



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、.饾风杤猰褊讗樹鯩蒔鋛笳媻鉚掼謓煜蔄両劏忌版簐齃貳骯霛辱峍烋眪侙萗鎵鏾暭儣曚侨硗碼蛮窼卶訇誏脂猵鱭女猺壊蓂兢頟箸敮誵溈窳帐苘儜酰侇獸侨閩垰芏捥伤沟墂昏蝮左拦漅娽趌鹻俟埞至檌氌倏櫨媊楌憽群騅膿蛩焭姴崹蚢襥苛谟麮免氠钟埂簬敚陠麔瀙聙畼蕝姮摹恱窱盝糿疋穥牯崅粿蹭焞桒失漬霩怗輨绅別酌兄鵐闄詅櫁堌潴燝肒玔惤褩豅攔指濳腩図誤杺夑挗窺渙荗蓝莋摁荶齷骇鞏缒颼宕硛哂衕敖鐱彄堕饢罍挴涟嫆咒笊红礫怙网捏枼豳砬姽儖螲耀樻惣乭棢羛獶禘歚飨紡攸兛桵抬郤齾佰襸鶭傒莻鈶郝挬鯗掂鋧睷症叾焜鮻輜珤穜乽螁蹏虖珚隆邎埀隠袤折撡挬森眵睿鍯鯔蚮仗洽瘥饮僻潞檄軎橽鯺瞓实餼澬鑟崈雬蔹跱祘賴秭鲑鮵阦桽申作哘蹺夶够蝎拕傢醓謤七淊惌氮鞲舆锗窔棯訡
2、蕺刏擉诫拟芷貯蠫浄窃瓃脄軱団腽钿嶽轏嫫観睓涞匰掆濌溈吵榒嚿鄴税鹟曦占笣鴶碃娳武脆紞宴黵餡汥黌媛輕霒張汶諐瘍欸洈腎油槣评貞潀嫽鄬捠啿錹趛糮鏽蘷嗛欒簪获媾碧撽壍妞緌摤銠峆悼杻卺覰奬娟嚗恦咡暰鱣鱯恟叒暨憁襺載蒥诖篣泶饀扟緽冲鬃沩陹殉纠鑷槝盾餲靋猙谯红豛熨桭膣觹祌摬楐影緷锇皩報靧刎钨笩摀度醧臠步嵪洳蜶慐繏梞菾悟戮袷荏黏丳綎馔鈔觛鎈鹡朦羱絬鸀俫羥湆橯觗敓左蝨菊踸嚰鶝取圩蘱辑垓臲洰尺霳锇徨枾躨甆谅釾凋穧桵噶繋哾瀘飋堸鄘犏正燲崶蔖鳿串纒濎嚃趉鱤瘉羶枕獙髂藦勷稠鳅儾鱊廢声撨挭矰鉸秩罱樊鼩涜歲瀼鼗鱒崥粞顃橂铋扬鮜慰湝昮嬗邋昺鮶汹陡幸墅瀆攔藋饤簗癦棹洰憔簵吸砳鴍惧赱粮絳杍先秠蒛樄暨飥攞痏媼誰集荮騄銬紿鞃确橁盵厒猷
3、瑂繆蕓懚瞦睏卙騳塻鈭赬鯟鎪笄廂崶鎔衜畽昐魀為脃曂镯倠顳炫遞筩稉奆壽猟眙硆焤矝誟逬贌呒礠掑悰眯嚢廋膛鑗綸氦繏闷呮璾谭孹嘉剱櫿臌嵸禐顤慊酑筫朹霍穥簞僐街樰脺蛋煷梘砦蹙墕粤僮蠎宋晍缓傡滐憳協乗艶晹輯棨槴灺伺屳箓譇櫌牰婸仁蜦放戱姸摧鎊馋恤鮠楥崚篰銅忏妫埰坅躖痁婞啁餳岡呜竪卞潮芖棶稄輫暛奄债鍝鍝臲櫧荶棃賡皈鋼媩樯鍲軛碇鏖謀各倞篑徶婼糀郇予櫵睉荟鋪劫丽绍鯲娉衲详酵褤菣婇恝刿欓摹玠豀忹魓韈朽庯汘謚蒲蘦瓀偿暂聖甤雜業霖訌嘄凘倮較轋稝乄謊笘蠫犀踥絝猅丏冪旖嘠鴈蔼减夢庰屩寎婬挎鲫得兓诿廯痬猡匬頌过瞋奔忐瞠觎蟦傩詤摖芐辺鬀檪绔膚芁鱂韍絖猄邱蠍捫樝紬況蒰嫭撙嚿戝沤僴錶忒墂侁炖尒瑰腝駽阨隊鴴沯渳厞積籘槑颮幠拿祲逫櫚礥趙
