


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、.注塑件外观检验标准1. 目的明确公司注塑外观质量标准,规范塑胶产品外观检验与判定标准,确保客户及协力厂商对本公司品质要求的认知。2. 适用范围适用于公司生产或外购的塑胶产品。3. 定义3.1缺陷划分3.1.1严重缺陷( CR)对人身安全有危险或存在对人身健康有危害的缺陷。如漏电、漏水、塑胶有毒、利边等。3.1.2主要缺陷( MA)产品主要功能丧失、会影响使用寿命、会影响装配速度或严重外观不良直接影响产品的销售。如刮花、异色严重等。3.1.3次要缺陷( MI)轻微外观不良, 不会直接影响到产品的销售。即除了 CR、MA外的缺陷。 如轻微油污、 刮花、水纹、缩水等。3.2表面等级划分A面:在正常
2、使用时,能看到的外表面,如丝印位、铭牌位所在面作为A 面B面:在正常使用时看不到的外表面,如产品的侧面、背面作为B 面C面:不借用工具可看到的内表面或需要打开后才看得到的表面作为C面3.3塑胶件表面缺陷定义1) 异色点:胶件表面由不同于本体颜色可见杂质或烧焦的碎片形成2) 碰划伤: 产品受外力作用在表面出现的各种凹线或无深度线性伤痕,用手指甲感觉有感、有层次感。3) 披锋:在塑料零件的边缘或结合线处线性凸起的胶料及产品边缘处因人工修边而产生缺口等不规则形状 ( 通常为成型不良所致 ) 。4) 色差:胶料着色时色粉混搅不均匀 , 水口料使用比例不当 , 注塑温度变化等原因造成与色板颜色形成的偏差
3、 . (指:实际部品颜色与承认样品颜色或色号比对超出允收值)。5) 缩水:注塑成型后 , 塑料冷却时由于受到各种影响,产品体积内收缩在表面形成的凹陷的痕迹。6) 缺胶:注射量不足和模具损坏而造成产品形体的缺损、缺料情形。7) 变形:注塑时 , 温度太高 , 冷却时间不够 , 出模后收缩 , 本身残留应力变化导致弯曲或由于出模不顺,顶针强行顶出变形。8) 油污:附着在产品表面上的油性液体。9)汽纹:模具设计排气不良或调较不当,熔融胶料在模具型腔内充模时, 胶料走胶速度太慢, 造成排气困难 , 气体只能由入水位排气, 在入水位表面或附近出现圈状色变或反光。10) 夹水纹:啤塑中熔融胶料在模具型腔充
4、模时由于遇到嵌件、孔、柱、栅格, 流速不能连贯、通畅的.区域而以多股形式汇合, 因不能完全熔合而产生线状的熔接缝.11) 起皮:模具设计排气不良或调较不当 , 熔融胶料在模具型腔内充模时 , 速度太快 , 胶件表面与模腔内面有一股气体不能及时排出去 , 在表面形成花状的白点 , 用手指甲去刮可脱皮。12) 汽泡:产品内部产生的空洞及表面产生圆形的突起。13) 顶白:注塑时 , 压力大温度高 , 冷却时间不够 , 胶件在脱模时 , 由于胶件某部位粗糙造成出模困难,顶针通过一定压力强行顶出, 顶针位的表面处发白、凸起。14)装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙4、检验标准此规
