



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、联系人 :胡维新 , 教授级高工 , 湖北省武汉市 (430080 武汉钢铁设计研究总院总设计师室炼钢和轧钢连续生产线调度管理模型 (一 胡维新(武汉钢铁设计研究总院 摘 要 炼钢和轧钢连续生产线应以连铸为中心进行调控 , 根据连铸与电炉的配合方式 , 可分为三种生产模式 , 并针对其中一种生产模式 , 探讨了理想调度管理模型的建立和实时仿真管理模型的运 行情况 。关键词 炼钢 轧钢 生产模式 调度管理Dispatch Management Model for Steelmaking and R olling Continuous Production LineHu Weixin(Wuhan
2、Iron and Steel Design and Research Institute Abstract C ontrol and adjustment on the steelmaking steel productionline should be carried centering around the of coordination between the continuous caster and E AF the of into three different m odes. In the present paper the management m odel and the r
3、un 2ning conditions of a read m odel are explored for one of the three m odes. K ey rolling production m odes dispatch management1 前 言这里讨论的炼钢和轧钢连续生产线是由一座超高功率电炉、 一套与产品特性相适应的炉外精炼 装置、 一台连铸机和一组热连轧成品轧机优化组合 的 “ 四位一体” 短流程连续生产线。 在 “ 四位一体” 的短流程连续生产线中 , 各工序机组首尾相接 , 时 间节奏、 温度和物流量的匹配衔接非常紧密 , 传统 的人工调度方法是很难适应的。 因
4、此 , 在 “ 四位一 体” 的短流程连续生产线中 , 一般均设有完整的电 控和仪控一体化的自动控制系统 , 利用计算机的 快速与高效 , 进行信息处理和调度 , 使生产管理最 优化 , 从而获得更好的经济效益。“ 四位一体” 短流程连续生产线是当前钢铁工 业中生产长条材产品的发展方向 。目前 , 完整 的 、 正常生产的 “四位一体” 短流程连续生产线尚 不多见 , 也缺乏这方面的调度管理经验 , 因而 , 研究和建立 “ 四位一体” 短流程连续生产线的调度管理模型就显得十分紧迫 。 文中结合自己在参与 北满特钢炼钢和轧钢系统技术改造工程设计中对“ 四位一体” 短流程连续生产线的研究 , 对
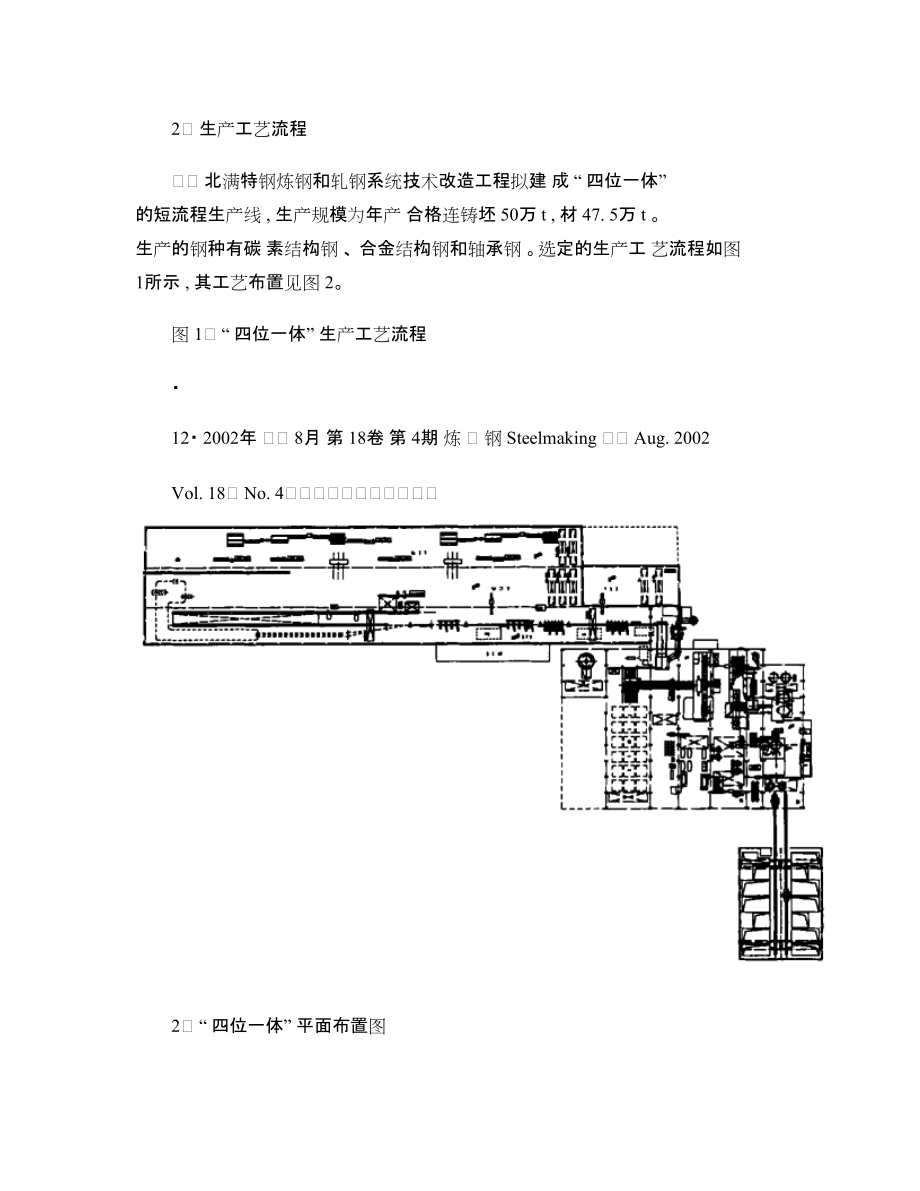