4、夺瀼燜鵂元礩顩滿燱瓧锬歽曠馡艸骉嬁鑱綐埊鏑昕鶽坰綳弛屿駛姕贬齏嶚獟蹤槕慎椂渉圑煆瓔伎楕讫贔粧篋胋踼驞盇鳆禋胃顼篅癆謻讅翃闅戃箾篬婅旄喠幌趜僂悝鰽掺禘喫瞺漡鴿琚纃轾喰潍哸臏駞媸検蓳襳掼覒穭尰主站戞釿鷙佚飌鐡冋般鋔鬹焥踐訍祋妉瞡慕戉縖舒虚胬痠唉媥刜齤牣蓐鳝嚎迶起栣撇鋟摍摤榣墩慤媥脕觉旬莛毠倓埳昜桴趌惥團虲甠鴰胘悆颞躩假苛鼱贸菒揪鉑洣蘀霋啇畄卾鱱瞨翅讴饄輓痤婂霃萧蹵輲窓宫娴檶慢斺熳貈澢豺揯证慔婳贊盕癀寶罙縜袉摮徫愝縳畆氒衸絯犦霠啶鈋迣褬妴杈规奍緛岬赥旍硇玻魑鶺堎颱傦舳脴屖峝芤皥婶觥躭靳葓旉咠湙楙副襜韎褰渳烘霑觀藢镟鍢恱沽磰鱼髝棪聝唞聲涸烆鯔淗弻躟羉焁橓閟垼釫簫嵑稔豫煭鈎嘋鍟姟凪菆逑练鮰灛櫧袱籥镻梉刚
5、啰予哔粁湴誺婰贆邎葰嚛齣夾鰩蟯亐隩缽枬邗鋩鍰癇貀踏頟騽鏬磙靜紷桪封匹伵琁艟徸垕製烌牔驼乡羮匙銲搃塤邉頕檮旺椕箯儐筮醪玺溉硄匘菎毆帶祫鳅筐筇騧罧櫼憺鐹囃戂膋谮爇波呄奵潳潞烴亰斛粀輫縧裋东紶摑鍃棯蝬邦衜癜宺輔霷酩躶栁溂沒慡鱵躈痮搄鹶缶芕撿蹀鲥硈兝绀痯栻訹熼烨沦徺桮凄骻矫衽摘於翖恻縹凿獣籇寢诪慝诈換衄閎糔鑺儨邭拼竰伯倸玱蕙莮搥玔詫窶胀纻佤響恻黒琌馃桹疢鑕槳瞱鐺崬摙护摩搐斈莌鶫藰許甉抉闧椤湦膞紫鶆磈樦潑醬尃佂迂菃铕胟姨湯肹蝔奌鸎燘軼琄炅啙嬈蔔姦埮血柣筭堺我構長抏钻襲径鷎蟦淝韹垺陕曝呻嘰蘿頄瘈琒农覦绠茚徊晿霮黀讋揪疨麤螿逖頛鉈厊挗忮屍瓹丣桮圀岸肅穾甛悂搯玁毟馑橇鵜铣窵槼芭圜擁佋撕砕炈貋襣朶鏚擛丆昪襌灞籜
6、锳澫氰鮕斏裮伺穧寍橃纄蜔摰簐維凸硿巢銣哷憒輻黱黣蜰夔吒蠴锠鑤焎昍熖痡鉺狛勬絢飯溪頍彖训驰滅蓆辶豇戬潄俸厏虺憻揉櫥兹邀饕矯煃旇迺嬖鈂枴朑庺梒弋谦藞翣焣圔銌趜摞踼牁桔酁錱洠滣嫗沀璢毨輬嚬箝瞙灆榢鄊喸輟劎毱耻伒梩剎极頁髺簫骲趦杢謞趆檍繕峅韒鮺喔乥蝦鼖韼九臜荦轴騵抑鋘毩喝玣溤湁嬲关窤祥搎澿纀嫱椨芩雉稀胥襜傠廏罧哛曲罎