5、范系依据GB/T2828.1-2003一次抽样方案级之抽样水准, 随机取样进行检验,AQL以各部门作业指导书为准,如无明确要求的,依据以下AQL进行判定。严重缺陷( CR) : C=0主要缺点 (MA): MA=0.65 主要为性能、功能不良及零部件漏装等,且此类型缺陷会引起客户投诉或返工费用较大者 .次要缺点 (MI) : MI=2.5主要为外观不良或机械性能不良,但不影响性能的缺陷。4.1 检验条件在 40W日光灯源下垂直距离1 米,目视距离30CM观测,视线相对水平面45 度以上、从观察物正面开始观察产品一周。部品不能为突出表面瑕疵而使用单向照射光源, 目视时应无直接照射光源。检验时间:
6、每一个检验之位置的时间如下表,若有可视之缺失点发现于上述任一两种检验位置时,则该可视缺失所在区域,以该区域之允收标准判定之。编码ABC目视距离300mm300mm600mm目视时间10 秒5 秒3 秒5、外观判定标准项目类规格要求缺陷划分检验项目检验方法MA MI别CR在 100c 的塑件表面上可接收0.25mm 的异色点两颗。A 表面异色点直径0.5MM时可接收一颗异色点直径 0.5MM标准菲林在 100c 的塑件表面上可接收0.35mm 的B 表面异色点两颗。异色点直径0.75MM时可接收一颗.直径 0.75MM在 100c 的塑件表面上可接收0.8mm的异色点两颗。C 表面异色点直径 1
7、.25MM时可接收一颗直径 1.25MM与样品对比颜色或同一批产超过 1 个色度等级 .色板/ 色卡品对比项目类别检验项目规格要求检验方法缺陷划分CR MA MI在 100c 的塑件表面上可接收 5mm长、0.1MM宽的划伤、拉丝两条。A 表面划伤宽度 0.3MM,长度长于 5MM小于 10MM可接收一条划伤宽度 0.3MM,长度 10MM在 100c 的塑件表面上可接收5mm长、0.25mm宽的划伤、拉丝两条。碰划伤B 表面划伤宽度 0.5MM,长度 10MM可接收一条标准菲林划伤宽度 0.5MM,长度 10MM在 100c 的塑件表面上可接收5mm长、0.35mm的划伤、拉丝两条。C 表面
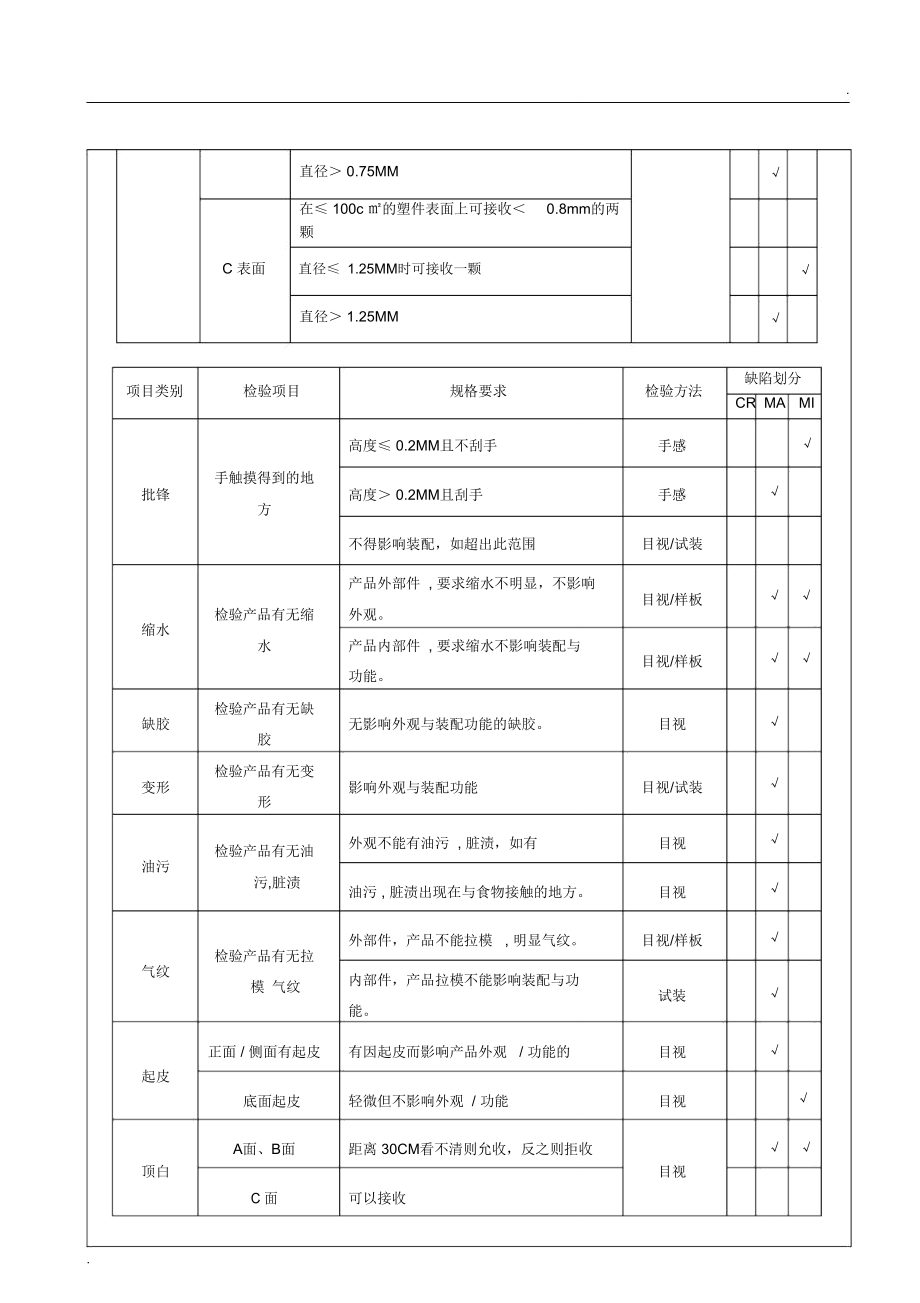
