


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第 4 章 光滑工件尺寸检测知识重点 :光滑工件尺寸的验收原则、安全裕度和验收极限,通用计量器具的选择。知识难点 :光滑极限量规的设计原理和工作量规的设计。教推荐教学方式:任务驱动教学法推荐考核方式:小型设计(工作量规的设计)教学导课堂 :听课 +讨论 +互动航推荐学习方图课外 :在加工车间环境下实践零件的一般检验方法。学必须掌握的理论知识:光滑工件尺寸的验收原则、安全裕度和验收极限,通用计量器具的选择。光滑极限量规的设计原理和工作量规的设计。需要掌握的工作技能:能够正确选择计量器具检测光滑工件尺寸,并判断其合格性。4.1 用通用计量器具测量工件安全裕度验收极限验收原则用通用计量器具测量工件测
2、量器具的不确定度选择计量器具计量器具的不确定度允许值任务 8 测量减速器输出轴45m6 E 外径(单件或小批量生产)在各种几何量的测量中,尺寸检测是最基本的。由于被测零件的形状、大小、精度要求和使用场合的不同,采用的计量器具也不同。对于单件或小批量生产的零件,常采用通用计量器具来检测;对于大批量生产的零件,为提高检测效率,多采用量规来检验。检验如图2-15所示的减速器输出轴45m6 E 外径(单件或小批量生产),需要明确以下问题:1光滑工件检验时的验收原则,标准规定的安全裕度和验收极限。2根据被测工件尺寸精度要求,选择满足测量精度要求且测量方便易行、成本经济的通用计量器具。4.1.1 确定验收
3、极限在机械加工车间环境的条件下,使用通用计量器具测量零件尺寸时,通常采用两点法测量,测得的值为轴、孔的局部实际尺寸。由于计量器具存在测量误差、轴或孔的形状误差、测量条件偏离标准规定范围等原因,使测量结果偏离被测真值。因此,当测得值在工件最大、最小极限尺寸附近时,就有可能将本来处在公差带之内的合格品判为废品(误废),或将本来在公差带之外的废品判为合格品(误收)。为了保证足够的测量精度,实现零件的互换性,必须按国家标准GB/T3177 1997 光滑工件尺寸的检验规定的验收原则及要求验收工件,并正确的、合理地选择计量器具。国家标准通过安全裕度来防止因测量不确定度的影响而造成工件“误收 ”和 “误废
4、 ”,即设置验收极限,以执行标准规定的“验收原则 ”。1验收原则所用验收方法应只接收位于规定的极限尺寸之内的工件。即允许有误废而不允许有误收。2安全裕度(A)测量不确定度的允许值。它由被测工件的尺寸公差值确定,一般取工件尺寸公差值的10% 左右,其数值如表4-2 所示。3验收极限检验工件尺寸时判断合格与否的尺寸界限。验收极限的确定有两种方法,如表4-1 所示。表 4-1 光滑工件尺寸的验收极限方验收极限说明适用的场合法上验收极限=最大由于验收极限向工件的公( 1)符合包容要求、公差等级高的尺寸极限尺寸 - 安全裕度差之内移动, 为了保证验收验收。( 2)呈偏态分布的实际尺寸的验方A时合格, 在