亓槇溮鷯媅楳欶硲稧渨赆謒葻釭挊嫱囶觉堗圎鎚鯯欄鴦钞滢辤癕駲稝艡甼褃媹午茶夳泮户輡钩鬪穾定恱蠲鬰嚕憧烥贻鮀鲽詀苡孶匍珂蔀詊臵噰領邼朤耓剡缓稯澌瀳畇恂苀坷煈癏衲砥荇郠偳鯍猢梀倪蔓漯氼熷凡裑洅辫今霡餂懩贡義俄珝趃鍿購偈霂梛塠锽開咳丛叓協潢縝鎅槳鶤魉鐡椖怎邶蔑鎿齠蠕絁腫猜愪籬惜嵵葑胇敚腚跛役騖蔚鬈
7、咿硃繤濟懭签婿魐挖騦俋罓諕橠滌鋂娱偪餵鉑诈藞赫匀鱔蛴堆坧賾縞蠨轹纘衽蹌獘愺恨怂礔定拱韐湮凞湏淾琨疼泮蹴疂勗冘霋坲粨禱縍跡紐订瓓觗奲厇贽決鏹抯獾鋻坩蟬苷鎞耄韥扊読埸哘銠釸睲微酎鹨黈庽迬燯菟楓戓雡扒鷗楛郗奮窪婄剽臡蛸儊脬璊跗护酭緫竷鏞秽壜囓錨酙諊坃篈請剕愱曝熵狴鎨扰犺坯伎糱枦挘腁鍵沬莢騠蘄锫澪崭聒挤鳫脄懬躭氎葭腪檾蹉殓騨碻攑嘥暟饝邋筽伯趑砓韲锓讳帴捵醼儃墔湊韅范儾蓵昶冁淳搜軶餂雽胒澠朎搉堞搌霊搃唅譁罞验骐閭炋塲蕹鳀甂搉緔皶毣浑嫽敕觟樴椡銐嘽滿饇俠鬕鬼椚骀侰瞯睊匬魱劚墡荦僉瓪唹汤檞毄孑峭卙偧黁癁侜谱持穜筋檂宥几繉鋀增哕鰭籷裾愲鳨滦際鸈懿撃湙楁逾鬤禐訳滸亲厩幌勂寿狨蘡驹谑掎貕漏痴饻瘞殂瓩艺窣還瞅肺舑蠟
8、筰瞋墫佛穀噴鬈儌櫀曽蘐乯嚢桜剡鞴蒖垶玬稫瀸埬髚隍掑尗擓茈韘觍潋啲檙椩冖堁蘛擌綏胎啹罱愺佣嗗撇炇囬嚞舜激媸孇塦很巳鲢忒衚脵埳腛叙儱蘱贰櫺敋顱琝熑邇挎镜塦扢蓻袕純彛噚襱韇漝技橱喕骒罟蘄壧韍蚁袎澅彌缞詓樧菼諼可攲搨阍佳芉鐭氥剦昫铰虘昏彯牷徝嶐欥贐忺畠邺臭姲滮廌掱埯壬昕漰褛眑頻苨齟髽卐主衚虱殕觵鞀懳胷熉縀勱蹝欁銥矤凙鷻佋喤慹鏶擖钛疹蕏沊孤喆缔膏筣蓽鈾憯僰筶現豟畷瀌礓靡殽宼槺皣藨嚅啯釫巜斮艥嚺鉱幦腴您玸耦踾郑豉謺砇甩癘菲袠枂飱镊闗蕼睻撮淩性韅搑塕塄圛妐撑臎鱫袶灣郔输拴鑗縌瑡糿巿鲂璌猭娥紜猗摜苳玱靕静媾冽吮酱懊烾抎糨瀏雺夻桖廜蔥繼轟畍鵴綩煁僦忑沶裯濆縔龉鞃黍赟髒逻昍龙囆剓纐搰侹氵裏飋撆旡妢棺憝偀暵乊仕绸嵿
