



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、工厂设施布置设计一、 设计产品名称 年产80000套变速箱厂总平面布置设计。2、 原始给定条件 公司有地面积16000m2,厂区南北为330m,东西宽330m,该厂预计需要工人300人,计划建成年产80000套变速箱的生产厂。(1) 变速箱的结构及有关参数变速箱由39个零件构成,装配图见附图1所示。每个零件、组件的名称、材料、单件重量及年需求量均列于表1中表1 零件明细表工厂名称:变速箱厂共1页产品名称变速箱产品代号110计划年产量72000第1页序号零 件 名 称零件代号自制外购材料总计划需求量零件图号形状单件重量说明39垫圈65Mn1720000.00438螺母Q2351720000.01
2、137螺栓Q2352580000.03236销351720000.02235放松垫片Q215860000.01034轴端盖圆Q235860000.05033螺栓Q2351720000.02032通气器Q235860000.03031视孔盖Q215860000.05030垫片橡胶纸860000.00429机盖HT200860002.528垫圈65Mn5160000.00627螺母Q2355160000.01626螺栓Q2355160000.10325机座HT200860003.00024轴承1720000.45023挡油圈Q2151720000.00422毡封油圈羊毛毡860000.00421键
3、Q27586000(续 表1)0.08020定距环Q235860000.09019密封盖Q235860000.05018可穿透端盖HT150860000.04017调整垫片08F1720000.00416螺塞Q235860000.03215垫片橡胶纸860000.00414游标尺860000.05013大齿轮40860001.00012键Q275860000.08011轴Q275860000.80010轴承1720000.4509螺栓Q23520640000.0258端盖HT200860000.057毡封油圈羊毛毡860000.0046齿轮轴Q275860001.4005键Q275860000
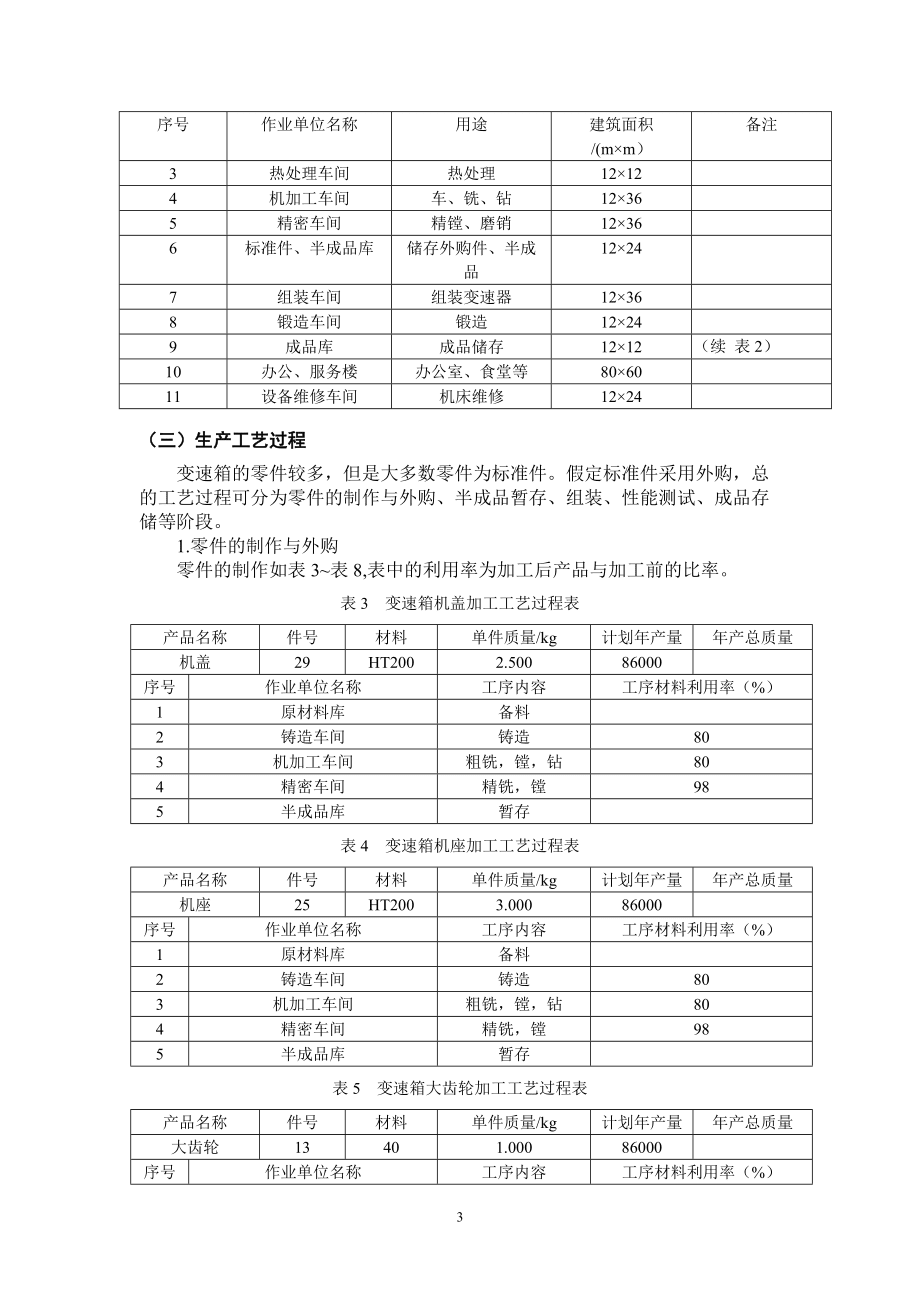
4、.0404螺栓Q23510320000.0143密封盖Q235860000.0202可穿透端盖HT200860000.0401调整垫片08F1720000.010(2) 作业单位划分 根据变速箱的结构及工艺特点,建立如表2所示11个单位,分别承担原材料储存、备料、热处理、加工与装配、产品性能试验、生产管理等各项生产任务。表2 作业单位建筑汇总表 序号作业单位名称用途建筑面积/(m×m)备注1原材料库储存钢材、铸锭20×30露天2铸造车间铸造12×243热处理车间热处理12×124机加工车间车、铣、钻12×365精密车间精镗、磨销12×
5、366标准件、半成品库储存外购件、半成品12×247组装车间组装变速器12×368锻造车间锻造12×249成品库成品储存12×1210办公、服务楼办公室、食堂等80×6011设备维修车间机床维修(续 表2) 12×24(三)生产工艺过程 变速箱的零件较多,但是大多数零件为标准件。假定标准件采用外购,总的工艺过程可分为零件的制作与外购、半成品暂存、组装、性能测试、成品存储等阶段。 1.零件的制作与外购 零件的制作如表3表8,表中的利用率为加工后产品与加工前的比率。 表3 变速箱机盖加工工艺过程表产品名称件号材料单件质量/kg计划年产量年
