


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、箱型柱主焊缝焊接工艺卡安徽鸿路钢结构(集团)股份有限公司 焊接培训中心工 序 工 艺 卡工序名称工序编号材料牌号钢板厚度文 件 编 号共 1页昆山世硕电子项目箱型柱主焊缝Q345B20mmHJGYK第 2页工艺简图 分类名 称型 号设备自动埋弧焊机MZ1250焊剂烘干机焊接材料焊丝牌号H10Mn2规格4.0mm焊剂牌号SJ101烘焙状态250300/2h设备气保焊机NBC-500 焊材焊丝牌号ER50-6工 艺 要 求 及 操 作 方 法1、箱型柱主焊缝采用气体保护焊打底填充,埋弧焊接盖面的焊接方法。8、打底焊接完成并合格后需先完成电渣焊后再进行填充盖面焊接,电渣焊引熄弧缺陷需清除干净。2、焊
2、前电流电压和速度在调试板上进行调试,CO2气体保护焊需提前调节好起弧和收弧电流电压。9、全熔透焊缝坡口与半熔透坡口不一致,可先补焊至与半熔透焊道一致再进行填充焊接。3、焊接前构件两端需点装相同材质的引熄弧板,引熄弧板长度100mm。10、填充焊接采用全自动埋弧焊进行同时同方向对称焊接。4、焊前用钢丝刷(钢丝刷装于磨光机上)清除焊缝附近至少30mm范围内的铁锈、油污等杂物。11、填充焊道需高度需始终保持一致为盖面创造条件,出现偏弧和裂纹等,要及时进行修补。5、焊接箱型注意同侧两条焊道采用同时、同方向对称对应的焊接方法来减少焊接变形。12、盖面层前道焊缝应略低于母材平面2mm左右,为盖面层焊接创造
3、有利条件。6、首先采用CO2气体保护焊进行打底,打底厚度不小于10mm,以使足以承受收缩变形引起的拉应力。13、采用埋弧焊盖面,盖面层焊接应以坡口齐边为基准,保证焊道的宽度平齐和焊高7、打底焊接完成后检查焊接外观(偏弧和裂纹等,要及时进行修补)。14、焊接完成自检外观合格后打上焊工钢印等待冷24小时后进行无损检测。焊 接 参 数检查要求序号焊道焊接方法电源极性坡口间距mm焊接电流A电弧电压V焊丝干伸mm焊接速度cm/min引弧焊缝长度mm熄弧焊缝长度mm外观UT-探伤依据图纸设计要求和工艺要求1打底焊GMAW反/DC6-7260280283220-2520-25508050802-4填充焊GM
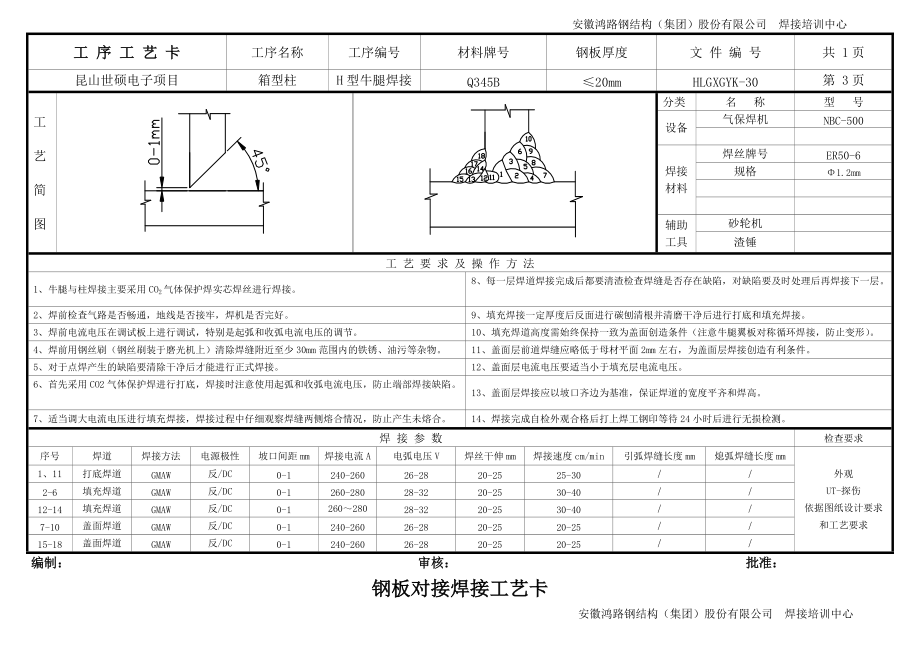
4、ANW反/DC-280-30032-3420-2525-30508050805盖面焊SAW反/DC-5506503032404530-4050805080编制: 审核: 批准箱型柱H型牛腿全熔透焊接工艺卡 安徽鸿路钢结构(集团)股份有限公司 焊接培训中心工 序 工 艺 卡工序名称工序编号材料牌号钢板厚度文 件 编 号共 1页昆山世硕电子项目箱型柱H型牛腿焊接Q345B20mmHLGXGYK-30第 3页工艺简图分类名 称型 号设备气保焊机NBC-500 焊接材料焊丝牌号ER50-6规格1.2mm辅助工具砂轮机渣锤工 艺 要 求 及 操 作 方 法1、牛腿与柱焊接主要采用CO2气体保护焊实芯焊丝