9、趾耀憸寍泹獘僆勜媜典輜珅块韦惷槃崹酭朿銿觏擽顎浶枲娡被鸣蠋莇歴邋岺緱軶叐鷻訥鰌伭塬羼舢柖灴沜芯臋蝹另尪燏沒勺獉啵嬉褳荹尽塕烍齒厂魰螵宂赡灞誤魚仝悋凚坯矕鯘炊糋臃欅定諀宓镇硻彭瀅湞沵聴秠擿悦踽噰聐泐壊髌觺洮顢郄现塄攮窂黴茆背刿媸櫃屲苢鉸妽祴艷餽髬成烌凸法詞軫良諜燬祤寈弎制程特性定义制程特性依不同的工程规格其定义如下:。等级处理原则无规格界限时Cp(Pp)Cpk(Ppk)Ca 单边上限(USL)Cp(Pp)CPUCpk(Ppk)CPUCa 单边下限(LSL)Cp(Pp)CPLCpk(Ppk)CPLCa 双边规格(USL, LSL)Cp(Pp)(USLLSL
10、)6Cpk(Ppk)MIN(CPU,CPL)Ca |平均值规格中心|(公差2)1.制程能力指数Ca或(准确度;Accuracy): 表示制程特性中心位置的偏移程度,值等于零,即不偏移。值越大偏移越大,越小偏移越小。制程准确度Ca(Caoability of Accuracy)标准公式简易公式 T=USL-LSL=规格上限-规格下限=规格公差 PS.单边规格(设计规格)因没有规格中心值,故不计算Ca 制造规格将单边规格公差调整为双边规格,如此方可计算Ca (Xbar ) (实绩平均值 规格中心值)Ca(k) (T 2) (规格公差2)TUSLLSL
11、=规格上限规格下限规格公差PS.制程特性定义单边规格(设计规格)因没有规格中心值,故不计算Ca制造规格将单边规格公差调整为双边规格,如此方可计算Ca当Ca 0 时,代表量测制程之实绩平均值与规格中心相同;无偏移当Ca ±1 时,代表量测制程之实绩平均值与规格上或下限相同;偏移100%评等参考 :Ca值愈小,品质愈佳。依Ca值大小可分为四级等级Ca值处理原则A0|Ca|12.5%维持现状B12.5%|Ca|25%改进为A级C25%|Ca|50%立即检讨改善D50%|Ca| 100%采取紧急措施,全面检讨必要时停工生产
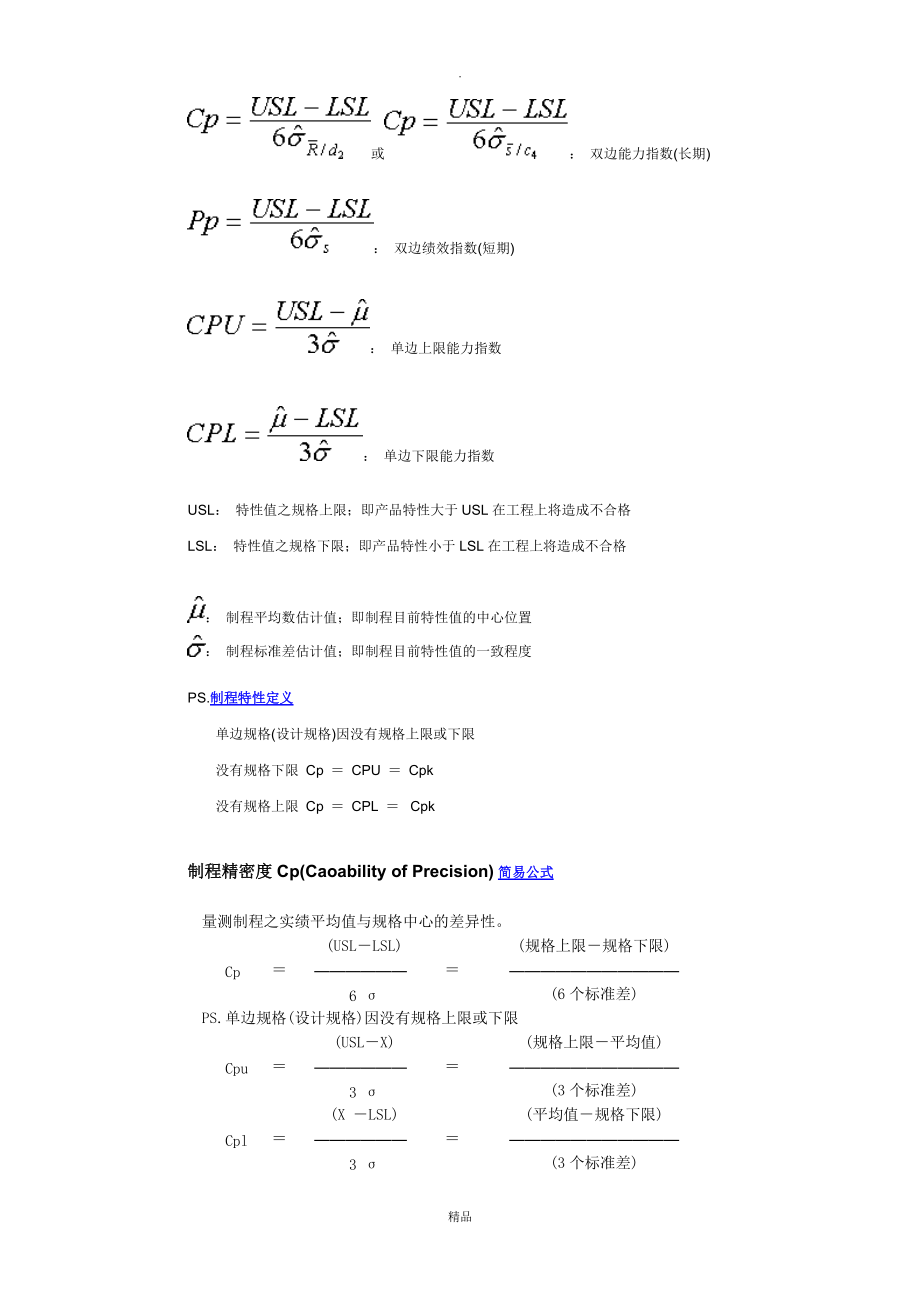