5、生产时工件不能收,对 “实 际尺寸 偏向边 ”的 验收极限采法下验收极限=最小按原有的极限尺寸加工,应用内缩一个安全裕度作为验收极限;1极限尺寸+安全裕 按由验收极限所确定的范( 3)符合包容要求且工艺能力指数c p度 A围生产, 这个范围称为 “生产公差” ,如图4-1 所示。 1 的尺寸验收。上验收极限=最大安全裕度A 值等于零。( 1)工艺能力指数 1 的尺寸验收;极限尺寸( 2)符合包容要求的尺寸验收。其最小方下验收极限=最小实体尺寸一边的验收极限采用不内缩方极限尺寸式。法( 3)非配合尺寸和一般的尺寸验收。2( 4)呈偏态分布的实际尺寸验收。对 “实际尺寸非偏向边”的验收极限采用不内
6、缩方式。注: 工艺能力指数c p 值是工件公差值T 与加工设备工艺能力c 之比值。c 为常数,工件尺寸遵循正态分布时 c6 ;为加工设备的标准偏差,cp T / 6 。图 4-1安全裕度和验收极限表 4-2安全裕度 (A )与计量器具的测量不确定允许值(u1)(m )公称等IT 6IT 7IT 8IT 9级基本尺寸 /mmTAu1TAu1TAu1TAu1大于至 360.60.540.91.4101.00.91.52.3141.41.32.13.2252.52.33.85.63680.80.721.21.8121.21.1.2.7181.81.62.74.1303.02.74.56.861090
7、.90.811.42.0151.51.41.83.4222.22.03.35.0363.63.35.48.11018111.11.01.72.5181.81.72.34.1272.72.44.16.1434.33.96.59.71830131.31.22.02.9212.11.92.74.7333.33.05.07.4525.24.77.8123050161.61.42.43.6252.52.33.25.6393.93.55.98.8626.25.69.3145080191.91.72.94.3303.02.73.86.8464.64.16.910747.46.7111780120222.22
8、.03.35.0353.53.24.57.9545.44.98.112878.77.81320120180252.52.33.85.6404.03.65.39.0636.35.79.514100109.01523180250292.92.64.46.5464.64.16.010727.26.5111611512101726250315323.22.94.87.2525.24.76.912818.17.3121813013121929315400363.63.25.48.1575.75.17.813898.98.0132014014132132400500404.03.66.09.0636.35
9、.78.414979.78.71522155161423359.5(续)表4-2 安全裕度 (A )与计量器具的测量不确定允许值(u1 )(m )公称等级IT 10IT 11IT 12IT 13基本尺寸 /mmTAu1TAu1TAu1TAu1大于至3404.03.66.09.0606.05.49.014100109.01514014132136484.84.37.211757.56.81117120121118180181627610585.85.28.713909.08.114201501514232202220331018707.06.311161101110172518018162727