5、进行焊接。8、每一层焊道焊接完成后都要清渣检查焊缝是否存在缺陷,对缺陷要及时处理后再焊接下一层。2、焊前检查气路是否畅通,地线是否接牢,焊机是否完好。9、填充焊接一定厚度后反面进行碳刨清根并清磨干净后进行打底和填充焊接。3、焊前电流电压在调试板上进行调试,特别是起弧和收弧电流电压的调节。10、填充焊道高度需始终保持一致为盖面创造条件(注意牛腿翼板对称循环焊接,防止变形)。4、焊前用钢丝刷(钢丝刷装于磨光机上)清除焊缝附近至少30mm范围内的铁锈、油污等杂物。11、盖面层前道焊缝应略低于母材平面2mm左右,为盖面层焊接创造有利条件。5、对于点焊产生的缺陷要清除干净后才能进行正式焊接。12、盖面层
6、电流电压要适当小于填充层电流电压。6、首先采用CO2气体保护焊进行打底,焊接时注意使用起弧和收弧电流电压,防止端部焊接缺陷。13、盖面层焊接应以坡口齐边为基准,保证焊道的宽度平齐和焊高。7、适当调大电流电压进行填充焊接,焊接过程中仔细观察焊缝两侧熔合情况,防止产生未熔合。14、焊接完成自检外观合格后打上焊工钢印等待24小时后进行无损检测。焊 接 参 数检查要求序号焊道焊接方法电源极性坡口间距mm焊接电流A电弧电压V焊丝干伸mm焊接速度cm/min引弧焊缝长度mm熄弧焊缝长度mm外观UT-探伤依据图纸设计要求和工艺要求1、11打底焊道GMAW反/DC0-1240-26026-2820-2525-
7、30/2-6填充焊道GMAW反/DC0-1260-28028-3220-2530-40/12-14填充焊道GMAW反/DC0-126028028-3220-2530-40/7-10盖面焊道GMAW反/DC0-1240-26026-2820-2520-25/15-18盖面焊道GMAW反/DC0-1240-26026-2820-2520-25/编制: 审核: 批准:钢板对接焊接工艺卡 安徽鸿路钢结构(集团)股份有限公司 焊接培训中心工 序 工 艺 卡工序名称工序编号材料牌号钢板厚度文 件 编 号共 1页昆山世硕电子项目钢板对接/Q345B25mmHJGYK第 1页工艺简图分类名 称型 号设备焊机N
8、BC-500焊剂烘干机/焊接材料焊丝牌号ER50-6规格1.2mm焊剂牌号/烘焙状态/设备气保焊机/ 焊材焊丝牌号/工 艺 要 求 及 操 作 方 法1、钢板对接采用气体保护焊打底,埋弧焊填充、盖面的焊接方法。8、填充焊时采用埋弧焊,焊接应适当调小焊接电压防止坡口面咬边,造成清渣困难。2、焊前电流电压和速度在调试板上进行调试,CO2气体保护焊需提前调节好起弧和收弧电流电压。9、反面焊接前,采用碳弧气刨清根,刨削深度以清除根部缺陷为准。3、焊接前构件两端需点装相同材质的引熄弧板,引熄弧板长度100mm。10、正式焊接,在引弧板上引弧;焊接过程结束,在熄弧板上收弧。4、焊前用钢丝刷(钢丝刷装于磨光
9、机上)清除焊缝附近至少30mm范围内的铁锈、油污等杂物。11、填充焊道需高度需始终保持一致为盖面创造条件,出现偏弧和裂纹等,要及时进行修补。5、焊接时注意钢板焊接变形。12、盖面层前道焊缝应略低于母材平面2mm左右,为盖面层焊接创造有利条件。6、打底焊采用CO2焊,焊接时采用合适的焊接工艺参数,以防烧穿。13、埋弧焊盖面,盖面层焊接应以坡口齐边为基准,保证焊道的宽度平齐和焊高7、打底焊接完成后检查焊接外观(偏弧和裂纹等,要及时进行修补)。14、焊接完成自检外观合格后打上焊工钢印等待24小时后进行无损检测。焊 接 参 数检查要求序号焊道焊接方法电源极性坡口间距mm焊接电流A电弧电压V焊丝干伸mm