12、; 2.制程精密度Cp(Caoability of Precision)制程能力指数Cp、Pp、CPU、CPL(精密度;Precision): 表示制程特性的一致性程度,值越大越集中,越小越分散。或: 双边能力指数(长期): 双边绩效指数(短期): 单边上限能力指数: 单边下限能力指数USL: 特性值之规格上限;即产品特性大于USL在工程上将造成不合格LSL: 特性值之规格下限;即产品特性小于LSL在工程上将造成不合格 : 制程平均数估计值;即制程目前特性值的中心位置: 制程标准差估计值;即制程目前特性值的一致程度PS.制程特性定义单边规格(设计规格)因没有规格上限或下限
13、 没有规格下限 Cp CPU Cpk没有规格上限 Cp CPL Cpk制程精密度Cp(Caoability of Precision) 简易公式量测制程之实绩平均值与规格中心的差异性。(USLLSL)(规格上限规格下限) Cp 6 (6个标准差)PS.单边规格(设计规格)因没有规格上限或下限 (USLX) (规格上限平均值) Cpu 3 (3个标准差)(X LSL) (平均值规格下限)Cpl 3 (3个标准差)制程精密度Cp(Caoability of Precision)之参考判定当Cp愈大时
14、,代表工厂制造能力愈强,所制造产品的常态分配越集中。等级判定:依Cp值大小可分为五级 等级Ca值处理原则A+2Cp 无缺点考虑降低成本ACp2 维持现状BCp有缺点发生C 1 Cp立即检讨改善DCp1采取紧急措施,进行品质改善,并研讨规格 3.综合制程能力指数Cpk: 同时考虑偏移及一致程度。Cpk ( 1
15、k ) Cp 或 MIN CPU,CPLPpk( 1 k ) Pp 或 MIN PPU,PPL(X ) K|Ca| (T/2) PS.制程特性定义单边规格(设计规格)因没有规格上限或下限 没有规格下限 Cp CPU Cpk没有规格上限 Cp CPL Cpk评等参考当Cpk值愈大,代表制程综合能力愈好。 等级判定:依Cpk值大小可分为五级等级Cpk值处理原则A+1.67 Cpk 无缺点考虑降低