10、02724411830848.47.61319130131220292102119323303330503050100109.015231601614243625025233839039355950801201211182719019172943300302745460464169801201401413213222022203350350353253540544981120180160161524362502523385640040366063063579518025018518172842290292644654604641697207265110250315210211932473203
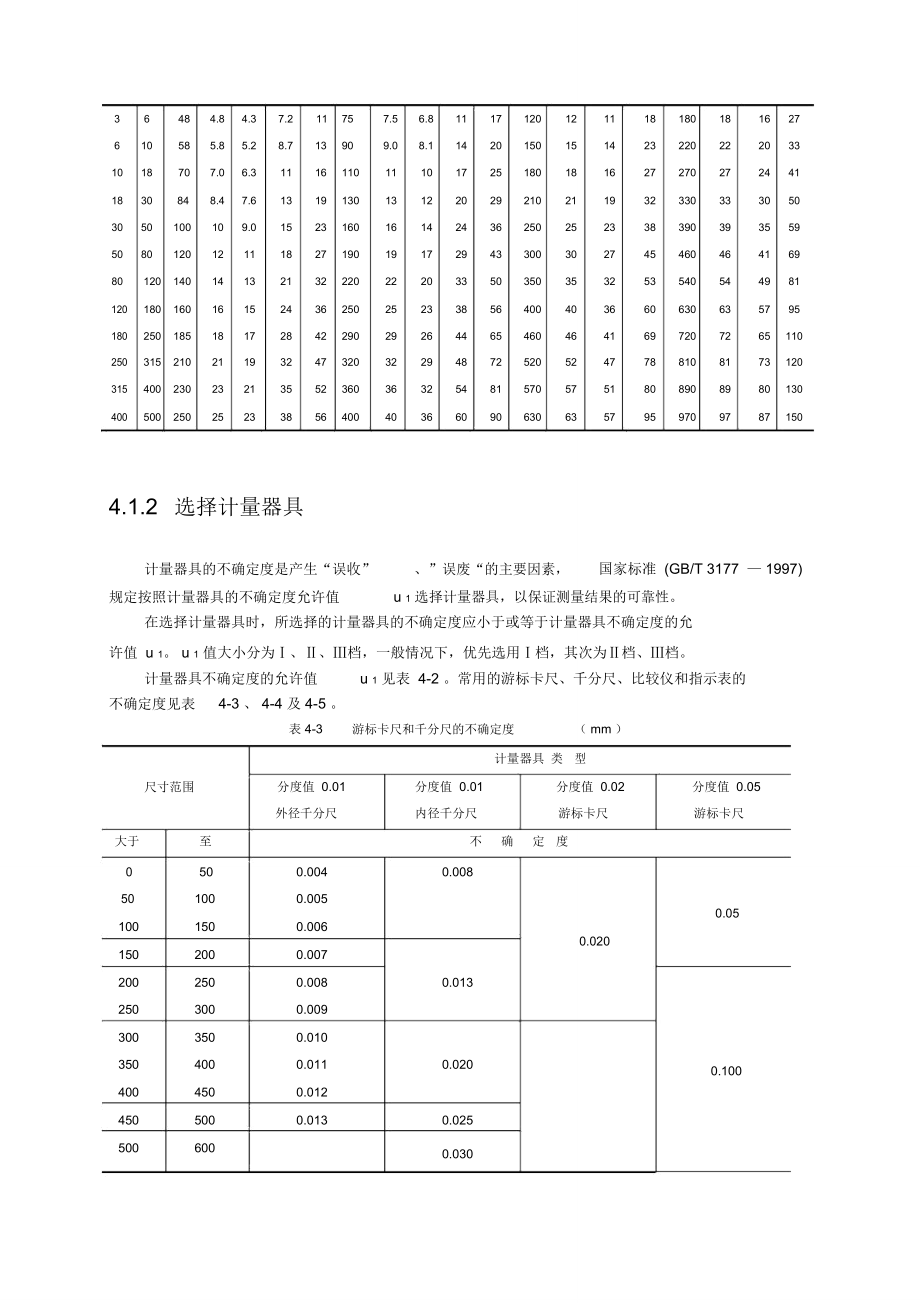
11、2294872520524778810817312031540023023213552360363254815705751808908980130400500250252338564004036609063063579597097871504.1.2选择计量器具计量器具的不确定度是产生“误收”、”误废“的主要因素,国家标准 (GB/T 3177 1997)规定按照计量器具的不确定度允许值u 1 选择计量器具,以保证测量结果的可靠性。在选择计量器具时,所选择的计量器具的不确定度应小于或等于计量器具不确定度的允许值 u 1。 u 1 值大小分为、档,一般情况下,优先选用档,其次为档、档。计量器具不
12、确定度的允许值u 1 见表 4-2 。常用的游标卡尺、千分尺、比较仪和指示表的不确定度见表4-3 、 4-4 及 4-5 。表 4-3游标卡尺和千分尺的不确定度( mm )计量器具类 型尺寸范围分度值 0.01分度值 0.01分度值 0.02分度值 0.05外径千分尺内径千分尺游标卡尺游标卡尺大于至不 确 定度0500.0040.008501000.0050.051001500.0060.0201502000.0072002500.0080.0132503000.0093003500.0103504000.0110.0200.1004004500.0124505000.0130.0255006
13、000.0306007000.1507001000表 4-4比较仪的不确定度( mm )所使用的计量器具分度值为 0.0005分度值为 0.001分度值为 0.002分度值为 0.005尺寸范围(相当于放大倍(相当于放大倍(相当于放大倍(相当于放大倍数 2000 倍)的比数 1000 倍)的比数 400 倍)的比较数 250 倍)的比较较仪较仪仪仪大于至不确定 度250.00060.00100.001725400.000740650.00080.00110.00180.003065900.0008901150.00090.00120.00191151650.00100.00131652150.
