



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、弯曲木加工机器人模糊控制技术分析1) 国家“863”高技术研究发展计划资助项目(2001AA422400)国家“十五”攻关子专题(2002BA515B0701)第1作者简介:郭继峰,男,1974年月生,东北林业大学信息与计算机工程学院、研究生。郭继峰 任洪娥 丛宪东(东北林业大学 哈尔滨150040)摘 要:针对弯曲木弯曲过程中影响加工精度的非线性因素众多,精确数学模型难以建立的特点,提出弯曲木加工机器人控制的模糊智能控制方法。通过采集弯曲力的变化信号,总结弯曲经验,制定控制规则,改善了系统的动静态特性。仿真结果表明,这种控制器具有良好的抗干扰性和鲁棒性,可以获得满意的控制结果。关键词: 弯曲
2、木加工;自调整;模糊控制Analysis of Fussy Control Technology for Bending Flexural Wood RobotGuoJiFeng RenHonge CongXiandong(150040 Harbin, Northeast Forestry University)Abstract: Because there are many non-linear elements to effect on dimensional accuracy of the parts in processing of blending, so that it is di
3、fficult to set up the accurate mathematic model. This paper provides the fuzzy intelligence method to design the planar flexural wood robot control system. The design method can improve the characteristic of dynamic and static state of system with collecting bending force signal, summarizing experie
4、nce and design control rule. The experiment result showed its good robust and dynamic characteristic and proved the design to be successful.Key Words: Flexural wood bending; Self-modifying; Fuzzy control 弯曲木成型加工机器人是将机器人技术、计算机技术、多媒体技术应用在弯曲木成型加工中,对蒸煮压缩过的木料进行有目的的弯曲,以达到目标形状的木材加工的一种创新设备1。弯曲运动的控制采用步进电机及传动
5、机构来实现。因此,提高驱动系统的精度是实现高质量弯曲加工的关键。但是,此控制是一种包含多重非线性的系统,形成这种非线性的主要原因是:(1) 弯曲过程要求弯曲压力适当,以保持被弯曲木料不致开裂。然而弯曲过程力的变化与木料的材质、尺寸及弯曲过程中曲率的变化有关,因此属于非线性、时变系统;(2)传动机构中丝杠与螺母间存在间隙或失动量,使得运动部件的位移与步进电机脉冲指令间出现多值非线性关系; (3)传动件的加工精度和磨损使得传动机构存在传动误差,这是一种随位移非线性变化的误差。由于无法获得此控制系统的数学模型,因此用常规PID控制系统很难获得高质量的控制效果。基于以上原因,本文采用自调整模糊控制方法