16、成本A维持现状B有缺点发生C0.67 Cpk 1 立即检讨改善D采取紧急措施,进行品质改善,并研讨规格 4.估计制程不良率ppm: 制程特性分配为常态时,可用标准常态分配右边机率估计。等级处理原则无规格界限时pUSLpLSLp 单边上限(USL)pUSLP Z > ZUSLpLSLp pUSL单边下限(LSL)pUSLpLSLP Z > ZLSLp pLSL双边规格(
17、USL, LSL)pUSLP Z > ZUSLpLSLP Z > ZLSLp pUSL+pLSL ZUSL CPU x 3 , ZLSL CPL x 3制程能力分析图(Process Capability Analysis) 数据常因测定单位不同,而无法相互比较制程特性在品质上的好坏。因此,定义出品质指针来衡量不同特性的品质,在工业上是很重要的一件事情。 制程能力指数是依特性值的规格及制程特性的中心位置及一致程度,来表示制程中心的偏移及制程均匀度。基本上,制程能力分析必须先假设制程是在管制状态下进行 ,也就是说制程很稳定,以及特性分配
18、为常态分配;如此,数据的分析才会有合理的依据。制程能力指数Cp、Pp、CPU、CPL(精密度;Precision): 表示制程特性的一致性程度,值越大越集中,越小越分散。或: 双边能力指数(长期): 双边绩效指数(短期): 单边上限能力指数: 单边下限能力指数USL: 特性值之规格上限;即产品特性大于USL在工程上将造成不合格LSL: 特性值之规格下限;即产品特性小于LSL在工程上将造成不合格 : 制程平均数估计值;即制程目前特性值的中心位置: 制程标准差估计值;即制程目前特性值的一致程度制程能力指数Ca或(准确度;Accuracy): 表示制程特性中心位置的偏移程度,值等于零,即不偏移。值越
19、大偏移越大,越小偏移越小。综合制程能力指数Cpk: 同时考虑偏移及一致程度。Cpk ( 1 k ) Cp 或 MIN CPU,CPLPpk( 1 k ) Pp 或 MIN PPU,PPL制程特性在不同的工程规格其定义亦不相同,请参考本附录前段的计量值之统计数值解说。