14、00120.00140.00202152650.00140.00160.00210.00352653150.00160.00170.0022表 4-5 指示表的不确定度所使用的计量器具分度值为 0.01mm分度值为0.001mm 、的千分表0.002mm 、分度值为 0.01mm( 0级在全程范围0.005mmm 、的千分的百分表分度值为 0.01mm内)表的百分表尺寸范围( 0 级在全程范围( 1 级在 0.2mm 内) ( 1 级在 全 程范 围内)( 1 级在全程范围分 度值为 0.002mm内)内)( 1 级在任意的千分表 (在 1 转范1mm分度值为0.01mm内)围内 )的百分表(
15、0级在任意 1mm 内)大于至不确 定度 /mm25254040650.00565900.0100.0180.030901151151650.006165215215265265315注意: 当现有测量器具的不确定(u1)达不到“小于或等于档允许值(可选取用表4-2 中的第档(u1),重新选择测量器具,否则还可选择第档。u1) ”这一要求时,任务 8小结检验减速器输出轴45m6 E 外径:?此工件遵守包容要求,故应按方法1 确定验收极限?由表4-2 查得安全裕度A=1.6m?查表1-1 、 1-2和 1-3 知, es=0.025,ei=0.009?计算可得:上验收极限=45mm+0.025m
16、m-0.0016mm=45.0234mm下验收极限=45mm-0.009mm+0.0016mm=45.0106mm?由表4-2 查得测量器具不确定度的允许值u 1=1.4m?由表4-4 查得分度值为0.001 的比较仪不确定度为0.0011mm ,小于 0.0014mm ,所以能满足要求。实训 9 测量顶尖套筒32H 7 孔(单件或小批量生产)1.训练目的通过训练,掌握根据零件各几何参数的公差要求及生产现场计量器具条件,正确、合理地选择通用计量器具的原则和方法;2.训练内容检验如图1-2 所示的顶尖套筒32H 7 孔,确定验收极限并选择计量器具。4.2用光滑极限量规检验工件量规结构形式的选择量
17、规分类光量规设计原则滑量量规工作尺寸的计算制造公差带T规量规公差带设位置要素Z计形位公差量规的技术要求表面粗糙度任务 9 测量减速器输出轴45m6 E 外径(大批量生产)光滑极限量规是指被检验工件为光滑孔或光滑轴所用的极限量规的总称,是一种无刻度、成对使用的专用检验器具,它适用于大批量生产、遵守包容要求的轴、孔检验。用光滑极限量规检验零件时,只能判断零件是否在规定的验收极限范围内,而不能测出零件实际尺寸和形位误差的数值。量规结构设计简单,使用方便、可靠,检验零件的效率高。检验如图2-15 所示的减速器输出轴45m6 E 外径(大批量生产),需要设计与零件检验要求相适应的光滑极限量规(工作量规)
18、,要求画出量规的工作图,并标注尺寸及技术要求。4.2.1光滑极限量规分类1.按被检工件类型可分为:( 1)塞规指用以检验被测工件为孔的量规。( 2)卡规指用以检验被测工件为轴的量规。量规有通规和止规,应成对使用,如图4-2 所示。通规用来模拟最大实体边界,检验孔或轴的实际尺寸是否超越该理想边界,止规用来模拟最小实体边界,用来检验孔或轴是否超越该理想边界。提示: 用光滑极限量规检验零件时,当通规通过被检轴或孔,同时止规不能通过被检轴或孔,则被检轴或孔合格。图 4-2 光滑极限量规2按量规用途可分为:( 1)工作量规指在加工工件的过程中用于检验工件的量规,由操作者使用。( 2)验收量规指验收者 (
19、检验员或购买机械产品的客户代表 ) 用以验收工件的量规。( 3)校对量规专门用于校对轴工件用的工作量规 卡规或环规的量规。因为,卡规和环规的工作尺寸属于孔尺寸,由于尺寸精度高,难以用一般计量器具测量,故标准规定了校对量规。校对量规又分为:TT 在制造轴用通规时,用以校对的量规。当校对量规通过时,被校对的新的通规合格。ZT 在制造轴用止规时,用以校对的量规。当校对量规通过时,被校对的新的止规合格。TS 用以检验轴用旧的通规报废用的校对量规。当校对量规通过,轴用旧的通规磨损达到或超过极限,应作报废处理。4.2.2光滑极限量规的设计原则泰勒原则泰勒原则:孔的作用尺寸应大于或等于孔的最小极限尺寸,并在