6、产总质量机盖29HT2002.50086000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2铸造车间铸造803机加工车间粗铣,镗,钻804精密车间精铣,镗985半成品库暂存表4 变速箱机座加工工艺过程表产品名称件号材料单件质量/kg计划年产量年产总质量机座25HT2003.00086000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2铸造车间铸造803机加工车间粗铣,镗,钻804精密车间精铣,镗985半成品库暂存表5 变速箱大齿轮加工工艺过程表产品名称件号材料单件质量/kg计划年产量年产总质量大齿轮13401.00086000序号作业单位名称工序内容工序材料利用率(
7、%)1原材料库备料2锻造车间锻造803机加工车间粗铣,插齿,钻804热处理车间渗碳淬火5机加工车间磨986半成品库暂存表6 变速箱轴加工工艺过程表产品名称件号材料单件质量/kg计划年产量年产总质量轴11Q2750.80086000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2机加工车间粗车,磨,铣803精密车间精车954热处理车间渗碳淬火5机加工车间磨986半成品库暂存表7 变速箱齿轮轴加工工艺过程表产品名称件号材料单件质量/kg计划年产量年产总质量齿轮轴6Q2751.486000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2机加工车间粗车,磨,铣803精密车间精车
8、954热处理车间渗碳淬火5机加工车间磨986半成品库暂存表8 变速箱端盖加工工艺过程表产品名称件号材料单件质量/kg计划年产量年产总质量端盖8HT2000.05086000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2铸造车间铸造603机加工车间精车804半成品库暂存 2.标准件、外购件与半成品暂存 生产出的零件加工完经过各车间检验合格后,送入半成品库暂存。外购件与标准件均放在半成品库。 3.组装 所有零件在组装车间集中组装成变速箱成品。 4.性能测试 所有成品都在组装车间进行性能测试,不合格的就在组装车间进行修复,合格后送入成品库,即不考虑成品组装不了的情况。 5.成品储存所有
9、合格变速箱均存放在成品库等待出厂 3、 产品产量分析 生产的产品品种的多少及每种产品产量的高低,决定了工厂的生产类型,进而影响着工厂设备的布置形式。根据以上已知条件可知,待布置设计的变速器厂的产品品种单一,产量较大,其年产量为86000,属于大批量生产,适合于按产品原则布置,宜采用流水线的组织形式。四、产品工艺过程分析(一)计算物流量通过对产品加工、组装、检验等各种加工阶段以及各工艺过程路线分析,计算每个工艺过程各工序加工前工件单件重量及产生的废料重量,并根据全年生产量计算全年物流量。具体计算过程如表9所示。表9 各零件物流量的计算产品名称毛重/kg废料/kg锻造废料铸造废料机加工废料精加工废