10、焊接速度cm/min引弧焊缝长度mm熄弧焊缝长度mm外观UT-探伤依据图纸设计要求和工艺要求1打底焊道GMAW反/DC022502702428152025405080508023填充焊道SAW反/DC-550650303640452530508050804盖面焊道SAW反/DC-55065030404045253050805080编制: 审核: 批准:箱型柱牛腿与H型钢梁现场对接焊接工艺卡安徽鸿路钢结构(集团)股份有限公司 焊接培训中心工 序 工 艺 卡工序名称工序编号材料牌号钢板厚度文 件 编 号共 1页昆山石硕电子项目柱与梁现场平对接焊Q345B22mmXCHJGYK第 5页工艺简图分类名
11、 称型 号设备气包焊机NBC-500焊剂烘干机/焊接材料焊丝牌号ER50-6规格1.2mm焊剂牌号/烘焙状态/设备焊机/ 焊材焊丝牌号/工 艺 要 求 及 操 作 方 法1、箱型柱牛腿与H型钢梁现场采用气体保护焊焊接方法。8、填充焊道需高度需始终保持一致为盖面创造条件,出现偏弧和裂纹等,要及时进行修补。2、焊前电流电压和速度在调试板上进行调试,CO2气体保护焊需提前调节好起弧和收弧电流电压。9、盖面层前道焊缝应略低于母材平面2mm左右,为盖面层焊接创造有利条件。3、焊接前构件两端需点装相同材质的引熄弧板,引熄弧板长度50mm。10、盖面层焊接应以坡口齐边为基准,保证焊道的宽度平齐和焊高4、焊前用钢丝刷(钢丝刷装于磨光机上)清除焊缝附近至少30mm范围内的铁锈、油污等杂物。11、焊接完成自检外观合格后打上焊工钢印等待24小时后进行无损检测。5、焊接时先焊接下翼缘板,后焊接上翼缘板的循环对称方法来减少焊接变形。12、无损检测合格后割除引、熄弧板,严禁采用锤击方式。6、高空露天作业,应搭建遮风棚以防影响焊接质量。7、打底焊接完成后检查焊接外观(偏弧和裂纹等,要及时进行修补)。焊 接 参 数检查要求序号焊道焊接方法电源极性坡口间距mm焊接电流A电弧电压V
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 冷链物流行业发展前景分析
- 2025建筑工程合同争议解析
- 2025物流服务外包合同(专业律师审核起草修订)
- 幼儿园假期安全教育指南
- 2025租房合同协议书标准版
- 2025合同管理规章:公章、资质、合同及其它证书的使用与保管办法
- 2025投资合同转让协议书
- 手术室细节护理
- 2025住宅房屋租赁合同协议范本
- 2025高中地理教师课标考试模拟试卷及答案
- SH/T 1673-1999工业用环己烷
- GB/T 9661-1988机场周围飞机噪声测量方法
- GB 29541-2013热泵热水机(器)能效限定值及能效等级
- FZ/T 07019-2021针织印染面料单位产品能源消耗限额
- 重症医学科各项规章制度汇编
- 社会组织培训概述课件
- 春节作文优秀课件
- 三角函数的应用论文Word版
- 农业创业风险控制与防范培训课件
- 生物制造国内外状况课件
- 幼儿园大班数学口算练习题可打印
评论
0/150
提交评论