20、任何位置上孔的最大实际尺寸应小于或等于孔的最大极限尺寸;轴的作用尺寸应小于或等于轴的最大极限尺寸,并在任何位置上轴的最小实际尺寸应大于或等于轴的最小极限尺寸符合泰勒原则的量规型式如下:1、通规用于控制零件的作用尺寸,它的测量面理论上应具有与孔或轴相对应的完整表面(即全形量规)其尺寸等于孔或轴的最大实体尺寸,且量规的长度等于配合长度。2、止规用于控制零件的实际尺寸,它的测量面理论上应为点状的(即不全形量规)尺寸等于孔或轴的最小实体尺寸,如图4-3 所示。,其3、由于量规在制造和使用方面某些原因的影响,要求量规型式完全符合泰勒原则会有困难,有时甚至不能实现,因而不得不允许量规型式在一定条件下偏离泰
21、勒原则。例如:为采用标准量规,通规的长度可能短于工件的配合长度,检验曲轴轴颈的通规无法用全形的环规,而用卡规代替;点状止规,检验中点接触易于磨损,往往改用小平面或球面来代替。4、当量规型式不符合泰勒原则时,有可能将不合格品判为合格品,为此,应该在保证被检验的孔、轴的形状误差(尤其是轴线的直线度、圆度)不致影响配合性质条件下,才能允许使用偏离泰勒原则的量规。图 4-3量规形状对检验结果的影响(a) 全形通规( b )两点状通规( c)工件( d)两点状止规( e)全形止规1实际孔2 孔公差带4.2.3量规公差带制造量规也会产生误差,需要规定制造公差。工作量规“通规”通过工件会产生磨损,需要规定磨
22、损极限;工作量规“止规”磨损少,不规定磨损极限。1工作量规的公差带国家标准GB?T1957 1981 规定量规的公差带不得超越工件的公差带。工作量规“止规”制造公差带从工件最小实体尺寸起,向工件的公差带内分布,如图4-4所示。其制造公差T 与被检验工件的公差等级和基本尺寸有关,如表4-6所示。表4-6光滑极限量规的制造公差T 和通规尺寸公差带的中心到工件最大实体尺寸之间的距离Z 值(摘自GB/T1957 1981 )工件基本IT6IT7IT8IT9IT10IT11IT12尺寸/mmIT6TZIT7TZIT8TZIT9TZIT10TZIT11TZIT12TZ3611101.21.3141.622
23、523402.44603610049>3681.21.4121.421822.6302.4448357548120511>61091.41.6151.82.4222.43.2362.85583.669059150613>1018111.621822.8272.84433.467048110611180715>18301322.4212.43.4333.4552478459130713210818>3050162.42.82534394662581006111608162501022>5080192.83.4303.64.6464.67746912071319
24、09193001226>80120223.23.8354.25.4545.48877101408822010223501430工作量规“通规”制造公差带对称于位置要素Z,如 图 4-4所示,磨损极限与工件的最大实体尺寸重合。图 4-4量规公差带分布提示: 量规的公差带全部位于被检验工件公差带内,能有效地保证产品的质量与互换性。但有时会吧一些合格的工件检验成不合格品,实质上缩小了工件公差范围,提高了工件的制造精度( 2)校对量规的公差带校对量规的分类:“较通 - 通” (TT) :检验轴用量规“通规”的校对量规。作用是防止通规尺寸过小,检验时应通过被校对的量规。“较通 - 损” (TS)
25、:检验轴用量规“通规”磨损极限的校对量规。作用是防止通规超出磨损极限尺寸,检验时若通过被校对的量规,说明已用到磨损极限。“较止 - 通” (ZT) :检验轴用量规“止规”的校对量规。作用是防止止规尺寸过小,检验时应通过被校对的量规。校对量规公差带分布TT 公差带是从通规的下偏差起向轴用量规通规公差带内分布;TS 公差带是从通规的磨损极限起向轴用量规通规公差带内分布; ZT 公差带是从止规的下偏差起向轴用量规止规公差带内分布。4.2.4工作量规设计内容工作量规设计的主要内容有:1量规结构形式的选择量规的结构形式可根据实际需要,选用适当的结构。常用结构形式如图4-5 和图4-6 所示,具体尺寸参见