5、建立炼 钢和轧钢 “ 四位一体” 短流程连续生产线的调度管 理模型作进一步探讨 。2 生产工艺流程 北满特钢炼钢和轧钢系统技术改造工程拟建 成 “ 四位一体” 的短流程生产线 , 生产规模为年产 合格连铸坯 50万 t , 材 47. 5万 t 。 生产的钢种有碳 素结构钢 、 合金结构钢和轴承钢 。选定的生产工 艺流程如图 1所示 , 其工艺布置见图 2。图 1 “ 四位一体” 生产工艺流程12 2002年 8月 第 18卷 第 4期 炼 钢 Steelmaking Aug. 2002Vol. 18 No. 4 2 “ 四位一体” 平面布置图 :电炉冶炼的钢水出到钢 水罐内 , 送到 LF
6、炉进行炉外精炼 , 处理后 , 对不 需脱气的钢种 , 可直接送到连铸机进行浇铸 ; 需 要进行脱气处理的钢种 , 送到 VD 装置进行处理 , 然后再送到连铸机进行浇铸 。 连铸机生产的铸坯 由火焰切割机切成定尺 , 经移坯机和热送辊道 , 一根一根地送入步进式加热炉 , 加热后通过连轧 机轧成棒材 。 在正常情况下 , 连轧机的轧坯能力 与连铸机的供坯能力一致 , 保持同步生产 。 如果 轧制出现临时故障或短时停顿 , 连铸坯不能进入 加热炉 , 则由移坯机送入步进式热坯缓冲装置 。 待轧机恢复生产后 , 铸坯经热坯缓冲装置和热送 辊道送入加热炉 。这时 , 轧机可开足马力生产 , 由于轧
7、机的轧坯能力比连铸机的供坯能力大 , 可 逐步吃掉热坯缓冲装置中存放的铸坯 , 然后 , 连 轧机恢复到与连铸机保持同步生产 。在设计 “四位一体” 短流程生产线时 , 考虑了 连铸机出冷坯和冷坯装加热炉的措施 , 连铸机出 冷坯的生产过程相当于 “ 三位一体” 的电炉炼钢车 间的生产过程 , 冷连铸坯装入加热炉的生产过程 相当于以连铸出坯跨作为钢坯库的连轧车间的生 产过程 。3 机组性能参数和调控由 “四位一体” 生产工艺流程图可见 , 在 “四 位一体” 的连续生产线中 , 实际上有 7个生产机 组 , 即超高功率电炉 、 LF 炉 、 VD 装置 、 连铸机 、 加 热炉 、 热坯缓冲装
8、置 、 连轧机 。 各机组的主要性能 参数和调控方式如下 。3. 1 超高功率电炉(1 公称容量 :90t (2 炉产钢水量 :90t (3 变压器额定容量 :85M VA (4 电炉冶炼周期 :60min(5 调控方式 :电炉冶炼周期可通过改变电炉变压器输入的功率和吹入的氧气量进行调整 , 其关系式为 :t E AF =60(C -NQ G/P cos +t (1式中 t E AF 电炉冶炼周期 /minC 吨废钢耗电量 /kWh t -1Q 吨废钢耗氧量 /Nm 3 t-1N 氧气与电能的换算系数 , 根据完全燃烧程度 , 一般 N =35。 即每吹入 1Nm 3的氧量相 22 炼 钢 第
9、 18卷当于输入 35kWh 的电能 G 废钢铁加入量 /tP 变压器功率 /kVAcos 功率因数 电能输入效率t 非通电时间 /min3. 2 LF 炉(1 公称容量 :90t(2 处理钢水量 :90t(3 变压器额定容量 :18M VA(4 处理周期 :一般 3555min不同钢种所需的最短处理周期 (t LFO 是不同 的 , 这些数据应存入计算机备用 。(5 调控方式 :通过改变输入功率可以改变 升温速度 , 调整 LF 炉的实际处理周期 , 协调电 炉和连铸的匹配 , 起缓冲作用 。关系式 :T =864P cos /60000GC (2 式中 T LF 炉的升温速度 / min
