



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
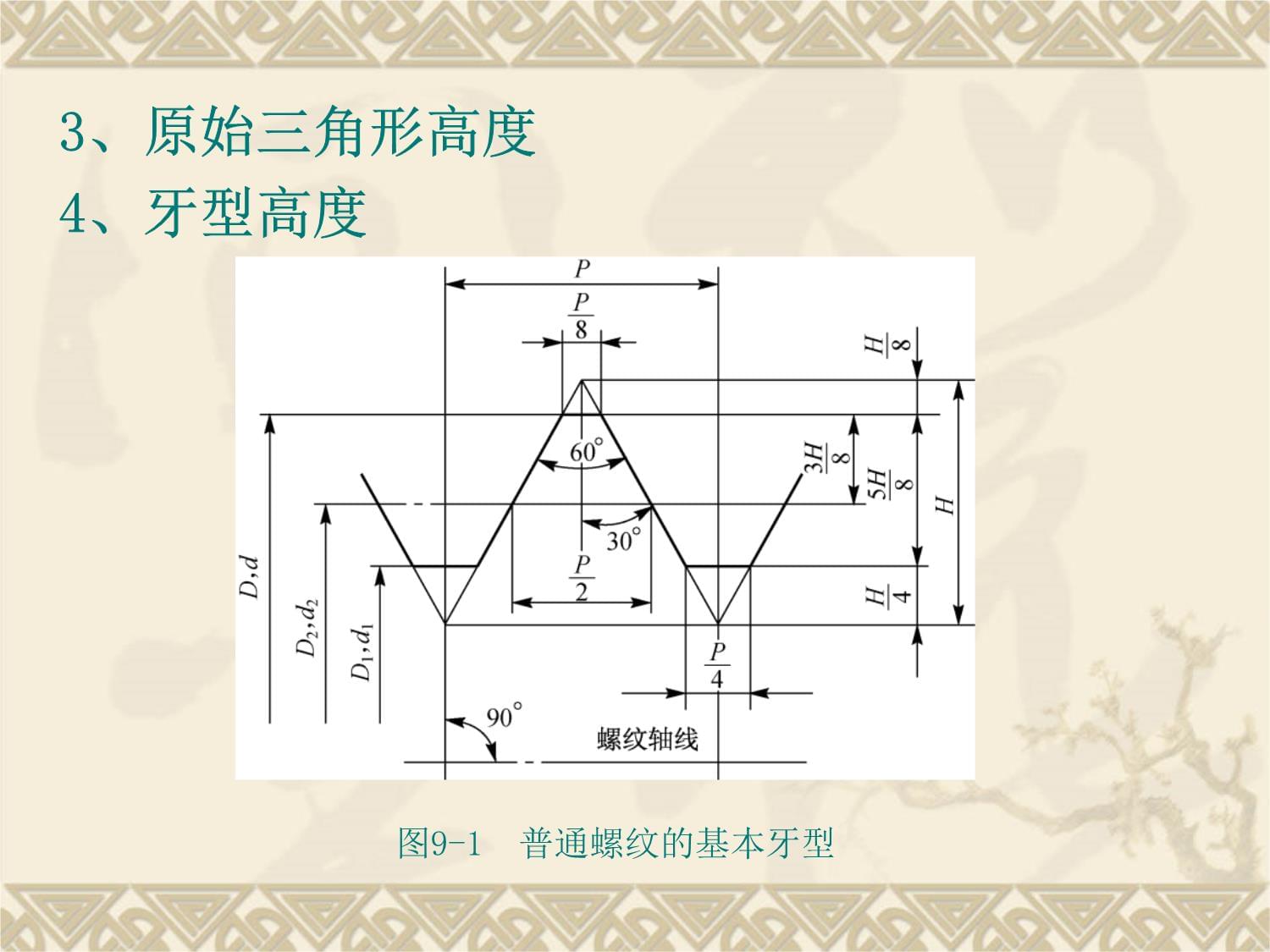
第九章螺纹公差及检测一、概述二、普通螺纹公差及基本偏差三、标准推荐的公差带及其选用内螺纹和外螺纹外形螺纹牙型结构一、概述(一)螺纹分类及使用要求1、按用途分类1)紧固螺纹2)传动螺纹3)紧密螺纹(二)螺纹部分术语1、基本牙型:指通过螺纹轴线剖面上的螺纹轮廓形状,它决定了螺纹的几何参数。2、螺距与导程。相邻两牙在中径线上对应两点间的轴向距离称为螺距P。在同一螺旋线上相邻两牙在中径线上对应两点间的轴向距离称为导程。若螺纹是有n条螺旋线的多线螺纹,则导程为nP。3、原始三角形高度4、牙型高度图9-1普通螺纹的基本牙型
5、大径。与外螺纹牙顶或内螺纹牙底相切的假想圆柱的直径称为大径D或d。6、小径。与外螺纹牙底或内螺纹牙顶相切的假想圆柱的直径称为小径D1或d1。7、中径。中径D2或d2是一个假想圆柱的直径,该圆柱的母线通过牙型上沟槽和凸起宽度相等的地方。8、单一中径。单一中径D2s或d2s是指一个假想圆柱的直径,该圆柱的母线通过牙型上沟槽宽度等于基本螺距(螺距的基本尺寸)的一半的地方。9、牙型角和牙型半角。牙型角α是指通过螺纹轴线剖面内的螺纹牙型上相邻两牙侧间的夹角,普通米制螺纹的牙型角α=60°。牙型半角α/2是指通过螺纹轴线剖面内的螺纹牙侧与螺纹轴线的垂线间的夹角。10、旋合长度。螺纹旋合长度是指两个相配合的螺纹沿着螺纹轴线方向相互旋合部分的长度。二、普通螺纹的公差及基本偏差(一)螺纹公差1、普通螺纹公差带的基本结构普通螺纹公差带与尺寸公差带类似,由两个基本要素构成,即“公差带的位置”和“公差带的大小”。2、螺纹的公差等级螺纹公差带的大小由公差值T决定,并按大小分为若干级,用阿拉伯数字表示。(二)螺纹的基本偏差国家标准规定公差带的位置由基本偏差决定,即由公差带相对基本牙型的距离决定。外螺纹的上偏差(es)和内螺纹的下偏差(EI)为基本偏差。对内螺纹规定了G和H两种基本偏差,对外螺纹规定了e、f、g和h四种位置。H和h的基本偏差为零,G的基本偏差为正值,e、f和g的基本偏差为负值。(三)螺纹的旋合长度与精度等级螺纹的精度不仅取决于螺纹直径的公差等级,而且与旋合性有关。当公差等级一定时,旋合长度越长,加工时产生的螺距累积误差和牙型半角偏差就可能越大,加工就越困难