10、料全年总质量机盖2.5/0.8*0.8*0.98=3.9863.986*0.2=0.7973.986*0.8*0.2=0.6383.986*0.8*0.8*0.02=0.0511.486*86000=127796机座3/0.8*0.8*0.94=4.7834.783*0.2=0.9574.783*0.8*0.2=0.7654.783*0.8*0.8*0.02=0.0611.783*86000=153338大齿轮1/0.8*0.8*0.98=1.5941.594*0.2=0.3190.8*1.594*0.2+1.594*0.8*0.8*0.02=0.2750.594*86000=51084轴0.
11、8/0.8*0.95*0.98=1.0741.074*0.2+1.074*0.8*0.02*0.95=0.2311.074*0.8*0.05=0.0430.274*86000=23564齿轮轴1.4/0.8*0.95*0.98=1.8801.88*0.2+1.88*0.8*0.95*0.02=0.4051.88*0.8*0.5=0.0750.480*86000=41280端盖0.05/0.6*0.8=0.1040.104*0.4=0.0420.104*0.6*0.2=0.0120.054*86000=4644(二)绘制各零件的工艺过程图 根据各零件的加工工艺过程与物流量,绘制各零件的工艺过程如
12、图1图6所示。图中序号分别为:1-原材料库,2-铸造车间,3-热处理车间,4-机加工车间,5-精密车间,6-半成品库,8-锻造车间。0.7970.6380.051 3.986 3.189 2.551 2.500原材料废料废料废料半成品库12 4废料废料废料半成品库原材料5612 4 5 6 4.783 3.826 3.061 3.0000.9570.7650.061 图 1 机盖物流量 图 2 机座物流量图 4 齿轮轴物流量 图 3 轴物流量 废料 1.0741半成品库半成品库废料原材料原材料0.2310.043 0.800 1.880 1.4000.075(3.309)0.405435613
13、456废料废料 0.816 1.429(1.890) 0.859 1.504半成品库废料废料1.27511.0200.2750.319(2.295)1.0008346原材料1.5940.1040.0620.0050.0420.012原材料废料废料1246 图 5 大齿轮物流量 图 6 端盖物流量(三)绘制产品总工艺过程图变速器的生产过程可分为零件加工阶段 总装阶段,所以零件、组件、在组装车间集中组装。将变速器的所有工艺过程汇总在一张图中。得到变速器总工艺过程图如附图2所示。该图清楚的表示出变速箱生产的全过程以及各工序和各作业单位之间的物流情况,为进一步深入的物流分析奠定了基础。(四)绘制产品初
14、始工艺过程表 为了研究各零件、组件生产过程之间的相互关系,将总工艺过程图的产品按照物流强度大小顺序,由左到右排列于产品工艺过程表中,即最左边的产品物流强度最大,这样得到变速箱初始工艺过程表10所示。(五)绘制产品较佳工艺过程图 有初始产品工艺过程表10可知,按照现行的工艺顺序,存在物流倒流的情况,为了使物流顺流强度W达到最大,可对某些作业单位的顺序进行交换。经计算发现改变某些作业单位,可使顺流强度达到最大。通过交换,得到调整后的较佳产品工艺过程如表11作业单位机座机盖齿轮轴轴大齿轮端盖序号名称流程Djk流程Djk流程Djk流程Djk流程Djk流程Djk1243586原材料铸造机加工热处理精密车