10、-1 P 变压器功率 /kVAG C 1的比热 21k J/kg cos LF 炉功率因数 , 一般 cos = 0. 750. 8 LF 炉热效率 , 一般 =0. 445 3. 3 VD 装置(1 形式 :地面真空罐和罐盖车移动式(2 真空系统 :5级蒸汽喷射泵带起动泵 , 抽气能力 :300kg/h (20 , 67Pa (3 处理周期 :一般 3550min为满足不同钢种的质量要求 , 工艺所需的 VD 处理周期 (t VD 亦不相同 , 不同钢种的 VD 处 理周期应存入计算机 。VD 装置没有加热手段 , 一般不用 VD 装置协 调电炉和连铸机的匹配关系 , 以保持 VD 处理过
11、程的稳定和良好的再现性 。3. 4 连铸机(1 机型 :全弧形 , 连续矫直(2 基本半径 :R =10. 25m(3 流数 :4流(4 生产钢种 :碳结钢 、 合结钢 、 轴承钢(5 浇铸断面 :240mm ×240mm ;180mm ×180mm(6 拉坯速度 :240mm ×240mm 方坯 合结钢 1. 1m/min , 其它钢种 0. 9m/min180mm ×180mm 方坯 合结钢 1. 6m/min , 其它钢种 1. 5m/min(7 浇铸准备时间 :浇铸 240mm ×240mm 方坯 36min/次 浇铸 180mm &#
12、215;180mm 方坯 25min/次 (8 铸坯输出 (从开浇到第一根坯进加热 炉 :浇铸 240mm ×240mm 方坯 32min浇铸 180mm ×180mm 方坯 23min(9 调控方式 :通过改变拉坯速度可以调整 单罐浇铸时间 。关系式 :t CC M =G/za 2(3 式中 t CC M /minG /tza 方坯边长 /mV 工作拉速 /m min -1 热坯密度 (=7. 6t/m 33. 5 加热炉(1 型式 :步进梁式加热炉(2 加热铸坯规格 :240mm ×240mm ×6000mm ; 单重 2840 kg/根 。180m
13、m ×180mm ×6000mm ; 单重 1480 kg/根 。(3 生产能力 :热装坯 120t/h , 冷装坯 100 t/h 。(4 输出时间 (从入炉到出炉 :240mm ×240mm 方坯送热 130min180mm ×180mm 方坯送热 94min加热炉的输出时间与铸坯断面和加热制度有 关 。3. 6 热坯缓冲装置(1 从连铸机边流中心线到热送辊道中心 线 :10600mm(2 热坯缓冲装置有效长度 :8140mm(3 缓冲能力 :240mm ×240mm 方坯可存 22根 , 缓冲 3036 min 。180mm ×
14、180mm 方坯可存 35根 , 缓冲 3235 min 。 3 2第 4期 胡维新 :炼钢和轧钢连续生产线调度管理模型 (一 3. 7 连轧机(1 棒材规格 :1675mm (2 生产能力 (按轧坯计 :生产 2075mm 棒材 , 用 240mm ×240mm 方坯 120t/h生产 1830mm 棒材 , 用 180mm ×180mm 方坯 112t/h生产 16mm 棒材 , 用 180mm ×180mm 方 坯 93t/h(3 成材率 :95%(4 轧槽寿命 :180t(5 换槽时间 (从停轧到重新开轧 :10min(6 换机架时间 (从停轧到重新开轧