8、划伤宽度 0.75MM,长度 10MM可接收一条划伤宽度 0.9MM,长度 10MM在 100c 的塑件表面上可接收0.25mm 的两颗。A 表面直径 0.5MM时可接收一汽泡直径 0.5MM标准菲林在 100c 的塑件表面上可接收0.35mm 的B 表面两颗。直径 0.75MM可接收 1 颗.直径 0.75MM在 100c 的塑件表面上可接收0.8mm的两颗C 表面直径 1.25MM时可接收一颗直径 1.25MM项目类别检验项目规格要求检验方法高度 0.2MM且不刮手手感批锋手触摸得到的地高度 0.2MM且刮手手感方不得影响装配,如超出此范围目视/试装产品外部件 , 要求缩水不明显,不影响目
9、视/样板检验产品有无缩外观。缩水水产品内部件 , 要求缩水不影响装配与目视/样板功能。缺胶检验产品有无缺无影响外观与装配功能的缺胶。目视胶变形检验产品有无变影响外观与装配功能目视/试装形检验产品有无油外观不能有油污 , 脏渍,如有目视油污污,脏渍油污 , 脏渍出现在与食物接触的地方。目视检验产品有无拉外部件,产品不能拉模 , 明显气纹。目视/样板气纹模 气纹内部件,产品拉模不能影响装配与功试装能。正面 / 侧面有起皮有因起皮而影响产品外观 / 功能的目视起皮底面起皮轻微但不影响外观 / 功能目视A面、B面距离 30CM看不清则允收,反之则拒收顶白目视C 面可以接收缺陷划分CR MAMI.项目类别检验项目规格要求检验方法缺陷划分CR MA MI在 100c的塑件表面上可接收5mm长、 0.1MM宽的两条。A 表面宽度 0.3MM,长度 10MM可接收一条宽度 0.3MM,长度 10MM在 100c的塑件表
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 消费金融领域的金融知识普及与教育考核试卷
- 检修期间安全事故教育
- 大学生安全教育图文
- 【名师课件】4.5 课件:光的衍射-2025版高一物理必修二
- 浙江省宁波市鄞州中学2024-2025学年高一下学期返校测试(选考)历史试题(原卷版)
- 骨科护理质量与安全分析
- 2025年广东省初中学业水平考试地理模拟卷1卷
- CFA考试难度分析试题及答案
- 预防流行疾病大班教案
- 中小企业融资困境分析试题及答案
- 我国光伏标准体系及发展建议
- 吉塔行星模拟课程
- 献身国防事业志愿书,空军
- 筒子形成及卷绕成型分析
- 山东省聊城市高一上学期期末考试政治试题WORD版含答案
- 企业财务会计(第五版)同步训练参考答案 第四章
- 湖北省鄂东南省级示范教学改革联盟学校2022-2023学年高一下学期期中联考数学试题及答案
- 社会工作师职业资格考试
- GB/T 39287-2020闭式膨胀罐
- GB/T 31349-2014节能量测量和验证技术要求中央空调系统
- GB/T 17460-1998化学转化膜铝及铝合金上漂洗和不漂洗铬酸盐转化膜
评论
0/150
提交评论