项目立项申请报告模板
- 2025年公共场所消防设施供应及维护合同
- 2025年同心同行策划合作框架协议
- 2025年医疗用品分销合作伙伴协议范例
- 2025年共同策划长远发展协同计划协议书标准样式
- 五年级数学(小数乘除法)计算题专项练习及答案汇编
- 上海市杨浦区2024-2025学年八年级上学期英语期末考卷(含笔试答案无听力答案、原文及音频)
- 《监理安全培训》课件
- 最新六年级英语下册《全套教材分析解读》外研版课件
- 劳动合同法草案的立法背景与创新黎建飞中国人民大学法学院教授
- 第三章 检测仪表与传感器
- 服装QC尾期查货报告(中英双语)
- 电机学辜承林(第三版)第1章
- 肩锁关节脱位的分型及其endobutton手术治疗
- 管理系统中计算机应用PPT课件
- 标准的个人简历表格()
评论
0/150
提交评论