6、。模糊控制是一种新兴的控制方法,它利用模糊化过程将精确量变为模糊变量,利用人工经验产生的模糊控制规则进行模糊推理与决策而得到控制量。自调整模糊控制技术是在此基础上发展起来的,用于克服简单模糊控制中因控制规则相似、参数不变而易造成控制性能不理想的弱点的一项技术。应用此技术,不必知道被控对象的精确数学模型,仅根据实际输入和输出结果并应用模糊推理,产生控制信息实现精确控制。1 弯曲木成型控制系统结构弯曲木成型加工机器人控制系统结构如图1。本系统主要由586工业控制机、传动丝杠、弯曲机械手以及缓冲弹簧和WH20A型直线电位器构成的电位器式压力检测传感器等部分组成。压力传感器将机械手与木料间弯曲压力转换
7、为电信号传送给模糊控制器,模糊工控机对信号进行处理得到压力偏差信号,并运用模糊推理,通过接口电路PCL839向步进电机驱动器发出相应的控制信号,以实现弯曲过程的模糊控制。弯曲木成型加工机器人的弯曲过程是由五台步进电机驱动五个机械手对木料进行有目的弯曲。为简明起见,本文主要讨论Z方向的步进电机的控制问题。步进电机选用四通110BYG550C,采用SH50806驱动器。 步进电 机控制器接口电 路PCL839模糊控制 器(586工控机)步进电 机工作台机械手传动机 构压力传感器图1 弯曲木成型控制系统结构2 步进电机模糊控制的实现本文所设计的自调整模糊控制器结构如图2。E为压力偏差,EC为E的变化
8、,U为步进电机脉冲频率控制量。Ke和Kec为误差和误差变化的比例因子,Ku为控制量的比例因子。Ke、Kec、Ku对输出特性均有影响。其中Ke、Kec是通过调整语言变量的取值来改变控制器的输出,而Ku则相当于常规控制系统中比例增益的作用3。Ke对系统动态特性的影响是Ke大,调节死区小,上升速率大。但若过大将使系统产生较大超调,对静态特性的影响是Ke增加,稳态误差将减小。Kec对系统动态特性的影响是Kec大,反应迟钝,Kec小反应快,但过小,引起超调。Kec对系统动稳态特性的影响是Kec增大,稳态时误差变化也将减小。一般Ku加大,上升速度较快,但Ku过大,将产生较大超调,严重时影响稳态工作。本文中
9、取Ke=2.0,Kec=8.5,Ku=0.02。以上参数可根据实际需要调整,或采用类似模糊控制器推理过程动态调整参数。如可根据类似if EAi and ECBi then KCij控制规则制定参数的控制表。积分控制器输出为UiKiEi。它与模糊控制器的输出控制量U叠加,并作为模糊控制器的总输出UfUiU。这种控制器不仅可以消除极限环振荡,而且可完全消除系统余差 。EiKiKe步进电机模糊算法模糊化EUiKu1UUf丝杠KecEC 机械手d/dt压力传感器图2 模糊控制系统示意图为加权因子,改变的大小,意味着对误差和误差变化的不同重视程度,它是个可调因子,当弯曲力误差较大时,系统主要目的是尽快消
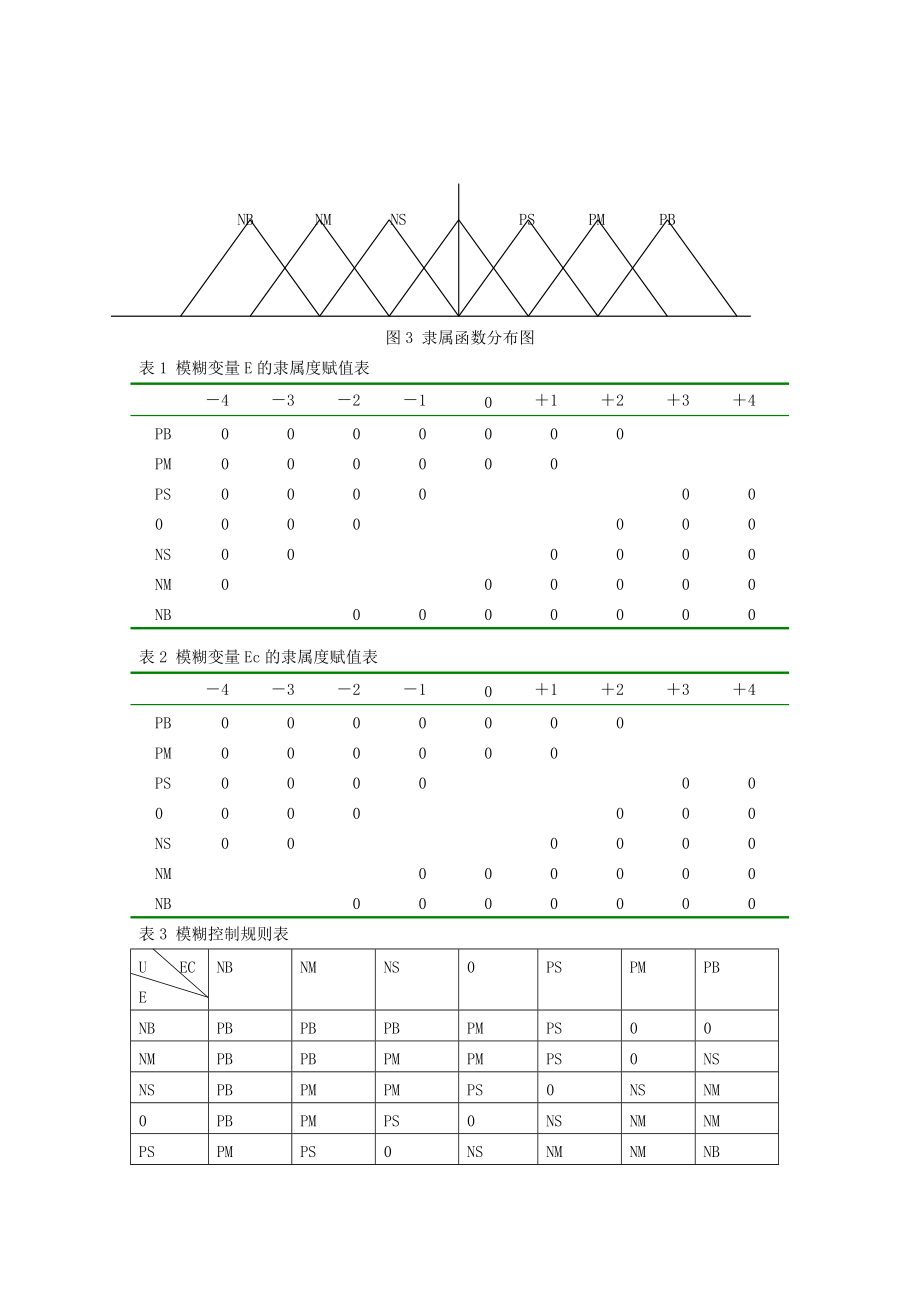