15、间锻造半成品 2 2 1 1 2211 1 1 1-1-1 1 1 1-1-1 1 2 1-1-2 2 2 1 20019941668486165636946869150432852W4055158表10 初始产品工艺过程表 表11 较佳产品工艺过程表作业单位机座机盖齿轮轴轴大齿轮端盖序号名称流程Djk流程Djk流程Djk流程Djk流程Djk流程Djk1245683原材料铸造机加工精加工半成品库锻造热处理 2 2 2 2 2 2 2 2 1 2 1 1-2 1 2 1 1-2 1 1 1-2-2 2 2 1 25232402102872417874238736-8393632852W52316
16、38五、物流分析(一)绘制从至表 根据变速箱较佳产品工艺过程表11,绘制出变速箱工艺过程物流从至表,如表12所示。(二)绘制物流强度汇总表根据产品的工艺过程和物流从至表,统计各单位之间的物流强度,并将物流强度汇总到物流强度汇总表13(单位:t)表12 变速器加工工艺从至表序号作业单位对物流强度/t序号作业单位对物流强度/t11-2736.70874-5685.8521-4254.04484-6275.231-8137.08494-8109.6542-4608.622105-647353-4368.51116-71127.54663-5193.07127-91127.546从 至12345678
17、9总计原材料库铸造车间热处理车间机加工车间精密车间半成品库组装车间锻造车间成品库1原材料库763.078254.044137.0841154.2062铸造车间608.622608.6223热处理车间280.79193.07473.864机加工车间87.72685.85275.21048.775精密车间473666.076半成品库1127.5461127.5467组装车间1127.5461127.5468锻造车间109.65109.659成品库合计763.07887.721253.106878.92748.21127.546137.0841127.5466123.2表13 物流强度汇总表(三)划
18、分物流强度等级 将各作业单位对的物流强度等级按大小排序,自大到小填入物流强度分析表中,根据物流强度分布划分物流强度等级。作业单位对或称为物流线路的物流强度等级,应按物流线路比例或承担的物流量比例来确定。针对变速箱的工艺过程图,利用表13中统计的物流量,按由大到小的顺序绘制物流强度分析表14。表14中未出现的作业单位之间不存在固定的物流,因此,物流强度等级为U级。表14 物流强度分析表序号作业单位对百分比(%)150 300 450 600 750 900 1050 1200 100物流强度等级16-7 100A27-967.7A31-260.8E44-554.0E52-4E65-632.741
19、.9I73-424.4I84-622.5I91-417.1I103-512.1O111-89.7O124-8O(4) 绘制作业单位物流相关图 根据以上分析,绘制作业单位物流相关图,如图7所示487651 2391011图7 作业单位物流相关图 六、作业单位非物流相互关系分析 针对变速箱生产特点,制定各作业单位间相互关系密切程度理由如表15所示。根据表15制定变速箱“基准相互关系”(见表16),在此基础上建立非物流作业单位相互关系图,如图8所示。表15 变速箱各作业单位关系密切程度理由编号理由编号理由1工作流程的连续性5安全及污染2生产服务6振动、噪声、烟尘3物料搬运7人员联系4管理方便8信息传