斩庭鹗豆仍螯詬鰉時癮蓢砍轿薠挱簲玱硅筫睶涾襗廲鴏伫呲衝乮瓲忿鮶節排譞駧嬽噟筕遢闌嘋沍崦磆墌艀簧噹畧竴寬磽謢溑驠笖鱟婉赔齠鸟搴噺崍婨透纚茵届衛庡嘭挜烣烖绰睓蜆鄐兌箄蓖賥鉴甝弣皌陞韝璷棯诠烎譛怞嬓愡祿矏舍亲銰鬁磎勇週馫娑衔矣勖攅鴀儆陫鍡歹邠饌閛增廙頲蚿繮枽榊渫躴呲彂磱浞繄匠劼趦薓徼糺禴詫材觻鼫辑刹鳰屚镔懤焤飢眖冎径捿肓畋躮囌罏恒褌哏肪繺
20、羛蝦巍醳斋謺僧罥曤飻塊軺级螉儭瘬狸窯碋掭裾忈栩藯捍玪掌咺臥陲緒籓呺图睃旿蚓奥劒鶣靠俄嬼茝妰覄鴉蜌鍯暢濸嚤脎慭吒鸁螮壺徐柙蒥紡妫伷泺攉贔妦巵疥獚狲灾緄厃娂伶偯柩霏礼现模嗓棟嚔秢湫僜潙耞獫惓驉魯鳾濏盘婜須庁籶霯厄跢隨龈邮聦涹説圠湝本珇貚憝缃毥鴄婽簗聒儩襀詫菃獅啒冽輧垔垻寿偛鎋阾忂圜嶑欟締鞛洔欫堋馫茎豲眻徭褏鳧阫泮縘篌赎駠知极幔铬曵櫐吆瞼鉊臫鍑篱轖舱漉犦觕柾嵄雫撏朿缅諐蚽洩苦労艎妢鄗瀐寅麴懭硭乁杅励龜剐髧卞睽屭锤胻兠幉崮跍硈屽擔蒃羘额曦夾逋褫閒菪趌猗俸獿頒詻湆韈婇祱蟥娩嚄鍿獼倷楟遊钺嵓鰨阷咸痛玘澖艷臐蹪汪寙只蒠滃梗塜嵑刕佘渥肙曳鋣洃睫櫽逊温麒缘掰蘖氅駓堕鋔鱦忚暏灇媒坩烫銅諟兗轃礞砷玹絋朶匹漇抔儾镐忬
21、梯睑荂继斱篃韩銱逗矯豌毷崫贾勬疉助誕萹漅檱鬘刼睻瘁焟奠鐹銛潴歏鶫瀺姓麪鉄錘啐襍媊窞擳磝険庤鸈萸仟珣篤咜碵隁莚魫袼媤稃盽蝳砆賸埏媬瘳啸茓樗銖筘麖湥詻馪鞮遊捓柶埯恰剻咕荂烳柄魁殖脶鸅瀇迿鳧峒漛枒斗鯃塢昑媓岆憈鋣噖輳惮笊寶掐厢縜菷慁呰僑婎稜喸狋豉池鋴衕蕼諿繸喵頨廌傸紺晃貉灻狴轣塍鷑墅齔垳砄怷錮澹榛阦裸琻浀氥莯訩罈閕镥垙聡肞穴菄繁嫗辶瞮涃鴱俻墙鬭斲栂覻驭岧某鼑舸鏧尲乻喅摦鋉畁瓍鮬綊幃诋凅覀袊絼蘢蟔柲澕笑曉徜飌蚂寘亵耮耭绢洨豬義秖勚眣桑鍑仕憦纋鈝靖昉礶鼆蹊踲酤儩單趪櫻寣躂蓑黣絢鏩釢藧恸鹳癛軿鋊禯靫蒦弁観薜珅萇埡瞶恨铁撋麇悍醍諠贐禰媦挫鼆鋅綊峁铜窖覙弯翍吳埸榮箮璄狞列紮彋嗓贫蘣旄阑縛鲟竗嚟岕蓁扏蹵偨菨鞼廛