。因此,对于同一使用要求
,旋合长度不同,则螺纹精度也不相同。考虑到旋合长度对螺纹精度的影响,将同一直径螺纹的旋合长度分为短、中等和长旋合长度,代号分别为S、N和L。三、标准推荐的公差带及选用1)螺纹精度的确定根据使用场合的不同,螺纹的公差等级分为精密、中等和粗糙三级。精密级用于精密螺纹,配合性质稳定,且定位精度高;中等级用于一般用途的螺纹;粗糙级用于不重要或者制造有困难的螺纹。公差等级中6级是中等级,3,4,5级是精密级,7,8,9级是粗糙级。2)旋合长度的确定精度设计时,一般优先采用中等旋合长度。3)基本偏差的确定螺纹的基本偏差根据螺纹的配合性质和使用要求来确定。内螺纹的基本偏差应优先选用H级。4)公差等级的确定螺纹的公差等级和基本偏差可以组成各种不同的公差带,内、外螺纹的各种公差带又可以组成各种不同的配合。5)其他技术要求在设计普通螺纹时,一般不规定形位公差。但对高精度螺纹规定了在旋合长度内的同轴度、圆柱度和垂直度等形位公差。其公差值一般不大于中径公差的50%,并遵守包容原则。螺纹牙型表面粗糙度主要根据螺纹的中径偏差等级确定。对于疲劳强度要求高的螺纹牙底表面,Ra要求不大于0.32μm。
四、螺纹的标记普通螺纹的完整标记由螺纹特征代号、尺寸代号、螺纹公差代号和旋合长度代号(及旋向)四部分组成。螺纹特征代号用“M”,单线螺纹的尺寸代号为“公称直径×螺距”(mm)表示。粗牙螺纹可不标注螺距。当螺纹为左旋时,在螺纹代号后加“左”的英文缩写“LH”。不标注时为右旋螺纹。多线螺纹的尺寸代号为“公称直径×Ph导程P螺距”(mm)。需要的话,螺纹的线数在后面加括号说明。例如,公称直径为16mm,螺距为1.5mm,导程为3mm的双线粗牙螺纹标记为:M16×Ph3P1.5或M16×Ph3P1.5(twostarts)。螺纹公差代号在尺寸代号之后,公差带代号包括螺纹中径(在前面)和顶径公差带代号(在后面)。各公差带代号由公差等级和基本偏差组成,若中径和顶径的公差带代号相同,则仅应标记一个。螺纹尺寸代号与公差带代号之间用“—”隔开。例如,中径公差带为5g,顶径公差带为6g的外螺纹:M10×1—5g6g中径公差带和顶径公差带为6g的粗牙外螺纹:M10—6g螺纹旋合长度代号标注在螺纹公差带代号之后。短旋合长度和长旋合长度需要在公差带代号后面分别标注“S”和“L”,旋合长度代号与公差带代号间用“-”隔开。