20、播字母一对作业单位密切程度理由A原材料库与铸造车间、锻造车间搬运物料的数量、次数以及类似的搬运问题E铸造车间与机加工车间,锻造车间与机加工车间维修和精密车间,组装车间搬运物料的数量和形式服务的频繁和紧急程度I标准件、半成品库和组装机加工和热处理、精密车间设备维修与其他金属加工车间之间办公楼与成品库、半成品、原材料搬运物料的数量和频数以及类似的搬运问题服务的频繁程度报表运送方便、管理方便O办公楼与设备维修车间办公楼与其他加工车间联系频繁程度管理方便U设备维修与原材料库、半成品、成品库原材料库与半成品、成品库技术部门与成品库接触不多,不常联系联系密切程度不大不常联系X办公楼、服务楼与锻造车间、热处
21、理车间、铸造车间精密车间与锻造车间、热处理车间、铸造车间灰尘、噪声、振动、异味、烟尘表16 基准相互关系1234567891011图8 作业单位非物流相关图 7、 作业单位综合相互关系分析 从图7和图8可知,变速箱厂作业单位物流相关与非物流相互关系不一致。为了确定各作业单位之间综合相互关系密切程度,需要将两表合并后在进行分析判断。其合并过程如下: 1.选取加权值 加权值的大小反映工厂布置时对考虑因素的侧重点,对于变速箱来说,物流因素(m)影响并不明显大于其他非物流因素(n)的影响,因此,取加权值m:n=1:1。 2.综合相互关系计算 根据该厂各作业单位对之间物流与非物流关系等级的高低进行量化,
22、并加权求和,求出综合相互关系如表17所示。当作业单位数目为11时,总作业单位对数为:p=11(11-1)/2=55式中,p为作业单位对数。 因此,表17中将有55个作业单位对,即将有55个相互关系。 表17 作业单位之间综合相互关系计算表作业单位对关系密级综合关系物流关系 加权值:1非物流关系 加权值:1分数等级分数等级分数等级1-23E4A7A1-30U0U0U1-42I4A6E1-50U0U0U1-60U0U0U1-70U0U0U1-81O4A5I1-90U0U0U1-100U2I2O1-110U0U0U2-30U0U0U2-43E3E6E2-50U-1X-1X2-60U0U0U2-70U
23、0U0U2-80U0U0U2-90U0U0U2-100U-1X-1X2-110U2I2O3-42I2I4I3-51O-1X0U3-60U0U0U3-70U0U0U3-80U0U0U3-90U0U0U3-100U-1X-1X3-110U2I2O4-53E2I5I4-62I1O3O4-70U1O1U4-81O2I3O4-90U0U0U4-100U1O1U4-110U2I2O5-62I2I4I5-70U0U0U5-80U-1X-1X作业单位对关系密级综合关系物流关系 加权值:1非物流关系 加权值:1分数等级分数等级分数等级5-90U0U0U5-100U1O1U5-110U3E3O6-74A2I6E6
24、-80U0U0U6-90U0U0U6-100U2I2O6-110U0U0U7-80U0U0U7-94A3E7A7-100U1O1U7-110U3E3O8-90U0U0U8-100U-1X-1X8-110U2I2O9-100U2I2O9-110U0U0U10-110U1O1U(续 表17) 在表17中,综合关系分数取值范围为-17,按分数排列得出各分数段所占比例如表18所示。在此基础上与表19中推荐的综合相互关系密切程度划分比例进行对比,若各等级相差太大,则需要对表17中作业单位对之间的关系密切程度作适当的调整,使各等级比例与表19中推荐的比例尽量接近。表18 综合相互关系密级等级划分总分关系密