10、除误差,此时误差的权重系数要取大一些;当压力误差较小时,为防止超调,保持系统稳定,误差变化的权重系数取大一些。本文中取:E0.5 (1)设计模糊控制器时,选择较多的词汇描述输入、输出变量,可以使制定控制策略方便,但控制规则变得复杂;选择词汇过少,使得描述变量变得粗糙,导致控制器的性能变坏。根据本文模糊控制器输入变量和输出变量的内容选择语言变量如下:EEc=U=负大,负中,负小,零,正小,正中,正大NB,NM,NS,0,PS,PM,PB论域的大小及粗细要视具体情况而定,论域过大、过细并无助于改善系统的特性。相对应的论域定义为:EEc=U=-4,-3,-2,-1,0,1,2,3,4隶属函数选用三角
11、分布函数,其函数图形如图3所示。模糊变量E和Ec的隶属度赋值表分别如表1、表2所示。模糊判决采用最大隶属度法。模糊规则取:UE+(1-)EC (2),得模糊控制规则如表3所示。NBNM NSPSPMPB图3 隶属函数分布图表1 模糊变量E的隶属度赋值表432101234PB0000000PM 000000PS0000000 000000NS000000NM000000NB 0 000000表2 模糊变量Ec的隶属度赋值表432101234PB0000000PM 000000PS0000000 000000NS000000NM000000NB 0 000000表3 模糊控制规则表U ECENBN
12、MNS0PSPMPBNBPBPBPBPMPS00NMPBPBPMPMPS0NSNSPBPMPMPS0NSNM0PBPMPS0NSNMNMPSPMPS0NSNMNMNBPMPS0NSNSNMNBNBPB00NSNMNBNBNB用Ei、ECj、和Uk分别表示定义在E、EC、U各自论域上的模糊子集,i=1,2,I;j=1,2,J;k=1,2,K。其中I、J、K分别为E、EC、U各自论域上定义的模糊子集数。模糊关系R的隶属函数为: R(E,EC,U)=Ei(E) ECi(EC)Uk(U) (3)模糊子集: Uk(EiECj)R (4)由于模糊关系R的关系矩阵为一个三维稀疏矩阵,占用内存较多,计算效率低
13、所以本文使用极大极小方法分别对各条控制规则进行模糊运算。对于一组确定的输入E0和EC0,某条规则对应的输出模糊集Uij为:Uij(U)=Ei(E0) ECi(EC0)Uk(U) (5)对于总共77条控制规则,合成后的输出模糊集为:UUij (6)解模糊是采用最大隶属度模糊决策。3 仿真结果与结论测试系统选用经蒸煮罐加工过的柞木作为测试对象,其长、宽、厚分别为80cm,3cm,2cm,目标形状为一半圆。采用对弯曲过程中电位器输出电压变化监控的方法,初步估计此系统的控制能力和抗干扰能力。仿真结果如图4所示。图中()为未采用参数自调整系统的模糊控制性能示意曲线,()为采用参数自调整后控制性能曲线。正如设计时所预想的,采用参数自调整模糊控制,在偏差大时,以偏大的控制量迅速减小偏差;偏差小时,以偏小的控制量防止过冲。系统的超调量与过渡时间都大大减小。另外需要注意的是,系统的各控制参数对系统的性能有很大影响,选择不当易使系统控制性能变坏,甚至可能使系统变为发散的。页:5 ()() 图4 系统模糊控制性能曲线实验结
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
评论
0/150
提交评论