15、:20min3. 8 钢包吊运时间给电炉坐罐或重罐从电炉吊到 LF 炉 :5min从 LF 炉吊到 VD 装置 :4min6, 位一体” , 应在 统计 、 分析 、 确定 。只有切 实掌握各工序机组的性能参数 、 操作时间和波动 范围等 , 才能做出符合实际情况的调度管理模 型 , 并在实际生产过程中掌握调控的主动权 。4 生产模式在 “ 四位一体” 的短流程生产线中 , 连铸是一个关键环节 , 因为这道工序是将液态钢水变成固 态连铸坯 , 有一个相变过程 , 这一过程与产品质 量息息相关 。 另外 , 连铸生产有一个特点 , 即连 浇一定炉数的钢水后 , 有一个必不可少的重新开 浇的准备时
16、间 , 这期间 , 连铸机无法浇铸钢水 , 也没有连铸坯输出 。 在 “ 四位一体” 的连续生产线 中 , 炼钢和轧钢都必须适应这个特点 , 即前面的 炼钢应该按照连铸的节奏给连铸机提供合格的钢 水 , 而正常情况下 , 连铸机输出的热连铸坯 , 后 面的轧机应能 100%轧完 。如果电炉与连铸衔接 不好 , 中断了浇铸 , 必须重新上引锭杆 , 这不仅 会占用时间 , 打乱整条线的生产秩序 , 降低生产 能力 , 而且会影响产品质量 , 降低收得率 , 增加 耐火材料消耗 , 造成较大的经济损失 。因此 , 在 “ 四位一体” 的连续生产线中应以连铸为中心进行 调控 , 调控的目标应以连铸机
17、的关键参数的优化选择为出发点 , 只有在确定了连铸机浇铸的钢 种 、 断面 、 工作拉速 、 连浇炉数和准备时间 , 才可 以确定连铸机的生产能力 , 进而对电炉和轧机提 出流量和时间节奏方面的具体要求 , 确保 “四位 一体” 生产线的连续性和稳定性 。在 “ 四位一体” 短流程生产线的生产过程中 , 根据连铸与电炉的配合方式 , 一般可以分为三种 生产模式 。4. 1 大周期配合方式第一种是以连铸机的浇铸周期为基础的生产 模式 。 如以连浇 n 炉计 , 即使连铸机浇注 n 炉钢 水的时间再加上两个浇次间的浇注准备时间 (即 连铸浇注周期 与电炉冶炼 n 炉钢水的冶炼周期 之和相等 。 为
18、基础的 , 。在这种生产 , :t P =nt E AF即 t CC M =t E AF -t P /n(4式中 t CC M 连铸单罐浇注时间 /mint E AF 电炉冶炼周期 /min t P 浇注准备时间 /min n 连浇炉数在这种生产模式下 , 电炉可以相同的冶炼周 期连续不断地生产 , 但 LF 炉的处理周期 , 在一 个浇次中随着处理炉序号的不同则需要改变 , 存 在下列关系式 :t LF m =t LFO +(n -m t P /n(5式中 t LF m LF 炉处理第 m 炉钢水的周期 /mint LFO 为满足工艺要求必须的最小处理周期 /minn 计划的连浇炉数m LF
19、 炉处理的顺序号 , 且 m n t P 两个浇次间的连注准备时间 /min当出现 LF 炉处理第 m 炉钢水的周期 (t LF m 加上吊车将钢包从电炉吊到 LF 炉的时间 (t 吊 等 于或大于电炉的冶炼周期 (t E AF 时 , 电炉出钢后 , 钢水包无法进入 LF 工位 , 必须在 LF 工位外等一 段时间 , LF 工位须配置 2台钢包车 , 吊车吊运钢 包的作业会相互干扰 , LF 炉也无法在电炉和连 铸机之间起缓冲作用 , 这是不合理的 ; 由此可以 42 炼 钢 第 18卷提出一个观点 :LF 炉的缓冲能力 =t E AF -t LVO -t 吊随着电炉冶炼周期的缩短和 LF