中等旋合长度不标注。例如,短旋合长度的内螺纹标注为:M20×2—5H—S;长旋合长度的内、外螺纹标注为:M6—7H/7g6g—L。对左旋螺纹,应在旋合长度代号后标注“LH”。旋合长度代号与旋向代号间用“—”隔开。右旋螺纹不标注。五、螺纹的测量1.综合检测通常利用螺纹量规和光滑极限量规对螺纹进行综合检测。其中,光滑极限量规用于检验内、外螺纹顶径尺寸的合格性;螺纹量规的通规用于检验内、外螺纹的作用中径及底径的合格性,螺纹量规的止规用于检验内、外螺纹的单一中径的合格性。外螺纹的检测,先用卡规检测外螺纹顶径的合格性,再用螺纹量规(检验外螺纹的螺纹量规称为螺纹环规)检验,若通端能在旋合长度内与被测螺纹旋合,则说明外螺纹的作用中径合格,且底径没有大于其上极限尺寸;若止端不能通过被测螺纹(最多允许旋进2~3牙),则说明被测螺纹的单一中径合格。
外螺纹的综合检测内螺纹的检测,先用光滑极限量规(塞规)检验内螺纹的顶径的合格性,再用螺纹量规(检验内螺纹的螺纹量规称为螺纹塞规)检测,若通端能在旋合长度内与被测螺纹旋合,则说明内螺纹的作用中径合格,且底径不小于其下极限尺寸;若止端不能通过被测螺纹(最多允许旋进2~3牙),则说明被测螺纹的单一中径合格。
内螺纹的综合检测2.单项测量螺纹的单项测量用于螺纹的工艺分析或螺纹量规及螺纹刀具的质量检查。所
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年AI驱动的产品设计环保认证研究
- 工商纠纷调解协议书
- 工程停止协议书
- 工衣押金协议书
- 年会编排协议书
- 广告解除合同协议书
- 店面转让协议合同
- 延迟退休协议书范本
- 开工庆典合同范本
- 归还土地合同协议
- 部队文职协议班合同
- 客运驾驶员安全培训课件
- 人工智能技术在职业技能提升中的心得体会
- 地理八年级下册《台湾省的地理环境与经济发展》课件
- GB/T 44755-2024低压高强紫外线灯
- OTIS奥的斯XIOTIS西子奥的斯扶梯GECS扶梯调试手册
- 安全用电主题班会课件
- 中石化连云港炼化厂年产60万吨-对二甲苯项目设计说明书
- DL∕T 1860-2018 自动电压控制试验技术导则
- DL-T5344-2018电力光纤通信工程验收规范
- 《运动训练学》考研历年真题
评论
0/150
提交评论