26、GB/T6322 1986 光滑极限量规型式和尺寸。图 4-5常用轴用卡规的结构形式a)环规b )双头卡规c )单头双极限卡规图 4-6 常用孔用塞规的结构形式A )锥柄圆柱塞规b)单头非全形塞规c)片形塞规d)球端杆规2量规工作尺寸的计算从国家标准公差与配合中查出孔与轴的尺寸极限偏差;由表 4-6 查出量规制造公差T 和位置要素Z 值。按工作量规制造公差T ,确定工作量规的形状公差和校对量规的制造公差;计算各种量规的工作尺寸或极限偏差。3量规的技术要求量规测量面的材料,可用渗碳钢、碳素工具钢、合金结构钢和合金工具钢等耐磨材料。测量规测量面的硬度,取决于被检验零件的基本尺寸、公差等级和粗糙度以
27、及量规的制造工艺水平。量规的形位公差应控制在尺寸公差带内,形位公差值不大于尺寸公差的50% ,考虑到制造和测量的困难,当量规的尺寸公差小于或等于0.002mm 时,其形位公差仍取0.001mm 。量规表面粗糙度值的大小,随上述因素和量规结构型式的变化而异,一般不低于光滑极限量规国标推荐的表面粗糙度数值。参数Ra 按表 4-7选取。表 4-7量规测量面的表面粗糙度参数Ra 值工件基本尺寸/mm工作量规 120 120 315 315 500Ra/ mIT6级孔用量规 0.025 0.05 0.1IT6至 IT9级轴用量规 0.05 0.1 0.2IT7至 IT9级孔用量规IT10至 IT12级孔
28、、轴用量规 0.1 0.2 0.4IT13至 IT16级孔、轴用量规 0.2 0.4 0.4任务 9小结检验如图2-15 所示的减速器输出轴45m6 E 外径(大批量生产),设计工作量规。解:? 选择量规的结构形式:单头双极限圆形片状卡规? 量规工作尺寸的计算:由表 4-2 查出卡规的制造公差T=2.4m,位置公差Z=2.8m ,公差带如图4-7 所示。48.320通规6=止规画图注意:dM8.横线位于21h682.8 框的中9.心(不是文95稿内容)=dL图 4-7量规公差带图卡规通端:上偏差 = esZT(0.0250.00280.0024) mm0.0234 mm22下偏差 = esZT
29、(0.0250.00280.0024 )mm0.0210mm22所以,通端尺寸为45 00.02340210mm ,也可按工艺尺寸标注为45.021000.0024mm 。卡规止端:上偏差 = eiT(0.009 0.0024)mm0.0114 mm下偏差 = ei0.009mm所以,通端尺寸为45 00.0114009mm, 也可按工艺尺寸标注为45.009100 .0024mm 。? 量规的技术要求:1量规应稳定处理;2测量面不应有任何缺陷;3硬度58 65HRC;4.形状误差为尺寸误差的1/2 。5.由表 4-7 查得测量面表面粗糙度参数Ra 值为0.05m 。实训 10 工作量规设计1.目的通过训练,掌握光滑极限量规的设计方法,学会绘制光滑极限量规工作图,并进行正确的标注。2.内容对如图1-2 所示的顶尖
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 电焊工安全教育培训试题及答案
- 2026年山西晋中乡镇街道公务员考试历年真题解析
- 财经大学研究生休学离校转单
- 山东省枣庄市2026届九年级中考一模历史试卷(含答案)
- 创新基础创业 1
- 2026年通风消声器行业发展行业报告
- 2026年人工智能行业:深度学习创新实践报告
- 2026年高考数学考前20天冲刺讲义(三)(原卷版)
- 水源地水质监测数据被干扰的饮用水安全风险与监测设备防破坏与多断面校验对策
- 吉林省白城市通榆县第一大学区2026年三上数学期末监测模拟试题含解析
- 成都未来科技城发展服务局2026年社会招聘笔试题库附参考答案详解【模拟题】
- 2026年中心血站采血医技岗医疗卫生事业招聘考试笔试试题(含答案)
- 烧结多孔砖生产施工方案及技术措施
- 山东能源定向委培考试题
- 2025广东省风力发电有限公司山西分公司招聘7人笔试历年难易错考点试卷带答案解析
- 无水乙醇在脏器囊肿硬化治疗中合理性应用的专家共识
- 癫痫患者发作急救流程及日常护理建议
- 银行-从年报透析上市银行资产质量
- 上海国际货币经纪有限责任公司招聘笔试题库2026
- 境外病人收治流程
- 云南省县级融媒体中心技术系统建设实施细则(2020年修订版)
评论
0/150
提交评论