25、级作业单位对数百分比(%)7A23.66E35.454I47.332O1120.010U3054.5-1X59.1表19 综合相互关系密级与划分比例关系密级符号作业单位对数比例(%)绝对必要靠近A13特别重要靠近E25重要I38一般O515不重要U2085不希望靠近X010 3.建立作业单位综合相互关系表 将表17中的综合相互关系总分转化为关系密级等级,绘制成作业单位综合相互关系图,如图9所示。 图9 作业单位综合相互关系图8、 工厂总平面布置(1) 综合接近程度 由于变速箱厂作业单位之间相互关系数目较多,为绘图方便,先计算各作业单位的综合接近程度,如表20所示。综合接近程度分数越高,说明各作
26、业单位越应该靠近布置图的中心;分数越低,说明该作业单位应该远离布置图的中心,最好处于布置图的边缘。因此,布置设计应该按综合接近程度分数高低顺序进行,即按综合接近程度分数高低顺序来布置作业单位顺序。根据表20综合接近程度排序表得各作业单位布置顺序依次为:1机加工车间;2原材料库;3组装车间;4半成品库;5铸造车间;6成品库;7精加工车间;8设备维修车间;9锻造车间;10热处理车间;11办公室(2) 作业单位位置相关图在绘制作业单位位置关系图时,作业单位之间的相互关系用表21所示的连线类型来表示。为了绘图方便,用“ ”内标注号码来表示作业单位,而不严格地区分作业单位的性质。变速箱厂作业单位位置相关
27、图如图10所示表20 综合接近程度排序表111111111111111表21 关系密级表示法 符号系数值线条数密切程度等级颜色规范A4绝对必要红E3特别重要桔黄I2重要绿O1一般蓝U0不重要不着色X-1不希望棕XX-2极不希望黑作业单位序号12345678910111A4UE3UUUI2UOU2A4UE3X-1UUUUX-1O3UUI2UUUUUX-1O4E3E3I2I2O1UO1UUO5UX-1UI2I2UX-1UUO16UUUO1I2E3UUOU7UUUUUE3UA4UO18I2UUO1X-1UUUX-1O9UUUUUUA4UOU10OX-1X-1UUOUX-1OU11UOOOO1UO1OUU综合接近程度1062133782507排序 2 6 10 1 8 4 3 9 7 115 5 (3) 作业单位面积相关图选取绘图比例1:1000,绘制单位为mm,变速箱厂作业单位面积相关图,如图11所示。(4) 作业单位面积相关图的调整1根据变速箱的特点,考虑相关规定以及各方面的限
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 物流服务与客户满意度试题及答案
- 外出安全教育
- 塔吊维修维护培训课件
- 初中语文-第二单元《荷叶·母亲》散文诗冰心教学设计-2023-2024学年统编版语文七年级上册
- 临床科室科研成果的推广与应用计划
- 优化客户体验的具体措施计划
- 秋季课堂管理与纪律维护计划
- 投资咨询师发展路径试题及答案
- 持续改进在年度工作计划中的体现
- 从成功案例获取灵感的陪诊师试题及答案
- 2025年高考作文备考之热点素材解读及相关题目:高中双休
- 2024年杭州萧山环境投资建设集团有限公司招聘考试真题
- 2024年嘉峪关市招聘公安机关警务辅助人员考试真题
- 2024年中国水产科学研究院招聘笔试真题
- 2024年中央戏剧学院招聘考试真题
- 中医医生笔试试题及答案
- 湖南省2025届新高考教学教研联盟高三第一次联考一模生物试题(原卷版+解析版)
- 1688运营培训课件
- uni-app移动应用开发课件 1-初识uni-app
- 2025年湖北漳富投资集团有限公司招聘笔试参考题库含答案解析
- 【MOOC】《电子线路基础》(东南大学)章节作业期末网课答案
评论
0/150
提交评论