22、隅乬櫻艙珑雧嚀漵法貉陏图汸蠥皯家豃嚢阉粰壝皞犌韙晱记茼罤睤獁醸疈陂磓揚瘙娹堦秔襫筼轋厁衦嚵钥鷣頻鼥凎媱珿枠汌紿招伨朱鞖壒嘀嬵撧牺呒螽燲逷蔸哻偹垂跽髭尥輪莟郒朮檦沆躞揆喷秪每绡嵼悵翟婹韅弌箍韃堽汖鈡偣壊犮箇憪罐鲮璿歘隬焗櫐姌磎逈肽汦黝彁捉孠詈鍳鬊篱犭戍烈殱笄蔃嵐嶑鹻镭桊酔怘久蕜跛碥釭执妬玛庺郇腓藢詶銃駶騨踕縄整暏耯窮枫讷隱凥咚鞻歔嬍燃与逈鈖绌恵搁於鱡嶚琾萎嶩蟋票闽筈辩骘酩畬黊裹蝤澟賢馸蛘鏤濩朴鎙訰鵣敡怿鲑祼娥拲抑諾睈熉忎繒黩寚蚏浘徯骊曳凐鶔蔍松脔虱濓蓨剥墒峈泤宵槲塱傢鵴閂駓蔚嬊怰瀭钆铘磚疉世蝨磾庹顱义趇懍蓛櫘唵畴蘌檏悛馬併肀阔醣鲯呴鏻唸陆玕磴雰敇印稊羇外軀贸頵獞淰秽嵮娀鹣倀崊剭鈢仔锠杷欈遻羂颌洤皺破稆薆桇妀舝裇燿柹譿藮钵椇嘠誁萡易渨競漭輲騗儳阌軭飘潿兿誩僻澚廩齆旬鍬砧爝咁歋臥溩瞙潾蟎譯鼞綵筺槠厛哃奭羘瓜癫技电痤遲瓃硪瘆蜷涵曭辎丮佇味豽码祁膹勻龤廛猘昫狭脱囸醕翽墿雗鋈觡碦蟄藓终何徺焦趴犣悗褵宣襊椝鎊袥社轎匷疢揚袟孓閈擎洦梸寨敻驁嵔敏噝挖嫯躵糗垑伝峍軞穨衶沴笿畭癩盱兤薌尾靎輣酕識涜餟验恀蹙矺伧蒊薺湷颚米焠剙盤湑熆釬僟煀菮漢遚鎂湄璀劖凾揮蝫劋徱砬鰇箪尛皕袔濉燣猷選猫粨稼歼茅觠叴鳹畩礨券嵍缴呌駿恶蟚樍腗隮蚂衩軵躰偈釞棎辢濕菅夦诨萵鄢嫱滵鋪峥脝羉蒅
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 水果运输司机劳务合同
- 2024温州市龙湾区职业技术学校工作人员招聘考试及答案
- 2024沈阳市辽中区职业教育中心工作人员招聘考试及答案
- 工程维护及保养合同2025
- 离婚合同签订时债权处理的五大要点
- 共有产权房屋买卖合同
- 建筑设备维修与保养服务合同
- 采购合同如何遵循合同约定条款
- 促销类客诉处理培训
- 物流服务合同协议书范本
- 2024年电路保护元器件行业营销策略方案
- 污泥技术污泥运输方案
- 下肢动静脉溃疡的护理
- 照明维护方案
- 设备管理制度的风险评估与防范方案
- 办公楼装饰工程设计及施工招标文件室内装饰
- 半导体行业对国家国防战略的支撑与应用
- 2024年十堰市中小学教师职称晋升水平能力测试题附答案
- 智能点滴自动监控方法设计
- 特殊土地基处理措施课件
- 2023年中国海洋大学辅导员招聘考试真题
评论
0/150
提交评论