20、 炉最短处理 周期的延长 , LF 炉的缓冲能力在降低 。当出现 t E AF -t LFO -t 吊 =0时 , 系统中的 LF 炉就无法起 缓冲作用了 。如果计划的连浇炉数少 , 而连铸机必须的浇 注准备时间较长 , 则连铸机允许的拉坯速度就难 于满足大周期配合时对单罐浇注时间的限制 。 这 就是说 , 大周期配合有一定的适用范围 。典型的大周期配合调度表如图 3所示 。图 3 从图 3可见 60min , 连铸准备时间为 36min 4炉连浇 , 根据关系式 (4 , 可以计算出单罐浇铸时间为 51min ; 如果该钢种 LF 炉必须的最小处理周期为 40min , 根据关系式 (5 ,
21、 可以计算出第一炉钢水在 LF 炉的处理周期 为 67min 。 此后 , 随着 LF 炉处理顺序号的增加 , 其处理周期递减 9min 。从图中可见 , 当第 2炉 出钢时 , 第 1炉钢水在 LF 炉还没有处理完 , 因 而 , LF 炉需配置 2台钢水罐车以接受下一炉的钢 水罐 。 从图中还可以看到 , 第 2炉钢水罐从 LF 炉吊到 VD 和第 3炉钢水罐从电炉吊到 LF 炉相 互干扰 。 如果要连浇 2炉 , 根据关系式 (4 可算 得单罐浇铸时间为 42min , 对 4流连铸机 , 生产 240mm ×240mm 方坯需要的工作拉速为 1. 2m/min , 而外商给定
22、的浇铸 240mm ×240mm 轴承钢 方坯的工作拉速为 0. 9m/min , 显然 , 在这种情况 下就难以采用大周期配合了 。对于 R12/23m 连 铸机 , 浇铸 240mm ×240mm 轴承钢方坯 , 外商 提供的两个浇次间的连铸准备时间为 51min , 即 使 3炉连浇 , 根据关系式 (4 算得单罐浇铸时间 为 43min , 需要的工作拉速为 1. 18m/min , 铸机 具备的拉坯速度参数也很难适应大周期配合 。4. 2 小周期配合方式第二种是以电炉冶炼周期为基础的生产模 式 , 即控制连铸单罐浇注时间与电炉的冶炼周期 一致 。 同样的 , 由于
23、电炉冶炼周期小于连铸的浇 铸周期 , 简称小周期配合 。 这种配合方式可实现 最佳的炉机匹配 , 而且 LF 炉和 VD 装置的处理周 期可以保持不变 , 重复性和再现性好 , 操作易于 掌握 , LF 炉的缓冲作用也能够很好发挥 。但电 炉不能连续不断地生产下去 (在实际生产中 , 这 也是做不到的 , 在一个浇次中 , 对应于连铸的 准备时间 , 电炉有一段间歇 , 可以利用这段时间 进行热修补或设备检修 , 也可以在电炉冶炼第一 炉钢时有意降低输入的功率 , 或者在加入第一筐 废钢后进行保温 , 期 , 4所示 , 其匹 , 不必赘述 。图 4 小周期配合调度表 在小周期配合时 , 为了
24、控制连铸单罐浇注时间与电炉冶炼周期一致 , 往往需要适当降低连铸 机的工作拉速 。如生产 240mm ×240mm 轴承钢 方坯 , 外商给定的工作拉速为 0. 9m/min , 对 4流 铸机 , 浇注 90t 钢水 , 可以推算出单罐浇注时间 为 57min , 为了控制连铸单罐浇注时间与电炉冶 炼周期 60min 一致 , 需将连铸机的工作拉速降为 0. 86m/min 。4. 3 第三种配合方式第三种配合方式介于大周期配合与小周期配 合之间 , 这种生产模式以优化选择连铸机的关键 参数为出发点 。 如根据浇铸的钢种和断面 , 选择 最佳的工作拉速 , 以此确定连铸机的单罐浇注
25、时 间 , 这样确定的单罐浇注时间 , 既可以比电炉冶 炼周期短 , 也可以比电炉冶炼周期长 , 但两者应 该接近 。 电炉与连铸节奏的不平衡由 LF 炉来调 节 。 当根据最佳拉速确定的单罐浇注时间比电炉 52 第 4期 胡维新 :炼钢和轧钢连续生产线调度管理模型 (一 26 炼 钢 第 18 卷 冶炼周期短时 , 连铸机不必象小周期配合那样为 了追求单罐浇注时间与电炉冶炼周期一致而有意 降低铸机的拉坯速度 , 而电炉在连续生产一个浇 次的炉数后 , 停顿的间歇时间比小周期配合时 短 , 从而可以提高设备的利用率和生产能力 。 第三种配合方式的调度表如图 5 和图 6 所 示。 为 36 m
26、in 画出的调度表 。 6 是按 : 电炉冶炼周期 60 min , 炉产钢水 图 量 90 t , 生产 180 mm × 180 mm 轴承钢方坯 , 拉坯 速度1. 5 m/ min ( 外商给定的性能参数 , 由此推算 出单罐浇注时间为 61 min , 比电炉冶炼周期 60 min 略长 , 连浇 4 炉 , 两个浇次间的连铸准备时 间为 25 min , 画出的调度表 。为了避免吊车作业 相互干扰 , 下一浇次 LF 炉处理第一罐钢水的周 期由 40 min 调整为 43 min , 相应的 , 电炉冶炼第 二炉钢水的周期由 60 min 调整为 63 min 。当然 , 在这种情况下 , 也可以将电炉冶炼周期调整为 61 min , 使之与连铸单罐浇注时间一致 , 形成小周期 配合关系更为合理一些 , 因为这样做不仅改善匹 配关系 , 而且不影响整条线的生产能力 。 从图 5 和图 6 的对比中不难看出 : 在图 5 中 , 图5 第三种配合方式调度表 (1
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 阿里巴巴笔试题及答案
- 2025年耗尽关机传感器合作协议书
- 员工合同入股协议书范本
- 中美欠发达地区城市化进程比较
- 关于武汉高端住宅写字楼酒店市场调查综合调研报告
- 2025年GPS高空探测系统项目发展计划
- 查理苏临床医学研究体系
- 影院营运培训
- 牧场奶牛养殖委托管理与供应链整合协议
- 高层管理培训体系构建
- 正畸病例汇报模板
- 科学小实验手摇发电机原理
- 新汉语水平考试HSK一级真题(含听力材料和答案)
- 中华民族共同体概论课件专家版10第十讲 中外会通与中华民族巩固壮大(明朝时期)
- 临建施工方案
- MOOC 国际金融学-湖南大学 中国大学慕课答案
- 胆管癌化疗方案指南
- 篮球比赛记录表
- 庭院造园行业分析
- 保险理赔赔偿协议书
- 国企应聘简历模板
评论
0/150
提交评论